1.本发明涉及一种转印部件、转印滚筒和图像形成装置。
背景技术:
2.如专利文献1所示,已知有一种图像转印部件,具备:导电性层;对准层,其设置在导电性层之上,具有比导电性层大的电阻;以及剥离层,其设置在对准层之上,具有比对准层大的电阻,用于转印图像。对准层具有多个子层,多个子层包括设置在剥离层之下的硬质子层和设置在硬质子层之下的软质子层。
3.专利文献1:日本特开2008-310362号公报
技术实现要素:
4.本发明的目的在于,在包含内层和外层的转印部件中抑制外层周向上的张力不均。
5.为了实现上述目的,根据本发明的第一方式的转印部件具备:内层;以及外层,其粘接于所述内层且硬度比所述内层的硬度小。
6.另外,根据本发明的第二方式的转印部件,在第一方式的转印部件中,所述内层的体积电阻率比所述外层的体积电阻率小。
7.另外,根据本发明的第三方式的转印部件,在第二方式的转印部件中,所述内层由不锈钢构成。
8.另外,根据本发明的第四方式的转印部件,在第一至第三方式中的任一方式的转印部件中,所述内层的厚度比所述外层的厚度小。
9.另外,根据本发明的第五方式的转印部件,在第一至第四方式中的任一方式的转印部件中,所述内层的周向上的两端部在周向上与所述外层的周向上的两端部相比进一步延伸。
10.另外,根据本发明的第六方式的转印部件,在第一至第五方式中的任一方式的转印部件中,在所述外层的外周设置有表面层。
11.另外,根据本发明的第七方式的转印部件,在第六方式的转印部件中,所述表面层不与所述外层粘接。
12.另外,根据本发明的第八方式的转印部件,在第一至第七方式中的任一方式的转印部件中,所述外层是弹性层。
13.另外,根据本发明的第九方式的转印部件,在第八方式的转印部件中,所述弹性层是发泡橡胶。
14.另外,根据本发明的第十方式的转印滚筒具备:转印滚筒主体,其在周面具有沿轴向的单一的凹部;以及第一至第九方式中的任一方式的转印部件,其卷绕于所述转印滚筒主体,其中,所述内层的周向上的两端部容纳于所述凹部。
15.另外,根据本发明的第十一方式的转印滚筒,在第十方式的转印滚筒中,在所述凹
部设置有调整所述内层的张力的内侧调整机构。
16.另外,根据本发明的第十二方式的转印滚筒,在第十一方式的转印滚筒中,在所述转印滚筒主体的轴向上设置有多个所述内侧调整机构。
17.另外,根据本发明的第十三方式的图像形成装置具备:第十至第十二方式中的任一方式的转印滚筒,其输送记录介质;以及中间转印体,其将图像转印到由所述转印滚筒输送的所述记录介质上。
18.根据第一方式,能够抑制外层周向上的张力不均。
19.根据第二方式,与内层的体积电阻率与外层的体积电阻率相同或比外层的体积电阻率大的情况相比,更容易确保内层的导电性。
20.根据第三方式,与内层由不锈钢以外的材料构成的情况相比,更不易发生腐蚀。
21.根据第四方式,与内层的厚度与外层的厚度相同或比外层的厚度厚的情况相比,更容易卷绕内层。
22.根据第五方式,与内层的周向上的两端部比外层的周向上的两端部短的情况相比,更容易安装内层。
23.根据第六方式,与外层的外周暴露于外部的情况相比,更能够抑制外层的劣化。
24.根据第七方式,与表面层粘接于外层的情况相比,在转印时更不易在外层与表面层之间形成间隙。
25.根据第八方式,与外层不是弹性层的情况相比,更容易确保转印时的捏夹区域。
26.根据第九方式,即使是发泡橡胶,也能够作为外层进行卷绕。
27.根据第十方式,能够将转印部件安装于转印滚筒主体而不使安装内层的周向上的两端部的部位从转印滚筒的周面伸出。
28.根据第十一方式,能够根据每个转印滚筒的外径的偏差将内层卷绕于转印滚筒主体。
29.根据第十二方式,能够根据转印滚筒轴向上的外径偏差将内层卷绕于转印滚筒主体。
