1.本发明涉及到玻璃杯的制作设备,更具体涉及到一种玻璃杯身供料式自动接把装置。
背景技术:
2.玻璃杯是指用玻璃制成的杯子,玻璃杯有很多种的分类,有一种玻璃杯带有把子,我们叫它有把玻璃杯,有把玻璃杯可分为半把式玻璃杯和全把式玻璃杯,所谓的半把式玻璃杯是指把子的上端与玻璃杯身的上部连接,把子的其余部分悬空弯曲成形,所谓的全把式玻璃杯是指把子的上端与玻璃杯身的上部连接,把子的下端与玻璃杯身的下部连接,把子的其余部分弯曲成形。一些厚壁的有把玻璃杯虽然可以一次压制成型,但是,一些薄壁的有把玻璃杯的杯身靠吹制成型,把子靠后期的人工接把,如玻璃分酒器、玻璃茶壶等。目前,人工接把靠挑料接把,其挑料、接把的技术性很强,人工费用很高,劳动生产率也较低,产品质量也不稳定,尺寸偏差大,据同行评估,人工接把时挑料工和接把工所占的人工费占接把总人工费的75%,为了显著降低接把的人工费,提高劳动生产率,提高产品质量,有待将人工接改为机械接把,有待开发一种玻璃杯身供料式自动接把装置。
技术实现要素:
3.本发明的目的:提供了一种玻璃杯身供料式自动接把装置。
4.本发明的技术方案是:本发明的技术方案:一种玻璃杯身供料式自动接把装置,包括供料机、落料管,其特征在于,在机架上设有缸筒、托架移动导向槽,在活塞杆的顶端设有托盘,在托架移动导向槽上设有玻璃杯身托架,玻璃杯身托架上设有玻璃杯身夹子,托盘位于玻璃杯身托架的下方,在玻璃杯身托架上方设有把子料初模,初模的上方设有焖头,在玻璃杯身托架上设有使玻璃杯身托架上下翻转的翻转器,活塞杆上下伸缩驱动玻璃杯身托架上下移动。
5.所述的玻璃杯身供料式自动接把装置,其所述的把子料初模的内孔呈上口大腰部小下口大的双头锥形管,把子料初模的上口可与落料管的下口对接,把子料初模的下口可与玻璃杯身的外侧壁的上部或下部对接,把子料对接在玻璃杯身的外侧壁的上部时制作半把式杯把,把子料对接在玻璃杯身的外侧壁的下部时制作全把式杯把,所述的机架可旋转或移动;所述的翻转器为伺服电机或齿轮传动组件。
6.上述所述的玻璃杯身供料式自动接把装置,在所述的玻璃杯身托架上设有玻璃杯口挡板、玻璃杯底挡板、玻璃杯身前托垫、玻璃杯身后托垫、玻璃杯嘴凹槽,玻璃杯口挡板与玻璃杯底挡板的间距等于玻璃杯身的高,玻璃杯身前托垫、玻璃杯身后托垫的宽度各为玻璃杯身的高的1/7-1/6,玻璃杯身前托垫、玻璃杯身后托垫的弧度与玻璃杯身的相应位置相适应。
7.上述所述的玻璃杯身供料式自动接把装置,其所述的玻璃杯身在对接把子料前用机械手或人工将玻璃杯身横向定位安放在玻璃杯身托架上,并由玻璃杯身夹子将玻璃杯身
固定在玻璃杯身托架上,焖头将位于把子料初模上部内的玻璃熔料压于把子料初模的下部,在把子料与玻璃杯身的对接处设有加热火枪,在把子料与玻璃杯身的对接好后,托盘下移,把子料脱离把子料初模,玻璃杯身和玻璃杯身托架在翻转器的驱动下,翻转180度,使把子料垂直向下,在把子料处设有加热火枪,当把子料延伸到设定长度后,机械手或人工取下玻璃杯身放在另一个把子料定型模具上,玻璃杯身口向上。
8.上述所述的玻璃杯身供料式自动接把装置,其所述的把子料初模设有上下移动机构,使把子料初模与把子料脱模。
