1.本发明涉及手机玻璃摄像头装饰工艺,尤其涉及一种玻璃装饰片的制作方法。
背景技术:
2.目前手机玻璃摄像头装饰纹理是先将中片玻璃切割成小片,然后将小片玻璃进行清洗、加硬、拉丝、丝印,电镀等工艺。此制程有如下缺陷,所有制程均以小片的方式生产作业,导致作业效率低:1.小片玻璃插架困难,一般摄像头尺寸长宽值为3~50mm,清洗和加硬时需将单片玻璃放入架子中,且插架后需用纤维绳固定,防止玻璃在清洗槽或加硬炉中作业时飘出;2.拉丝和电镀工艺需人工手动将玻璃贴片在固定片上,然后再将贴好玻璃的固定片上机作业,待工序完成后,还需将玻璃从机台中拆除,此过程耗时耗力,导致产能低下;3、手动贴片时,玻璃平整度不好,对拉丝纹理会造成膜厚不一的现象;由于拉丝纹理的炫光主要是反射和折射后的光的干涉形成的,整片玻璃上的某处拉丝纹理厚度异常,就会造成形成(目视)可见的异色不良;且每片玻璃之间的相对尺寸精度公差比较大,导致整个玻璃拉丝纹理的尺寸管控良率低。
3.4.玻璃摄像头尺寸较小,作业过程中取放片比较困难,需要借助辅助的工具(如镊子、铲子等),容易造成玻璃作业面的刮伤/脏污等。
技术实现要素:
4.本发明要解决的技术问题是提供一种稳定、产能高、省时省力、拉丝纹理均匀、良率高、不易刮伤的玻璃装饰片的制作方法。
5.为实现上述目的,本发明提供了一种玻璃装饰片的制作方法,包括玻璃,还包括以下处理方法:s1,对玻璃进行清洗,然后将玻璃进行镭切,使镭切出来的小片玻璃顶端与中片玻璃完全断开,底端和中片玻璃相连;s2,将中片玻璃固定在定位片上,对中片玻璃进行uv转印后并进行固化;s3,将固化后的中片玻璃进行高温烘烤,烘烤时间为25-30min,温度为150
±
5℃;s4,将烘烤完成后的中片玻璃进行一次油墨印刷;s5,将印刷完成的中片玻璃进行pvd镀膜;s6,将pvd镀膜完成的中片玻璃进行二次油墨印刷且二次油墨印刷将转印区域完全覆盖;s7,将二次油墨印刷的中片玻璃进行裂片处理。
6.作为本发明的一种改进,对s1中的中片玻璃进行加硬处理。
7.作为本发明的一种改进,将s2中的中片玻璃边缘未固化部分清洗干净。
8.作为本发明的一种改进,将清洗干净后的中片玻璃进行二次固化。
9.作为本发明的一种改进,所述油墨印刷为丝网印刷,其中油墨厚度为6-8um,油墨
印刷完成后再采用隧道炉对中片玻璃进行预烤,设置温度150
±
5℃,时间4-6min。
10.作为本发明的一种改进,将预烤完成后的中片玻璃进行固烤,温度为150
±
5℃,时间为30-40min。
11.作为本发明的一种改进,所述pvd镀膜为电镀增亮膜,通过真空磁控溅镀金属或者金属氧化物而形成,金属氧化物是sio2、tiox、ln中的一种或多种,厚度在0.05um-1um。
12.作为本发明的一种改进,s1中,镭切功率为5-20w,频率为100-150khz/h,速度为30-50mm/s,点间距为1-5 um。
13.作为本发明的一种改进,将s7中裂片处理完成后剩下的小片玻璃进行退镀处理。
14.作为本发明的一种改进,s1中,采用超声波水洗机清洗玻璃。
