1.本技术涉及锡膏印刷机的技术领域,尤其是涉及一种全自动视觉锡膏印刷机的真空吸附钢网系统。
背景技术:
2.印制电路板(pcb)是电子工业的重要部件之一,几乎每种电子设备都要使用印制电路板。印制电路板可以代替复杂的布线,实现电路中各元件之间的电气连接,不仅简化了电子产品的装配、焊接工作,减少了传统方式下的接线工作量,而且缩小了整机体积,降低了产品成本,提高了电子设备的质量和可靠性。在印制电路板的自动化生产中,需要使用锡膏印刷机进行锡膏印刷。近年来,全自动视觉锡膏印刷机逐渐发展起来,使得印刷效率和印刷质量得到了进一步提高。
3.在利用全自动视觉锡膏印刷机进行锡膏印刷的过程中,首先将pcb固定在工作台上,再抬升工作台使pcb上的焊接点对准印刷机钢网上的孔,同时使钢网的边缘处紧贴运输导轨上的上压板,随后由印刷机的左右刮刀将锡膏通过钢网漏印于印制电路板的焊盘,从而实现了锡膏在pcb板上的印刷。然而,随着钢网的长期使用,钢网的张力会逐渐减弱使得钢网产生变形,无法再保障钢网与运输导轨上的上压板紧贴,严重影响了锡膏印刷的质量。
4.针对上述相关技术,发明人认为存在钢网与运输导轨上的上压板无法保持紧贴的问题。
技术实现要素:
5.为了改善上述背景技术中提出的钢网与运输导轨上的上压板无法保持紧贴的问题,本技术提供一种全自动视觉锡膏印刷机的真空吸附钢网系统。
6.本技术提供的一种全自动视觉锡膏印刷机的真空吸附钢网系统采用如下的技术方案:
7.一种全自动视觉锡膏印刷机的真空吸附钢网系统,包括运输导轨、上压板以及真空发生装置,所述上压板与所述运输导轨固定连接,所述上压板的上表面开设有两个及以上的通气孔,所述上压板在所述通气孔的下方设有中空腔,所述中空腔与所述通气孔连通,所述中空腔的侧壁上开设有抽气口,所述抽气口与所述真空发生装置连通。
8.通过采用上述技术方案,在工作状态下,抬升工作台使运输导轨上的上压板与钢网的下表面贴合,钢网覆盖住通气孔使得中空腔内形成一个近似密闭的环境,开启真空发生装置,中空腔内逐渐形成负压环境,使得钢网被吸附在上压板的表面,钢网得以与上压板紧贴;接下来进行锡膏印刷时,钢网上的孔也能够与印制电路板的焊接点对准,有利于锡膏均匀地漏印于印制电路板上,提高锡膏印刷的质量。
9.可选的,所述真空发生装置包括真空发生器和连接于所述真空发生器的气管,所述气管的管腔与所述抽气口连通。
10.通过采用上述技术方案,开启真空发生器,中空腔内的空气通过气管被吸入真空
发生器内,中空腔内形成负压环境,使得钢网被吸附在上压板的表面;真空发生器产生和解除真空容易,有利于钢网的吸附和解吸;并且真空发生器结构简单、体积小、质量轻、安装方便,有利于与锡膏印刷机实现复合一体化。
11.可选的,两个及以上所述通气孔形成通气孔组,所述通气孔组有两组及以上,所述通气孔组之间间隔排列,每组所述通气孔组下方对应设有一个所述中空腔。
12.通过采用上述技术方案,在上压板上设置多组通气孔组,可使得钢网的不同部分都能够被吸附,有利于使得钢网更为平整地贴合在上压板上;在每组通气孔组下方对应设置一个中空腔,每个中空腔的容积较小,容易形成负压环境,便于对钢网形成局部强吸附,增大对钢网整体的吸附力。
13.可选的,所述通气孔组中的所述通气孔呈等距线性排列。
14.通过采用上述技术方案,每组通气孔组中的通气孔呈等距线性排列使得钢网的局部受力均匀,不容易引起钢网局部变形。
15.可选的,所述运输导轨以及所述上压板组成吸附组,所述吸附组有两组,两组所述吸附组平行设置且均与所述真空发生装置连通。
