1.本发明涉及移印领域,尤其涉及一种多色移印自动化装置。
背景技术:
2.移印机是一种适用于塑胶、玩具、玻璃、陶瓷等产品的印刷设备。由于移印机具有适应性强和印刷效果好的优势,已成为各种物体表面印刷的主要设备但现有技术中移印机构大多为手动上料,在完成移印后,需要操作人员再次手动拿出,这样大大降低了其工作效率;同时对于需要移印多色的产品需对位多个基准,产品精度低下。
3.目前存在的技术问题:解决现有技术效率低,产品精度低的问题。
技术实现要素:
4.本发明实施例所要解决的技术问题在于,提供一种多色移印自动化装置,增添料盘式自动化上下料装置、视觉引导和视觉对位,大大提升了多色移印装置的效率和产品精度。
5.为了解决上述技术问题,本发明实施例提出了一种多色移印自动化设备,包括上下料机构、移印机构和控制上下料机构和移印机构的驱动的终端控置中心,其特征在于,所述上下料机构包括传送带、设置在传送带首部的分料机构和设置在传送带尾部的叠料盘机构;所述传送带中部为物料移栽区;所述移印机构设置在物料移栽区的一侧;所述移印机构包括直线驱动机构,所述直线驱动机构的滑块上设置有精定位治具,所述直线驱动机构一侧设有ccd检测定位装置和多台依次有序设置的移印机,所述移印机的前后两端预设位置均分别设有用于清洁和风干工件的吹风装置;所述ccd检测定位装置用于检测精定位治具上的工件位置的精度,并将检测信息传递给所述终端控置中心,所述终端控置中心根据检测信息控制精定位治具对工件进行对应的位置纠正;多色移印自动化设备还包括移栽机构和视觉引导装置;所述移栽机构横设在所述移印机构和所述物料移栽区的上方;所述视觉引导装置在移栽机构的上方,所述视觉引导装置用于检测并传递物料位置信息给移栽机构,所述移栽机构通过视觉引导装置的物料位置信息将物料移栽至精定位治具上。
6.进一步地,所述分料机构包括竖设在传送带下方的升降机构,所述升降机构上还设有联动夹紧机构。
7.进一步地,所述升降机构为直线丝杆驱动机构;所述联动夹紧机构包括分别设置在直线丝杆驱动机构的滑块两边上的2个夹紧气缸,2个夹紧气缸分别向外对立设置;所述夹紧气缸的活塞杆两侧边上设置的夹紧臂,所述夹紧臂的内侧壁上还设有承载料盘的分料片。
8.进一步地,所述叠料盘机构包括料盘定位机构、移栽料盘机构和载盘机构;所述料盘定位机构用于料盘定位,移栽料盘机构用于将带有工件的料盘搬运至载盘机构上。
9.进一步地,所述载盘机构由分别设置在传送带两侧的载料台组成;所述载料台包括底座和绕设在底座上的鸭舌片,所述鸭舌片的转动行程限制为朝传送带水平至朝上竖直方向的90
°
范围之间;所述移栽机构为顶盘机构,所述顶盘机构包括设置在传送带下方的顶盘气缸和分别设在所述顶盘气缸的活塞杆两侧边上的顶料板;所述料盘定位机构由设置在传送带末端的两侧边上的挡料板构成。
10.进一步地,所述传送带的首尾两端分别设有两组可增添上下游设备的连接导向件;所述传送带的首端还设有导向板,所述导向板周边设有向外翻转30-60
°
的倒角,所述倒角便于物料盘的运送和叠放;所述分料机构和物料移栽区的后方预设距离处的下方均还分别设有挡料气缸,所述挡料气缸的活塞杆还设有挡板;所述传送带上还设有与挡板对应的开口。
11.进一步地,其中所述移栽机构为6轴吸盘式机械手,所述视觉引导装置为智能相机。
12.进一步地,所述精定位治具包括自动微调的精调平台和设置在精调平台上的定位治具;所述精调平台包括承载治具的平台和驱动平台的水平运动直线驱动机构a,所述精调平台通过接收到纠正信息后,通过驱动精调平台的直线驱动机构a完成精调定位。
13.本发明实施例通过提出一种多色移印自动化设备,包括传送带和设置在传送带侧边的移印机构,增添料盘式自动化上下料装置、视觉引导和视觉对位,大大提升了多色移印装置的效率和产品精度。
附图说明
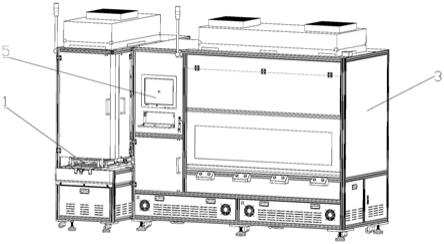
14.图1是本发明实施例的多色移印自动化设备的立体结构图。
15.图2是本发明实施例的多色移印自动化设备的透视立体结构图。
16.图3是本发明实施例的多色移印自动化设备的上下料机构的立体结构图。
17.图4是本发明实施例的多色移印自动化设备的移印机构的立体结构图。
18.图5是本发明实施例的多色移印自动化设备的去机箱状态的立体结构图。
19.图6是本发明实施例的多色移印自动化设备的分料机构的立体结构图。
20.图7是本发明实施例的多色移印自动化设备的精定位治具的立体结构图。
21.图8是本发明实施例的多色移印自动化设备的6轴机械手的立体结构图。
22.图9是本发明实施例的多色移印自动化设备的顶盘机构的立体结构图。