15.由上可知,应用本发明技术方案的有益效果如下:第一,将玻璃清洗干净不因为脏污影响产品良率;将中片玻璃进行镭切,使镭切出来的小片玻璃顶端与中片玻璃完全断开,底端和中片玻璃相连,即一片中片玻璃中包含了多个小片玻璃,小片玻璃处于半切状态,使整个产品的生产过程中,以中片玻璃的形式生产,最终成品以小片玻璃的形式体现,以一体稳定结构实现多片同时生产,稳定性好、产能增大;将中片玻璃uv转印固化后并烘烤使得中片玻璃加工面干燥、平整,再在上面进行油墨印刷效果较好,;一次油墨印刷主要是装饰和定位的作业,印刷作业为环形,较均匀;然后再对中片玻璃进行pvd镀膜,也就是电镀增亮膜,搭配拉丝纹理的眩光效果使玻璃上纹理具有更强烈的视觉冲击以及更鲜明的景深感;进行二次油墨印刷并将转印区域完全覆盖同时保护了此区域的pvd镀膜层,使pvd镀膜层在后续褪镀工艺中不受影响;裂片处理将中片玻璃拆解成小片玻璃,能直接得到所需产品,并且减少了拆片过程,缩短了生产周期;中片玻璃直接增加了玻璃无效区,可接触面积增大,使玻璃取放片更容易,从而降低取放片过程中对玻璃表面的造成刮伤、脏污等,使得良率大大提升;该生产方法不需要手动一块块进行贴片,玻璃平整度好,uv转印后膜厚相差较小,并且不需要经常更换定位片,同时提高效率和良率。
16.第二,加硬处理使玻璃表面的na+、li+与外来的k+、na+进行交换,在玻璃表面层中产生挤塞效应,在表面形成一个压应力层,当玻璃受到外力作用时,这个压应力层可将部分拉应力抵消,避免玻璃破碎,提高玻璃强度;将未固化的边缘部分清洗干净避免影响玻璃的平整度;二次固化则将uv转印纹理完全固化在玻璃上,平整度更高,固化胶更稳定。
17.第三,丝网印刷不受承印物大小和形状的限制、版面柔软印压小、墨层覆盖力强、附着力强、适用于各种类型的油墨,印刷完成后再对中片玻璃进行预烤,让油墨适应环境并进行初步干燥,其中预烤温度150
±
5℃,时间4-6 min较合适;固烤温度为150
±
5℃,时间为30-40min,再使油墨充分干燥的时间也不会导致烘烤过度拉丝纹理和油墨出现裂纹;第四,pvd镀膜为电镀增亮膜,搭配纹理炫光效果使玻璃上纹理具有更强烈的视觉冲击,更鲜明的景深感;控制镭切频率、速度以及间距能得到所需中片玻璃的大小以及直径;裂片处理后的小片玻璃为所需产品,中片玻璃是将小块的单块的手机玻璃摄像头并在一个中型玻璃上,使中片玻璃上分割成多个小片玻璃,但两者又处于一体的状态,即小片玻璃顶端与中片玻璃完全断开,底端和中片玻璃相连,小片玻璃处于半切状态;镭切功率为5-20w,频率为100-150khz/h,速度为30-50mm/s,点间距为1-5 um作为适合机台工作的中片玻璃大小,玻璃过大制作成本会急剧增加,对应的大片玻璃受力不均匀,容易出现断裂等现象。
18.第五,退镀处理是将小片玻璃上透明区的增亮膜去掉,也就是在增亮膜完成印刷
后去除,光影自然、灵动;超声波水洗机不会刮伤玻璃,高效。
19.综上所述,本发明玻璃装饰片的制作方法稳定、产能高、省时省力、拉丝纹理均匀、良率高、不易刮伤。
20.附图说明
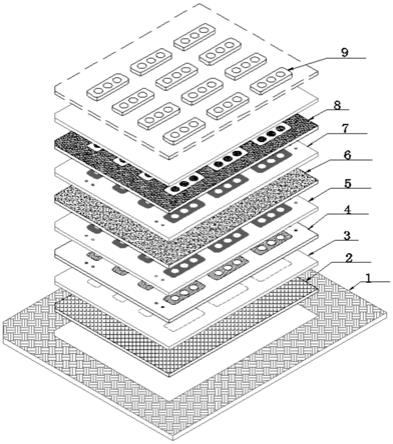
21.图1为本发明一种玻璃装饰片的制作方法的工艺叠层图;附图中标记为:1、定位片,2、中片玻璃,3、镭切,4、uv转印,5、一次油墨印刷,6、pvd镀膜,7、二次油墨印刷,8、退镀,9、裂片处理。
22.具体实施方式
23.下面结合附图对本发明的具体实施方式作进一步说明,在此需要说明的是,对于下述实施方式的说明用于帮忙理解发明,但并不构成对发明的限定。