30.根据第十三方式,与将外层直接粘接并卷绕于转印滚筒主体的情况相比,更能够抑制外层周向上的张力不均导致的画质缺陷的产生。
附图说明
31.图1是表示根据本实施方式的图像形成装置的示意性构成图。
32.图2是表示根据本实施方式的转印滚筒的侧视图。
33.图3是表示根据本实施方式的转印滚筒的立体图。
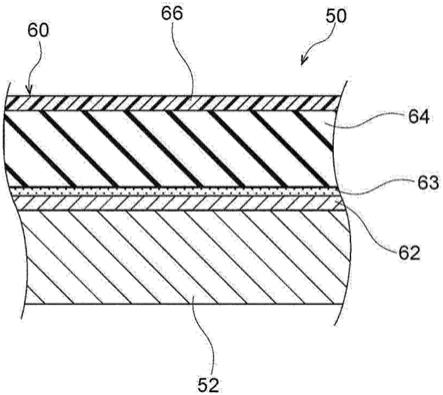
34.图4是表示根据本实施方式的转印部件的结构的剖视图。
35.图5是放大表示根据本实施方式的转印滚筒的凹部的结构的侧视图。
36.图6是表示根据本实施方式的转印滚筒的内侧调整机构的图5的x-x线向视图。
37.图7是表示根据本实施方式的转印滚筒的外侧调整机构的图5的y-y线向视图。
具体实施方式
38.以下,基于附图对根据本发明的实施方式进行详细说明。以下,有时将作为记录介
质的一例的记录纸张p的输送方向上游侧称为“上游侧”,将输送方向下游侧称为“下游侧”。同样地,有时将转印滚筒50的旋转方向上游侧简称为“上游侧”,将旋转方向下游侧简称为“下游侧”。将从轴向观察转印滚筒50的情况称为“侧视”。
39.如图1所示,作为一例,图像形成装置10是在记录纸张p上形成调色剂图像(图像的一例)的电子照相式图像形成装置。该图像形成装置10在装置主体(省略图示)内具备图像形成部12、容纳部14、输送部16和定影装置18。以下,对图像形成装置10的各部分(图像形成部12、输送部16和定影装置18)进行说明。
40.<图像形成部>
41.图像形成部12具有在记录纸张p上形成调色剂图像的功能。具体而言,图像形成部12具有调色剂图像形成部20和转印装置40。
42.(调色剂图像形成部)
43.如图1所示,具备多个调色剂图像形成部20以形成每种颜色的调色剂图像。在本实施方式中,设置有黄色(y)、品红色(m)、青色(c)和黑色(k)共计4色的调色剂图像形成部20y、20m、20c和20k。
44.以下,在需要区分黄色(y)、品红色(m)、青色(c)和黑色(k)各色时,在各部件的符号之后标注英文字母y、m、c和k,在不需要区分各色时,有时会省略英文字母y、m、c和k。此外,各色的调色剂图像形成部20具有同样的结构,因此在图1中仅主要对黄色的调色剂图像形成部20y的各部分标注附图标记。
45.各色的调色剂图像形成部20具有向一个方向(例如图1中的逆时针方向)旋转的感光鼓22。各色的调色剂图像形成部20从感光鼓22的旋转方向上游侧起依次具有带电器24、曝光装置26、显影装置28和去除装置30。
46.在各色的调色剂图像形成部20中,带电器24使感光鼓22的外周面带电。曝光装置26对通过带电器24带电的感光鼓22的外周面进行曝光,在感光鼓22的外周面上形成静电潜像。显影装置28对通过曝光装置26在感光鼓22的外周面上形成的静电潜像进行显影,形成调色剂图像。去除装置30向后述的转印带42转印调色剂图像,然后去除残留在感光鼓22的外周面上的调色剂。
47.(转印装置)
48.如图1所示,转印装置40具备作为一次转印体的一例的一次转印辊32、作为中间转印体的一例的转印带42和作为二次转印体的一例的转印滚筒50。即,转印装置40将在各色的感光鼓22的外周面上形成的调色剂图像叠加在转印带42上进行一次转印,并将该叠加的调色剂图像二次转印到记录纸张p上。关于转印滚筒50,在后文详细叙述。
49.(一次转印辊)
50.如图1所示,一次转印辊32在感光鼓22和一次转印辊32之间的一次转印位置t1处将在各色的感光鼓22的外周面上形成的调色剂图像转印到转印带42的外周面上。在本实施方式中,通过在一次转印辊32与感光鼓22之间施加一次转印电压,在一次转印位置t1处将在感光鼓22的外周面上形成的调色剂图像转印到转印带42的外周面上。
