1.本实用新型属于印刷技术领域,具体涉及一种新型锡膏印刷用钢网。
背景技术:
2.覆金属陶瓷基板(dbc)功率模块中包括有铜底板、dbc和电极端子等器件,在组装过程中需要将铜底板与dbc通过锡膏焊接在一起,保证铜底板将dbc产生的热量吸收以及将所吸收的热量及时传递出去。而铜底板在高温焊接的过程中会发生膨胀变形的现象,导致铜底板出现不平整,降低dbc功率模块的质量。
3.现有的技术中为了减小铜底板因高温而产生的形变现象,在对铜底板进行高温焊接之前先将铜底板中部进行一定弧度的预弯曲。虽然预弯曲铜底板能减小高温焊接过程中铜底板的形变,但是在通过钢网对锡膏印刷过程中由于弯曲的区域中有空气残留,无法及时从铜底板中排除,预弯曲的地方容易出现锡膏空洞现象。为了减少锡膏空洞现象,操作人员一般在铜底板的预弯曲部分再通过手动添加锡膏的方式进行锡膏添加,便于锡膏在高温焊接的过程中能将铜底板与dbc焊接成型,阻止焊接产品中出现空洞现象,提高dbc模块的质量。但是手动添加锡膏会出现添加量过多或者过少的现象,锡膏量添加过多会有锡膏逸出导致产品报废而且浪费锡膏的使用量,锡膏量添加过少会出现锡膏添加不足,使焊接过程中出现焊接空洞现象,同样会导致产品报废。而且人工添加锡膏的方式会降低生产效率,提高生产成本。
技术实现要素:
4.为解决上述技术问题,该实用新型公开了一种新型锡膏印刷用钢网,包括钢板、在钢板上开的m个网孔单元,所述每个网孔单元包括有n个网孔,所述每个网孔与其相邻的网孔之间均设有加强筋,其中m≥1,n≥1。
5.优选的,所述加强筋的高度在0.3-0.5mm。
6.优选的,所述加强筋的厚度在0.3-0.5mm。
7.优选的,所述钢板上开有两个第一网孔单元和两个第二网孔单元,所述两个第一网孔单元为竖直排布,所述两个第二网孔单元为水平排布于第一网孔单元的顶端。
8.优选的,所述第一网孔单元包括有九个网孔,所述九个网孔排布为九宫格式。
9.优选的,所述第一网孔单元的中间一个网孔的四周设有加强筋,所述中间网孔加强筋的高度高于其余加强筋的高度。
10.优选的,所述第一网孔单元的中间一个网孔四周的加强筋的高度为0.5mm,其余加强筋的高度为0.3mm。
11.优选的,所述第二网孔单元包括有4个网孔,所述4个网孔排布为四宫格式。
12.优选的,所述第二网孔单元中各网孔上的加强筋的高度为0.3mm。
13.优选的,所述第二网孔单元中各网孔上的加强筋的厚度为0.4mm。有益效果:本技术方案中发明人通过在网孔上设置加强筋,使钢网在印刷锡膏时,尽可能多的印刷锡膏,避
免因铜底板预弯而产生空气间隙,使焊接过程中出现焊接空洞的现象,影响dbc功率模块的焊接质量。并且省去了人工加锡膏的过程,节省了劳动力,降低了产品的生产成本。发明人设计的加强筋的高度在0.3-0.5mm,厚度也在0.3-0.5mm,对于预弯弧度在2-25
°
的铜底板尤其适用,能够较好的将因预弯而产生的空隙填满。当第一网孔单元中包括有九个网孔时,且九个网孔排布方式为九宫格式时,发明人将最中间一个网孔的加强筋的高度高于其余加强筋的高度,能够更好的填充铜底板的预弯曲空隙。
附图说明
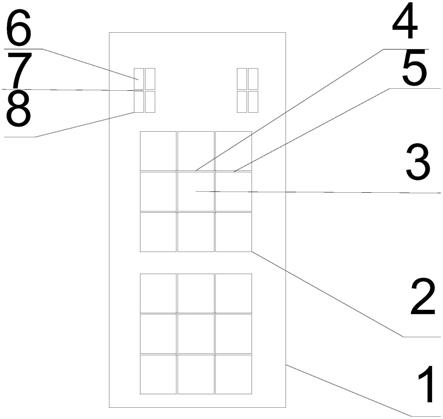
14.图1是本实用新型实施例1中的钢网的整体结构示意图。
15.1-钢板、2-第一网孔单元、3-第一网孔、4-第一加强筋5-第二加强筋、6-第二网孔、7-第三加强筋、8-第二网孔单元。
具体实施方式
16.下面通过实施例和附图1对本实用新型进行具体描述。有必要在此指出的是,以下实施例只用于对本实用新型作进一步说明,不能理解为对本实用新型保护范围的限制,该领域的专业技术人员根据上述本实用新型的内容做出的一些非本质的改进和调整,仍属于本实用新型的保护范围。
17.实施例1