24.图1示出了本发明公开的一种玻璃装饰片的制作方法,包括玻璃,还包括以下处理方法:s1,对玻璃进行清洗,然后将玻璃进行镭切3,使镭切3出来的小片玻璃顶端与中片玻璃2完全断开,底端和中片玻璃2相连;s2,将中片玻璃2固定在定位片1上,对中片玻璃2进行uv转印4后并进行固化;s3,将固化后的中片玻璃2进行高温烘烤,烘烤时间为25-30min,温度为150
±
5℃;s4,将烘烤完成后的中片玻璃2进行一次油墨印刷5;s5,将印刷完成的中片玻璃2进行pvd镀膜6;s6,将pvd镀膜6完成的中片玻璃2进行二次油墨印刷7且二次油墨印刷7将转印区域完全覆盖;s7,将二次油墨印刷7的中片玻璃2进行裂片处理9。
25.上述技术方案中,将玻璃清洗干净不因为脏污影响产品良率;将中片玻璃2进行镭切3,使镭切3出来的小片玻璃顶端与中片玻璃2完全断开,底端和中片玻璃相连,即一片中片玻璃2中包含了多个小片玻璃,小片玻璃处于半切状态,使整个产品的生产过程中,以中片玻璃2的形式生产,最终成品以小片玻璃的形式体现,以一体稳定结构实现多片同时生产,稳定性好、产能增大;将中片玻璃2 uv转印4固化后并烘烤使得中片玻璃2加工面干燥、平整,再在上面进行油墨印刷效果较好;然后再对中片玻璃2进行pvd镀膜6,也就是电镀增亮膜,搭配拉丝纹理的眩光效果使玻璃上纹理具有更强烈的视觉冲击以及更鲜明的景深感;裂片处理9将中片玻璃拆解成小片玻璃,能直接得到所需产品,并且减少了拆片过程,缩短了生产周期;中片玻璃2直接增加了玻璃无效区,可接触面积增大,使玻璃取放片更容易,从而降低取放片过程中对玻璃表面的造成刮伤、脏污等,使得良率大大提升;该生产方法不需要手动一块块进行贴片,玻璃平整度好,uv转印4后膜厚相差较小,并且不需要经常更换定位片1,同时提高效率和良率。
26.作为本发明的优选方案,对s1中的中片玻璃2进行加硬处理。
27.作为本发明的优选方案,将s2中的中片玻璃2边缘未固化部分清洗干净。
28.作为本发明的优选方案,将清洗干净后的中片玻璃2进行二次固化。
29.作为本发明的优选方案,油墨印刷为丝网印刷,其中油墨厚度为6-8um,油墨印刷完成后再采用隧道炉对中片玻璃2进行预烤,设置温度150
±
5℃,时间4-6min。
30.作为本发明的优选方案,将预烤完成后的中片玻璃2进行固烤,温度为150
±
5℃,时间为30-40min。
31.作为本发明的优选方案,pvd镀膜6为电镀增亮膜,通过真空磁控溅镀金属或者金属氧化物而形成,金属氧化物是sio2、tiox、ln中的一种或多种,厚度在0.05um-1um。
32.作为本发明的优选方案,s1中,镭切3功率为5-20w,频率为100-150khz/h,速度为30-50mm/s,点间距为1-5 um。
33.作为本发明的优选方案,将s7中裂片处理9完成后剩下的小片玻璃进行退镀8处理。
34.作为本发明的优选方案,s1中,采用超声波水洗机清洗玻璃。
35.在本发明中,中片玻璃能增加玻璃无效区设计,可接触面积增大,使玻璃取放片更容易,从而降低取放片过程中对玻璃表面的造成刮伤、脏污等不良比率;减少贴片和拆片制程,缩短生产周期;减少辅助物料的使用,降低成本,如清洗站和加硬站,减少清洗架、加硬架、固定绳和周转盘的使用,减少拉丝站定位片的使用,缩短玻璃插架时间,提升产能;提高产品uv转印的平整度和尺寸精度,可使外观良率及尺寸精度提升。
36.在本发明的实施例中,具体的玻璃装饰片加工方法的整套工艺流程为:1、采用超声波水洗机将玻璃进行清洗,然后将玻璃进行镭切,使镭切出来的小片玻璃顶端与中片玻璃完全断开,底端和中片玻璃相连;其中清洗糟温度设置为(40-70)