51.(转印带)
52.如图1所示,转印带42为将调色剂图像转印到其外周面上的环状,其卷绕在驱动辊34、张力辊36和支承辊38上以确定姿势。驱动辊34构成为通过驱动部(省略图示)进行旋转
驱动,使转印带42以预定的速度向箭头a方向旋转。
53.支承辊38隔着转印带42与后述的转印滚筒50相对。如图2所示,转印滚筒50与转印带42接触的接触区域、换言之由转印滚筒50和转印带42夹住记录纸张p的区域是捏夹区域np。该捏夹区域np是从转印带42向记录用纸p转印调色剂图像的二次转印位置t2。
54.<输送部>
55.如图1所示,输送部16构成为包含第一输送部44和第二输送部46。第一输送部44配置在转印滚筒50的上游侧,向转印滚筒50输送从容纳部14送出的记录纸张p。第二输送部46配置在转印滚筒50的下游侧,向定影装置18输送通过二次转印位置t2即捏夹区域np而二次转印有调色剂图像的记录纸张p。
56.第一输送部44由在记录纸张p的输送方向上彼此分离的驱动辊44a和从动辊44b以及卷绕在驱动辊44a和从动辊44b上的输送带45构成。同样地,第二输送部46由在记录纸张p的输送方向上彼此分离的驱动辊46a和从动辊46b以及卷绕在驱动辊46a和从动辊46b上的输送带47构成。
57.(定影装置)
58.如图1所示,定影装置18具有作为加热部件的一例的加热辊48和作为加压部件的一例的加压辊49。定影装置18通过加热辊48和加压辊49夹住记录纸张p进行加热和加压,从而将由转印滚筒50转印到记录纸张p上的调色剂图像定影到记录纸张p上。
59.在如上构成的图像形成装置10中,接着对转印滚筒50进行详细说明。
60.(转印滚筒)
61.如图2和图3所示,转印滚筒50具有转印滚筒主体52和卷绕在转印滚筒主体52上的转印部件60。转印滚筒主体52形成为大致圆筒状,在其外周面的一部分沿轴向形成有凹部54,该凹部54是单一的切口部。在转印滚筒主体52的轴向两端侧配置有一对链轮(省略图示)。
62.该一对链轮经由链条等驱动力传递部件(省略图示)而被驱动部(省略图示)旋转驱动,使得作为转印滚筒50的一部分的转印滚筒主体52向一个方向(图1和图2所示的箭头b方向)旋转。在凹部54内,在轴向上设置有多个夹具(省略图示),该夹具把持从第一输送部44输送来的记录纸张p的、位于转印调色剂图像的区域外的下游侧的前端部。
63.因此,转印滚筒50用夹具把持记录纸张p的下游侧的前端部进行旋转,同时向自身与转印带42之间输送记录纸张p。转印滚筒50由后述的表面层66的表面和转印带42的外周面夹持记录纸张p并施加二次转印电压,从而在二次转印位置t2即捏夹区域np处从转印带42向记录纸张p转印调色剂图像。
64.如图4所示,转印部件60具有:作为内层的一例的基层62,其以不粘接的方式卷绕于转印滚筒主体52;作为外层的一例的弹性层64,其以粘接于基层62的外周面的状态(经由粘接层63)卷绕于基层62的外周面;以及表面层66,其以不粘接的方式卷绕于弹性层64的外周面。
65.作为基层62,使用由不锈钢、铝、铜等金属材料构成的金属层,其厚度例如为0.1mm。本实施方式中的基层62由不锈钢制成。作为弹性层64,使用发泡橡胶,例如丁腈橡胶、氯丁二烯橡胶、三元乙丙橡胶(epdm)、丙烯腈丁二烯橡胶(nbr)、硅橡胶、聚氨酯、聚乙烯及其混合物等导电性的树脂材料(导电橡胶层)。
66.因此,基层62的硬度比弹性层64的硬度大。即,弹性层64的硬度比基层62的硬度小。基层62的体积电阻率比弹性层64的体积电阻率小。本实施方式中的弹性层64由丁腈橡胶制成。弹性层64的厚度形成为比基层62和表面层66厚,例如为7mm。作为粘接层63,例如使用丙烯酸类导电性粘接剂等。