16.通过采用上述技术方案,两组吸附组平行设置,共同将钢网吸附在上压板的上表面上,而不会发生钢网的一边被吸附,另一边变形翘起的情况,有利于锡膏均匀地漏印于印制电路板上。
17.可选的,所述抽气口位于两个所述上压板相互远离的一侧。
18.通过采用上述技术方案,抽气口位于两个上压板相互远离的一侧,抽气口周围的空间较大,便于抽气口连接真空发生装置,而不会影响锡膏印刷的其他工序。
19.可选的,所述气管靠近所述抽气口的一端连接有吸盘,所述吸盘吸附在所述上压板上并覆盖所述抽气口。
20.通过采用上述技术方案,气管端部的吸盘吸附在上压板上并覆盖住抽气口,开启真空发生器后,中空腔内逐渐形成负压环境,气压差使得吸盘紧紧吸附在上压板上,使得气管与上压板的连接处密封,有利于中空腔内快速形成负压环境。
21.可选的,所述上压板远离所述运输导轨的一侧开设有引流槽,所述引流槽延伸到所述上压板的边缘处。
22.通过采用上述技术方案,钢网在使用后表面上会附着有锡膏,需要使用酒精等清洗剂进行清洗,在清洗后会有少量液体残留在钢网表面,当钢网与上压板接触时,在液体的表面张力作用下液体会吸附在钢网与上压板之间,不利于钢网与上压板紧贴;引流槽可局部加大钢网与上压板间的距离,使得液体在钢网上汇聚成液滴后落入引流槽中,最后液体从上压板的边缘处流出或挥发。
23.综上所述,与相关技术相比,本实用新型具有以下有益效果:
24.1.本实用新型在上压板上开设通气孔和中空腔,并使得中空腔与真空发生装置连通,利用真空吸附的方法将钢网吸附在平整的上压板上表面,使得钢网与上压板上表面更好地贴合,以漏印出更好的锡膏形状,提高锡膏印刷的质量。
25.2.本实用新型设置多组通气孔组和对应的中空腔,便于对钢网的不同部分形成局部强吸附,增大对钢网整体的吸附力,有利于使得钢网更为平整地贴合在上压板上。
附图说明
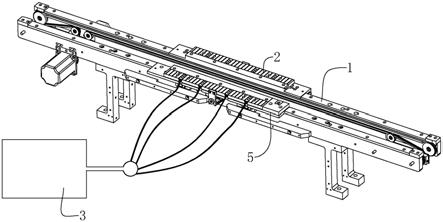
26.图1是真空吸附钢网系统的整体结构示意图。
27.图2是真空吸附钢网系统突出吸附组的结构示意图。
28.图3是图2中a部分的局部放大示意图。
29.图4是真空吸附钢网系统突出中空腔的剖视图。
30.附图标记说明:1、运输导轨;12、支脚;2、上压板;21、通气孔;22、中空腔;23、抽气口;24、引流槽;3、真空发生装置;31、真空发生器;32、气管;321、吸盘;4、通气孔组;5、吸附组。
具体实施方式
31.以下结合说明书附图对本技术作进一步详细说明。
32.参照图1,本技术实施例公开了一种全自动视觉锡膏印刷机的真空吸附钢网系统,包括运输导轨1、上压板2以及真空发生装置3。
33.参照图1,运输导轨1与上压板2组成吸附组5,吸附组5有两组,两组吸附组5沿长度方向并列平行设置。运输导轨1用于运输印制电路板并具有支撑上压板2的作用,上压板2用于支撑和吸附钢网。真空发生装置3连接到上压板2上(图中只示出了一边的真空发生装置3),用于提供真空吸力,使得钢网吸附在上压板2上。
34.参照图2,运输导轨1的下表面安装有相距较远的两个支脚12,支脚12用于支撑运输导轨1。两组吸附组5的两个运输导轨1沿导轨长度方向并列平行设置,运输导轨1之间的空间用于运输印制电路板。