23.附图标号说明上下料机构1、分料机构11、直线丝杆驱动机构111、联动夹紧机构112、夹紧气缸1121、夹紧臂1122、分料片1123、叠料盘机构12、载料台121、鸭舌片1211、底座1212、顶盘机构122、顶盘气缸1221、顶料板1222、料盘定位机构123、挡料板1231、物料移栽区13、视觉引导装置14、连接导向件15、挡料气缸16、开口17、导向板18、传送带19、移印机构2、直线驱动机构21、精定位治具22、精调平台221、定位治具222、直线驱动机构a223、移印机23、吹风装置24、ccd检测定位装置25、6轴机械手26、机箱3、光电传感器4、终端控置中心5。
具体实施方式
24.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相
互结合,下面结合附图和具体实施例对本发明作进一步详细说明。
25.本发明实施例中若有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
26.另外,在本发明中若涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。
27.请参照图1~图9,本发明实施例的一种多色移印自动化设备,包括机箱、上下料机构1和设置在上下料机构1侧边的移印机构2。送带19的首端设有自动分拨料盘的分料机构11,分料机构11由竖设在传送带19下方的升降机构和设置在升降机构上的联动夹紧机构112组成。所述联动夹紧机构112包括对立设置在升降机构两侧的夹紧气缸1121和分别设置在夹紧气缸1121的活塞杆上的夹紧臂1122。在传送带19的尾端设置有叠料盘机构12,叠料盘机构12包括设置载传送带19两侧用于托载料盘的载料台121、设置在传送带19下端对应位置用于移栽料盘的顶盘机构和设置载传送带19末端两侧用于定位料盘的料盘定位机构123。其载料台121包括载料台1212和绕设在载料台1212上的载料台1211,所述载料台1211转动行程限制为竖直方向至朝传送带19水平之间的90
°
范围之间;传送带19中部预设位置为物料移栽区1231,传送带19的分料机构11的后方和和叠料台机构的前方预设距离的下方各设有用于限位的挡料气缸16,在传送带19上设有与挡料气缸16对应的挡料开口17。在物料移栽区1231的上方设置有视觉引导装置14,所述视觉引导装置14用于检测并传递物料位置信息给横设在物料移栽区1231和移印机构2的上方的移栽机构;所以移栽机构的移栽机械手为6轴吸盘式机械手;所述移印机构2上设有直线驱动机构21,所述直线驱动机构21上设有自动微调的精定位治具22;在直线驱动机构21的侧边设有依次多台移印机23,所述移印机23的前方预设位置均设有清洁和风干工件的吹风管。
28.作为一种实施方式,物料经过上游设备或直接叠放在分料机构11的载料台121上,经过分料机构11通过上下夹取料盘进行分料后抵达挡料气缸16处。待移栽区的料盘加工完且回收后,挡料气缸16的活塞杆下降,料盘经传送至移栽区的挡料气缸16前,移栽区上方的智能相机检测物料在料盘中的坐标信息,并将信息传递在机械手,该机械手可在正负x、y、z轴六个方向运动的吸盘式机械手,吸盘式机械手依靠智能相机的坐标信息进行物料的抓取,移栽至直线滑轨驱动机构上的精定位治具22上,精定位治具22随直线滑轨驱动机构运动至精定位区,精定位区上方设有用于检测定位信息的ccd定位检测装置,并将信息传递给精定位治具22进行对应的微调,待精定位完毕后,精定位治具22随驱动机构运动至移印机23下方,移印机23上的油盅在钢板上来回刮动,从而将油墨依附在钢板蚀刻好的图案上。移印机23直线丝杆驱动机构111将硅胶头移至钢板的蚀刻槽上方,这时,留在被蚀区域的油墨中的溶剂挥发并形成胶状的表面,驱动硅胶头下降到钢板上,驱动硅胶头粘上油墨进行产品移印操作,接着吹风管将驱动硅胶头进行风干处理,循环移印完成多色移印。直线驱动机构21将物料运回精定位治具22初始处后,通过吸盘式机械手进行移栽放置到料盘抓取前的对应处后,机械手进行下一工件的抓取,完成对整个料盘的工件加工,最后移栽区的挡料气缸16下降,料盘运动至叠料盘装置处进行料盘的收料堆叠。为了保证工件的精确度,在分料机构11的气缸上、吸盘式机械手的移动臂上均设有用于限位的光电传感器4。
29.作为一种实施方式,传送带19的首尾两端均设有可增添上下游设备的连接导向件15和导向板18,用于增添传送带19的上下游设备后方便物料的传送,达到移印化的全自动化。
30.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同范围限定。