67.作为表面层66,使用例如聚酰亚胺、聚酰胺酰亚胺、聚碳酸酯(pc)、聚对苯二甲酸乙二醇酯(pet)、聚醚醚酮(peek)、固体橡胶类,例如丁腈橡胶、氯丁二烯橡胶、三元乙丙橡胶(epdm)、丙烯腈丁二烯橡胶(nbr)、硅橡胶等树脂材料(转印层)。本实施方式中的表面层66由聚酰亚胺制成。表面层66的厚度例如为0.1mm。
68.如图2所示,弹性层64的周向上的长度是与转印滚筒主体52除了凹部54以外(包含后述的固定侧块56和可动侧块58的径向外侧端面)的周向上的长度大致相同的长度。基层62和表面层66的周向上的长度形成为比弹性层64的周向上的长度更长。
69.如上所述,弹性层64的内周面通过粘接剂(粘接层63)粘接于基层62的外周面,但基层62的内周面未粘接于转印滚筒主体52的外周面,且表面层66的内周面也并未粘接于弹性层64的外周面。即,基层62和表面层66各自是以相对于转印滚筒主体52可装卸的方式安装的。
70.若详细地进行说明,则如图2、图3和图5所示,基层62的周向上的一端部(下游侧的端部)是在周向上与弹性层64相比进一步延伸的延长部62a。在该延长部62a的前端,在转印滚筒主体52的轴向上隔开预定间隔地形成有多个螺栓插入用的贯通孔(省略图示)。
71.同样地,表面层66的周向上的一端部(下游侧的端部)是在周向上与弹性层64相比进一步延伸的延长部66a。在延长部66a的前端,在转印滚筒主体52的轴向上隔开预定间隔地形成有多个螺栓插入用的贯通孔(省略图示)。
72.在转印滚筒主体52的凹部54内的一侧(下游侧)的边缘部,一体地设置有在侧视时朝向转印滚筒主体52的大致中心(朝向径向内侧)延伸的固定侧块56。如图5所示,在固定侧块56的径向内侧端部,在转印滚筒主体52的轴向上隔开预定间隔地、以内螺纹部56a的大致周向为轴向形成有多个内螺纹部56a。
73.因此,延长部62a和延长部66a以如下方式通过螺栓紧固于该固定侧块56。即,首先,在延长部62a的前端(形成有贯通孔的部位)上重叠延长部66a的前端(形成有贯通孔的部位)。延长部62a和延长部66a相互重合的前端被一对平板部件68夹持。各平板部件68以转印滚筒主体52的轴向为长度方向,在各平板部件68上,在转印滚筒主体52的轴向(长度方向)上隔开预定间隔地形成有多个螺栓插入用的贯通孔(省略图示)。
74.延长部62a和延长部66a的前端均被一对平板部件68夹持时,将一对平板部件68通过螺栓紧固于固定侧块56。具体而言,带凸缘的螺栓(以下,简称为“螺栓”)90的轴部92从大致周向依次插入一平板部件68a的贯通孔、延长部66a的贯通孔、延长部62a的贯通孔和另一平板部件68b的贯通孔中,并通过螺纹紧固于固定侧块56的内螺纹部56a。由此,以固定于转印滚筒主体52的状态安装延长部62a和延长部66a。
75.另一方面,基层62的周向上的另一端部是在周向上与弹性层64相比进一步延伸的延长部62b。在延长部62b的前端,在转印滚筒主体52的轴向上隔开预定间隔地形成有多个螺栓插入用的贯通孔(省略图示)。在转印滚筒主体52的凹部54内的另一侧(上游侧)的边缘部,一体地设置有在侧视时朝向转印滚筒主体52的大致中心(朝向径向内侧)延伸的可动侧
块58。
76.在此,延长部62b经由能够调整基层62的周向上的张力的内侧调整机构70安装于可动侧块58。内侧调整机构70以转印滚筒主体52的轴向为长度方向。内侧调整机构70具有一对平板部件72和块部件74。一对平板部件72夹持延长部62b的前端(形成有贯通孔的部位)。