18.如图1所示,本实施例所提供的新型锡膏印刷用钢网,包括钢板1、在钢板1上开的两个竖直排布的第一网孔单元2和两个水平排布的第二网孔单元8,所述两个第二网孔单元8排布于第一网孔单元2的顶部两侧,该排布方式能够于待焊接的dbc形成匹配。所述第一网孔2单元包括有九个第一网孔,所述九个第一网孔呈九宫格式的排布。所述第一网孔单元2的中间第一网孔3的四周设有第一加强筋4,所述中间第一网孔3的第一加强筋4的高度为0.5mm,其余第一网孔与其相接触的第一网孔之间设有的第二加强筋5的高度为0.3mm。发明人将第一网孔单元2最中间第一网孔3的第一加强筋4的高度高于第二加强筋5的高度,能够更好的填充铜底板的预弯曲空隙。所述第一网孔单元2中各加强筋的厚度为0.4mm,通过设置合适厚度的加强筋使通过网孔加入锡膏时,使锡膏不粘连,提高dbc模块焊接时的质量。本实施例中第二网孔单元8包括有四个第二网孔6,所述四个第二网孔6排布为四宫格式。所述第二网孔单元8中各第二网孔6上的第三加强筋7的高度为0.3mm,厚度为0.4mm。发明人通过在第一网孔3和第二网孔6上设置第一加强筋4、第二加强筋5和第三加强筋7,使钢网在印刷锡膏时,尽可能多的印刷锡膏,避免因铜底板预弯而产生空气间隙,使焊接过程中出现焊接空洞的现象,影响dbc功率模块的焊接质量。并且省去了人工加锡膏的过程,节省了劳动力,降低了产品的生产成本。发明人设计的第一加强筋4、第二加强筋5和第三加强筋7的高度和厚度对于预弯弧度在2-25
°
的铜底板尤其适用,能够较好的将因预弯而产生的空隙填满。
19.以上所述,仅是本实用新型的较佳实施例而已,并非是对实用新型作其他形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或更改为等同变化的等效实施例,但是凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改,等同变化与改型,仍属于本实用新型技术方案的保护
范围。
技术特征:
1.一种新型锡膏印刷用钢网,其特征在于,包括钢板、在钢板上开的m个网孔单元,所述每个网孔单元包括有n个网孔,所述每个网孔与其相邻的网孔之间均设有加强筋,其中m≥1,n≥1。2.根据权利要求1所述的新型锡膏印刷用钢网,其特征在于,所述加强筋的高度在0.3-0.5mm。3.根据权利要求1所述的新型锡膏印刷用钢网,其特征在于,所述加强筋的厚度在0.3-0.5mm。4.根据权利要求1-3任一项所述的新型锡膏印刷用钢网,其特征在于,所述钢板上开有两个第一网孔单元和两个第二网孔单元,所述两个第一网孔单元为竖直排布,所述两个第二网孔单元为水平排布于第一网孔单元的顶端。5.根据权利要求4所述的新型锡膏印刷用钢网,其特征在于,所述第一网孔单元包括有九个网孔,所述九个网孔排布为九宫格式。6.根据权利要求5所述的新型锡膏印刷用钢网,其特征在于,所述第一网孔单元的中间一个网孔的四周设有加强筋,所述中间网孔加强筋的高度高于其余加强筋的高度。7.根据权利要求6所述的新型锡膏印刷用钢网,其特征在于,所述第一网孔单元的中间一个网孔四周的加强筋的高度为0.5mm,其余加强筋的高度为0.3mm。8.根据权利要求4所述的新型锡膏印刷用钢网,其特征在于,所述第二网孔单元包括有4个网孔,所述4个网孔排布为四宫格式。9.根据权利要求8所述的新型锡膏印刷用钢网,其特征在于,所述第二网孔单元中各网孔上的加强筋的高度为0.3mm。10.根据权利要求9所述的新型锡膏印刷用钢网,其特征在于,所述第二网孔单元中各网孔上的加强筋的厚度为0.4mm。
技术总结
一种新型锡膏印刷用钢网,包括钢板、在钢板上开的m个网孔单元,所述每个网孔单元包括有n个网孔,所述每个网孔与其相邻的网孔之间均设有加强筋,其中m≥1,n≥1。本技术方案中发明人通过在网孔上设置加强筋,使钢网在印刷锡膏时,尽可能多的印刷锡膏,避免因铜底板预弯而产生空气间隙,使焊接过程中出现焊接空洞的现象,影响DBC功率模块的焊接质量。并且省去了人工加锡膏的过程,节省了劳动力,降低了产品的生产成本。发明人设计的加强筋的高度在0.3-0.5mm,厚度也在0.3-0.5mm,对于预弯弧度在2-25
技术研发人员:°
受保护的技术使用者:上海林众电子科技有限公司
技术研发日:2021.06.18
技术公布日:2022/1/18