35.参照图3,上压板2位于运输导轨1的上方,并与运输导轨1通过螺栓固定。上压板2上具有通气孔21、中空腔22、抽气口23以及引流槽24。上压板2的上表面开设有十二个通气孔21,每三个通气孔21组成一组通气孔组4,总共形成四组通气孔组4。钢网的下表面与上压板2的上表面接触时,钢网覆盖在通气孔21上方。每组通气孔组4中的三个通气孔21沿上压板2的宽度方向等距线性排列,使得钢网的局部受力均匀,不容易引起钢网局部变形。四组通气孔组4沿上压板2的长度方向线性排列,其中中间两组之间的间距大于中间与边缘的两组之间的距离。四组通气孔组4的设置使得钢网表面较大范围内的不同部分都能够被吸附,有利于使得钢网更为平整地贴合在上压板2上。
36.在其他实施例中,通气孔组4的数量以及间隔都可以根据实际需求进行改变,每组通气孔组4中的通气孔21的数量和排列也可以根据实际生产需求作适应性改变。
37.参照图2和图4,中空腔22有四个,对应于四组通气孔组4,中空腔22位于通气孔组4的正下方并与通气孔21连通。真空发生装置3可使中空腔22内形成负压环境,中空腔22与通气孔21连通,而钢网覆盖在通气孔21的上方并与上压板2接触,钢网上、下方的压强差会使得钢网吸附在上压板2的表面,钢网得以与上压板2的上表面紧贴。两组吸附组5可将钢网的两边都吸附在上压板2上,而不会发生钢网的一边被吸附,另一边未被吸附而翘起的情况。
38.参照图2和图4,抽气口23为圆形开口,位于两个上压板2相互远离的侧壁上,抽气口23周围的空间较大,便于抽气口23连接真空发生装置3,而不会影响锡膏印刷的其他工序。抽气口23与中空腔22连通,对应四个中空腔22设置有四个抽气口23,中空腔22由三段半径不同的圆柱形腔同轴组合而成,圆柱形腔的半径朝靠近抽气口23的方向变大。靠近抽气
口23的圆柱形腔体积更大,适应于靠近抽气口23处的吸力更强的特点。
39.参照图2,引流槽24为窄长型长方形槽,位于上压板2的上表面上,并延伸到上压板2的边缘处。引流槽24有三十条,等间隔地沿上压板2的长度方向排列。由于钢网在使用后表面上会附着有锡膏,需要使用酒精等清洗剂进行清洗,在清洗后会有少量液体残留在钢网表面,当钢网与上压板2接触时,在液体的表面张力作用下液体会吸附在钢网与上压板2之间,不利于钢网与上压板2紧贴。引流槽24可在局部加大钢网与上压板2间的距离,使得液体不会吸附在钢网与上压板2之间,残留液体在钢网上汇聚成液滴后落入引流槽24中,最后液体从上压板2的边缘处流走或挥发。
40.参照图2和图3,真空吸附装置包括真空发生器31和气管32,气管32的一端与真空发生器31连通,气管32的另一端连接到上压板2。气管32与上压板2的接触处连接有吸盘321,吸盘321吸附在上压板2上并覆盖住抽气口23。四根气管32对应到四个抽气口23,四根气管32都连通到真空发生器31。开启真空发生器31后,中空腔22内的空气通过气管32被吸入真空发生器31内,中空腔22内逐渐形成负压环境,气压差使得吸盘321紧紧吸附在上压板2上,使得气管32与上压板2的连接处密封,有利于中空腔22内快速形成负压环境。真空发生器31产生和解除真空容易,有利于钢网的吸附和解吸,并且真空发生器31结构简单、体积小、质量轻、安装方便,有利于与锡膏印刷机实现复合一体化。
41.本实施例的实施原理为:抬升工作台使运输导轨1上的上压板2与钢网的下表面贴合,钢网覆盖住通气孔21使得中空腔22内形成一个近似密闭的环境,开启真空发生装置3,中空腔22内逐渐形成负压环境,使得钢网被吸附在上压板2的表面,钢网得以与上压板2紧贴,进行锡膏印刷时,钢网上的孔能够与印制电路板的焊接点对准,有利于锡膏均匀地漏印于印制电路板上,提高锡膏印刷的质量。
42.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。