77.如图6所示,在一平板部件72a上,在转印滚筒主体52的轴向上隔开预定间隔地形成有多个螺栓插入用的贯通孔72c。在另一平板部件72b上,在转印滚筒主体52的轴向上隔开预定间隔地交替形成有多个螺栓插入用的贯通孔72d和内螺纹部72e。另一平板部件72b一体地接合于块部件74。
78.在块部件74上,在转印滚筒主体52的轴向上隔开预定间隔地形成有多个螺栓插入用的贯通孔74a。在可动侧块58的径向内侧端部,在转印滚筒主体52的轴向上隔开预定间隔地、以内螺纹部58a的径向为轴向形成有多个内螺纹部58a。
79.因此,延长部62b如下所述,以能够调整张力的方式通过螺栓紧固于可动侧块58。另一平板部件72b预先与块部件74接合,另一平板部件72b上的各贯通孔72d和各内螺纹部72e与块部件74上的各贯通孔74a同轴且一致。
80.首先,延长部62b的前端的形成有贯通孔的部位被夹持在一平板部件72a与另一平板部件72b之间。比螺栓90短的带凸缘的螺栓(以下,简称为“螺栓”)94的轴部96插入一平板部件72a的每隔1个的贯通孔72c和延长部62b的每隔1个的贯通孔中,并通过螺纹紧固于另一平板部件72b的内螺纹部72e。
81.由此,将延长部62b安装于一对平板部件72、即块部件74。通过螺纹紧固于内螺纹部72e并向径向内侧突出的螺栓94的轴部96的前端部分插入块部件74的贯通孔74a中。
82.这样,在延长部62b安装于块部件74时,螺栓90的轴部92依次插入一平板部件72a的剩余的贯通孔72c、延长部62b的剩余的贯通孔、另一平板部件72b的贯通孔72d和块部件74的剩余的贯通孔74a中,该轴部92的外螺纹部通过螺纹紧固于可动侧块58的内螺纹部58a。
83.由此,将延长部62b安装于转印滚筒主体52,通过调整螺栓90的轴部92向该可动侧块58的拧入量即位移量,将基层62相对于转印滚筒主体52的周向张力调整为规定值。在转印滚筒主体52的轴向上设置有多个螺栓90。因此,基层62相对于转印滚筒主体52的周向上的张力能够应对转印滚筒主体52的轴向上的外径偏差。
84.表面层66的周向上的另一端部是在周向上与弹性层64相比进一步延伸的延长部66b。在该延长部66b的前端,在转印滚筒主体52的轴向上隔开预定间隔地形成有多个螺栓插入用的贯通孔(省略图示)。在转印滚筒主体52的凹部54内的可动侧块58的径向外侧部分,一体地设置有在侧视时呈大致“l”字状的、以转印滚筒主体52的轴向作为其长度方向的托架76。
85.在此,延长部66b经由能够调整表面层66的周向上的张力的外侧调整机构80安装于可动侧块58的托架76。外侧调整机构80具有:一对平板部件82,其以转印滚筒主体52的轴向作为长度方向,夹持延长部66b的前端的形成有贯通孔的部位;以及多个(例如15个)作为施力部件的一例的压缩螺旋弹簧84,其以预定的作用力(例如10n)朝向托架76的平板状的支承部78对一对平板部件82施力。
86.如图5所示,一平板部件82a形成为,在侧视时呈大致“l”字状,如图7所示,在该平板部件82a上,在转印滚筒主体52的轴向上隔开预定间隔地形成有多个螺栓插入用的贯通孔82c。在另一平板部件82b上,在转印滚筒主体52的轴向上隔开预定间隔地形成有多个螺栓插入用的贯通孔82d。
87.在托架76的支承部78上,在转印滚筒主体52的轴向上隔开预定间隔地交替形成有多个螺栓插入用的贯通孔78a和多个螺母插入用的贯通孔78b。因此,延长部66b如下所述,以能够调整张力的方式通过螺栓紧固于可动侧块58的托架76的支承部78。
88.即,首先,延长部66b的前端的形成有贯通孔的部位被夹持在一平板部件82a与另一平板部件82b之间。螺栓94的轴部96依次插入一平板部件82a的每隔1个的贯通孔82c、延长部66b的每隔1个的贯通孔和另一平板部件82b的每隔1个的贯通孔82d中,并通过螺纹固定于在另一平板部件82b侧设置的带凸缘的螺母(以下,简称为“螺母”)98。由此,将延长部66b安装于一对平板部件82。从支承部78的贯通孔78b插入并安装螺母98。