±
5℃,喷淋糟常温,纯水槽(50-80)
±
5℃,风干糟常温,烘干槽80
±
20℃,超声波功率为240-800w,清洗的频率为20khz-80khz,纯水流量为0.5-3.0gpm,单槽时间2-8min。清洗槽主要为碱性洗剂和表面活性剂,一般浓度为3%-8%;镭切时将所需的小片玻璃排版图导入激光切割机种。
37.2、将中片玻璃进行加硬处理,使玻璃表面的na+、li+与外来的k+、na+进行交换,在玻璃表面层中产生挤塞效应,在表面形成一个压应力层,提高玻璃强度。
38.3、将中片玻璃固定在定位片上,对中片玻璃进行uv转印后并进行一次固化;其中滚轮速度2-4mm/s,滚轮压力0.2-0.4mpa,一次固化光源为led,波长365~425nm,uv时间0.7~1.1s,能量50~100mj/cm2;待uv纹理一次固化化后,依次将模具、玻璃从uv转印机平台上取下。
39.4、将一次固化后的中片镜片放入平板清洗机中使用药液(正丁醇、丙酮、乙醇)对边缘未固化的胶水进行清洗,设置温度常温、速度1~1.5m/min。
40.5、将清洗后的中片玻璃进行二次uv固化,固化条件为:uv汞灯、波长365~425nm,uv时间10~15s、能量1500~2000mj/cm2。
41.6、将已二次固化的中片玻璃进行高温烘烤,烘烤条件为150
±
5℃,30min。
42.7、将完全固化的中片玻璃进行一次油墨印刷,采用丝网印刷的方式,油墨可以是聚氯乙烯和邻苯二甲酸酯类等,油墨颜色可为黑色、银色、白色、金色等。油墨配比主要由主油、稀释剂、固化剂组成,油墨厚度为6-8um,采用隧道炉进行预烤,设置温度150
±
5℃,时间4-6min;再对一次固化的中片进行固烤,温度150℃、时间30min。
43.8、将中片玻璃进行pvd镀膜,主要电镀增亮膜(颜色膜),通过真空磁控溅镀金属或
者金属氧化物而形成,金属氧化物可以sio2、tiox、ln等,厚度在0.05um-1um,搭配纹理炫光效果使玻璃上纹理具有更强烈的视觉冲击,更鲜明的景深感。
44.9、将完成颜色膜电镀的中片玻璃进行二次黑油印刷,采用丝网印刷的方式,油墨可以是聚氯乙烯和邻苯二甲酸酯类等,油墨颜色可为黑色、银色、白色、金色等。油墨配比主要由主油、稀释剂、固化剂组成,油墨厚度为6-8um,采用隧道炉进行预烤,设置温度150
±
5℃、时间4-6min;再对一次固化的中片进行固烤,温度150℃、时间30min。
45.10、将二次油墨印刷的玻璃进行裂片处理。使用裂片夹具推掉中片玻璃的无效区,剩下小片玻璃镜片。
46.11、将小片玻璃镜片进行退镀处理。将镜片上透明区的颜色膜除去掉,退镀条件:药液槽:酸性溶剂、75
±
10
°
,退镀时间50
±
20s,纯水槽:5
±
10
°
,慢拉糟70
±
15
°
,风干槽常温,烘干槽120
±
20℃,单槽时间为3min。
47.综上所述,本发明玻璃装饰片的制作方法稳定、产能高、省时省力、拉丝纹理均匀、良率高、不易刮伤、成本低。
48.以上所述仅为本发明的优选实施方式而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本实用发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。