89.这样,在延长部66b安装于平板部件82时,压缩螺旋弹簧84嵌入轴部92,利用凸缘93支承该压缩螺旋弹簧84的一端部的螺栓90的轴部92的外螺纹部依次插入一平板部件82a的剩余的贯通孔82c、延长部66b的剩余的贯通孔、另一平板部件82b的剩余的贯通孔82d和支承部78的贯通孔78a中,并通过螺纹紧固于在支承部78侧设置的螺母98。
90.于是,压缩螺旋弹簧84的另一端部被一平板部件82a支承,压缩螺旋弹簧84以被压缩的状态保持在该平板部件82a与螺栓90的凸缘93之间。由此,延长部66b由于压缩螺旋弹簧84的作用力始终以恒定的张力(即,以恒定载荷)安装于转印滚筒主体52。因此,外侧调整机构80也可以称为恒定载荷调整机构。
91.通过调整螺栓90的轴部92向螺母98的拧入量,能够调整压缩螺旋弹簧84的作用力(恒定载荷)。通过螺纹紧固于螺母98并向大致周向突出的螺栓94的轴部96的前端部分能够与螺母98一起插入支承部78的贯通孔78b中。而且,如图5所示,螺栓90的头部91不与基层62的延长部62b接触。
92.在转印滚筒主体52的轴向上设置有多个螺栓90。因此,表面层66相对于转印滚筒主体52的周向上的张力能够应对转印滚筒主体52的轴向上的外径偏差。
93.一对平板部件82的可移动量(即,恒定载荷的调整距离)比弹性层64的外径的变化量大。即,即使平板部件82沿螺栓90的轴向移动,也能够在另一平板部件82b与支承部78之间始终确保间隙s(参照图7),使得该平板部件82b不与支承部78接触。
94.这样,基层62和表面层66的周向上的两端部均容纳并通过螺栓紧固而安装于转印滚筒主体52的凹部54内。因此,内侧调整机构70和外侧调整机构80等不会阻碍记录纸张p的输送,并且能够相对于转印滚筒主体52进行转印部件60的更换。
95.接下来,将详细描述具有上述结构的转印部件60、转印滚筒50和图像形成装置10的作用。
96.如上所述,由第一输送部44向转印滚筒50输送从容纳部14送出的记录纸张p。向图示的箭头b方向旋转驱动转印滚筒50,用夹具把持由第一输送部44输送的记录纸张p的下游侧的前端部,在旋转的同时向二次转印位置t2(捏夹区域np)输送记录纸张p,从转印带42向记录纸张p转印调色剂图像。
97.即,在从转印带42向记录纸张p转印调色剂图像时,转印滚筒50利用其表面层66和
转印带42的外周面以预定的压力夹持记录纸张p,并使其通过捏夹区域np。因此,在该捏夹区域np中,转印滚筒50的转印部件60的表面层66和弹性层64经由转印带42被支承辊38挤压(即,弹性变形)并旋转。
98.在此,基层62在弹性层64预先粘接的状态下卷绕于转印滚筒主体52。因此,与弹性层64未粘接于基层62的情况、换言之在基层62卷绕于转印滚筒主体52之后弹性层64以不粘接的方式卷绕于该基层62的情况相比,能够提高基层62和弹性层64相对于转印滚筒主体52的装卸性(即,转印部件60的更换作业性)。基层62的硬度比弹性层64的硬度大(弹性层64的硬度比基层62的硬度小)。因此,与将弹性层64直接粘接并卷绕于转印滚筒主体52的情况相比,隔着硬度较大的基层62,能够抑制弹性层64的周向上的张力不均。因此,能够抑制由该张力不均引起的画质缺陷的产生。
99.基层62的体积电阻率比弹性层64的体积电阻率小。因此,与基层62的体积电阻率与弹性层64的体积电阻率相同或比其大的情况相比,更容易确保转印滚筒主体52和基层62的导电性。当基层62由不锈钢构成时,与由不锈钢以外的金属材料构成的情况相比,耐腐蚀性更优异,不易发生腐蚀。
100.基层62的厚度比弹性层64的厚度小(薄)(弹性层64的厚度比基层62的厚度大(厚))。因此,与基层62的厚度与弹性层64的厚度相同或比其厚的情况相比,即使是硬度较大的基层62,也容易卷绕于转印滚筒主体52,能够提高转印部件60的更换作业性。
101.基层62的周向上的两端部即延长部62a和延长部62b在该周向上与弹性层64的周向上的两端部相比,以能够在凹部54内容纳预定长度的方式进一步延伸。因此,与基层62的周向上的两端部比弹性层64的周向上的两端部短的情况相比,更容易将转印部件60安装于转印滚筒主体52,能够提高基层62相对于转印滚筒主体52的装卸性(转印部件60的更换作业性)。
102.因为基层62的延长部62a和延长部62b容纳在凹部54中,所以转印部件60可以安装在转印滚筒主体52上,而不会使安装有延长部62a和延长部62b的部分(即,固定侧块56和可动侧块58)从转印滚筒50的外周面突出。
103.在弹性层64的外周面设置有表面层66。即,弹性层64位于基层62与表面层66之间。因此,与弹性层64的外周面暴露于外部的情况相比,能够抑制弹性层64的劣化。与基层62与表面层66之间没有弹性层64的情况相比,更容易确保二次转印时的捏夹区域np。
104.特别是,当该弹性层64由发泡橡胶构成时,更容易确保捏夹区域np。一般来说,发泡橡胶的密合性不好,但在本实施方式中,由于其预先粘接于基层62,因此即使弹性层64为发泡橡胶,也能够卷绕于转印滚筒主体52。
105.如上所述,基层62以预先粘接有弹性层64的状态卷绕于转印滚筒主体52。因此,与弹性层64未粘接于基层62的情况、换言之在基层62卷绕于转印滚筒主体52之后弹性层64以不粘接的方式卷绕于该基层62的情况相比,能够提高基层62和弹性层64相对于转印滚筒主体52的装卸性(即,转印部件60的更换作业性)。
106.基层62的周向上的延长部62a固定于转印滚筒主体52,周向上的延长部62b经由能够相对于转印滚筒主体52调整张力的内侧调整机构70安装于转印滚筒主体52。因此,能够应对每个转印滚筒主体52的外径偏差,将基层62以期望的张力卷绕于转印滚筒主体52。
107.而且,在转印滚筒主体52的轴向上设置有多个该内侧调整机构70。因此,也能够应
对转印滚筒主体52的轴向上的外径偏差,将基层62以期望的张力卷绕于转印滚筒主体52。
108.表面层66的周向上的两端部即延长部66a和延长部66b在该周向上与弹性层64的周向上的两端部相比,以能够在凹部54内容纳预定的长度的方式进一步延伸。因此,与表面层66的周向上的两端部比弹性层64的周向上的两端部短的情况相比,即使在二次转印时(即,在被支承辊38挤压并旋转时)弹性层64扭曲(即,即使发生变形),空气也不易进入该弹性层64与表面层66之间,不易形成间隙。而且,弹性层64的周向上的两端部未安装于转印滚筒主体52,而是表面层66的周向上的两端部即延长部66a和延长部66b安装于转印滚筒主体52。因此,与弹性层64的周向上的两端部安装于转印滚筒主体52的情况相比,在二次转印时(即,被支承辊38挤压时),弹性层64与表面层66容易沿周向相对移动,在弹性层64与表面层66之间不易形成间隙。
109.而且,表面层66的内周面未粘接于弹性层64的外周面。即,表面层66不与弹性层64粘接。因此,与表面层66的内周面粘接于弹性层64的外周面的情况相比,在二次转印时,即使弹性层64在由支承辊38挤压的捏夹区域np处扭曲(即,即使发生变形),弹性层64与表面层66也能够沿周向相对移动,因此在该弹性层64与表面层66之间不易形成间隙。
110.表面层66的周向上的延长部66a固定于转印滚筒主体52,周向上的延长部66b经由能够相对于转印滚筒主体52调整张力的外侧调整机构80安装于转印滚筒主体52。因此,与表面层66的延长部66b也固定于转印滚筒主体52的情况相比,在二次转印时(即,被支承辊38挤压时),弹性层64与表面层66能够沿周向迅速地相对移动,因此在弹性层64与表面层66之间不易形成间隙。
111.而且,外侧调整机构80是具有朝向转印滚筒主体52的旋转方向上游侧对表面层66施力的压缩螺旋弹簧84的恒定载荷调整机构。即,表面层66总是以被向转印滚筒主体52的旋转方向上游侧拉伸的状态卷绕于弹性层64。因此,能够使表面层66随着二次转印时(即,被支承辊38挤压时)的经时劣化引起的弹性层64的变形而变形。
112.而且,在转印滚筒主体52的轴向上设置有多个作为恒定载荷调整机构的一例的外侧调整机构80。因此,能够使表面层66随着二次转印时(即,被支承辊38挤压时)的经时劣化引起的弹性层64的轴向变形而变形。因此,在二次转印时(即,在支承辊38导致了弹性变形时),在弹性层64与表面层66之间更加不易形成间隙。
113.因此,在二次转印时(即,被支承辊38挤压时),更不易在弹性层64与表面层66之间形成间隙。即,根据具备本实施方式所涉及的转印滚筒50的图像形成装置10,能够更有效地抑制在二次转印时因在弹性层64与表面层66之间形成间隙而导致的画质缺陷的产生。
114.而且,基层62的周向上的两端部即延长部62a和延长部62b在该周向上与弹性层64的周向上的两端部相比,以能够在凹部54内容纳预定长度的方式进一步延伸。因此,与基层62的周向上的两端部比弹性层64的周向上的两端部短的情况相比,更容易将转印部件60安装于转印滚筒主体52,能够提高基层62相对于转印滚筒主体52的装卸性(转印部件60的更换作业性)。
115.以上,基于附图对本实施方式所涉及的转印部件60、转印滚筒50和图像形成装置10进行了说明,但本实施方式所涉及的转印部件60、转印滚筒50和图像形成装置10并不限定于图示的内容,在不脱离本发明的主旨的范围内,能够适当地进行设计变更。
116.例如,转印滚筒主体52并不限定为大致圆筒状,也可以形成为大致圆柱状。基层62
并不限定为由不锈钢等金属材料构成的金属层,也可以是由例如聚酰亚胺、聚碳酸酯、聚对苯二甲酸乙二醇酯、固体橡胶类等树脂材料构成的树脂层。
117.基层62的延长部62a固定于转印滚筒主体52(固定侧块56),延长部62b经由内侧调整机构70安装于转印滚筒主体52(可动侧块58),但并不限定于此。例如,也可以是,基层62的延长部62a和延长部62b双方均经由内侧调整机构70安装于转印滚筒主体52。
118.虽然在转印部件60上设置有表面层66,但也可以不设置表面层66,仅在基层62上粘接弹性层64。在此,虽然弹性层64是通过粘接剂粘接的,但是粘接方法并不限定于此。例如,也可以是,通过使基层62与弹性层64之间热熔融来粘接弹性层64。
119.也可以在延长部62a和延长部66a上预先安装有一对平板部件68的状态下流通转印部件60。也可以在延长部66b上预先安装有一对平板部件82的状态下流通转印部件60。也可以在延长部62b上预先安装有一对平板部件72的状态下流通转印部件60。与在一对平板部件68、72和82与转印部件60分离的状态下进行流通相比,作业者能够以更少的工序将转印部件60安装于转印滚筒52。
120.作为图像的一例,列举了调色剂图像,在此为通过干式的电子照相方式形成的调色剂图像,但并不限定于此。例如,可以是通过湿式的电子照相方式形成的调色剂图像,也可以是通过喷墨方式形成的图像。
121.本技术基于2019年7月19日提出的日本特愿第2019-133648号而主张优先权。