9.本发明的玻璃杯身供料式自动接把装置即可形成单工位的接把机,也可形成多工位的接把机。单工位的接把机,把子料初模水平移动,机架、托架移动导向槽可以不动;多工位的接把机,如四工位的接把机、六工位的接把机、八工位的接把机、十二工位的接把机,其把子料初模、托架移动导向槽随机架转动。在本发明中,缸筒可以采用液压或气压控制活塞杆的升降,活塞杆的升降,还可以采用传统的机械式的顶杆机构进行控制。玻璃杯身托架采用碳金材料制成为佳,玻璃杯身夹子即可以用弹簧夹子,也可以采用液压或气压的夹子,夹子与玻璃杯身的接触部分采用碳金材料制成为佳。
10.本发明的玻璃杯身供料式自动接把装置应用的工艺流程为:玻璃原料
→
炉子熔料
→
供料机准备下料
→
玻璃杯身安装在玻璃杯身托架
→
玻璃杯身夹子夹紧玻璃杯身
→
把子料初模移动到落料管出口处
→
供料机下料
→
把子料初模移开落料管出口处
→
焖头盖在把子料初模上口
→
焖头加气
→
把子料下移
→
把子料下端与玻璃杯身接头
→
活塞杆收缩
→
托盘和玻璃杯身托架下落
→
把子料脱开把子料初模
→
翻转器驱动玻璃杯身托架和玻璃杯身向下翻转180度
→
加热火枪对把子料加热
→
把子料在重力的作用下延伸到设定长度
→
取下玻璃杯身
→
将玻璃杯身放在另一个模具下成型。接半把式玻璃杯,其玻璃杯口朝上;接全把式玻璃杯,玻璃杯口朝下,在接把的另一端,人工擀把。
11.玻璃杯身可以采用吹泡机吹制成型,用火切口机进行切口,切口后就可以制成玻璃杯嘴或待接把后再制成玻璃杯嘴。如果玻璃杯身是先制成了玻璃杯嘴,在玻璃杯身安装在玻璃杯身托架时,玻璃杯嘴需要安装在玻璃杯嘴凹槽内。
12.经济分析,人工接一个分酒器的把子,需要1元的人工费,其中,挑料、接把的人工费高达0.75元,而本装置完成人工挑料和接把的工作仅需要0.15元的费用,本装置加后期的把子定型的人工费共计0.4元,使用采用本装置进行玻璃杯身的接把的费用,仅为同种璃杯身人工接把的费用的40%。同时产品质量更好,正品率更高,浪费更少。
13.本发明的有益效果:本发明的玻璃杯身供料式自动接把装置与原有的玻璃杯身人工接把相比,其自动接把装置显著节约加工费用,降低了生产成本,本发明的自动接把费用仅为人工接把费用的40%,显著减少了用工,提高了劳动生产效率,玻璃杯身成功实现了供料式自动接把,显著提高了产品质量,把子用料重量一致,把子尺寸大小统一,把子对接位置精准,本装置成功实现了机械接把,特别是采用机械手上下玻璃杯身,有利机械化、自动化生产,具有推广价值。
附图说明
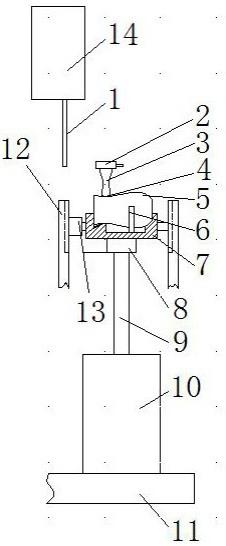
14.图1是本发明接半把式杯把的结构示意图;图2是图1中玻璃杯身托架7下落后的结构示意图;
图3是图2中的玻璃杯身托架7翻转后的结构示意图;图4是本发明接全把式杯把的结构示意图;图中标记:落料管1、焖头2、把子料初模3、把子料4、玻璃杯身5、玻璃杯身夹子6、玻璃杯身托架7、托盘8、活塞杆9、缸筒10、机架11、托架移动导向槽12、翻转器13、供料机14。
实施例
15.下面通过实施例,对本本发明作进一步的说明。
16.实施例1参照图1、图2、图3、图4,一种玻璃杯身供料式自动接把装置,包括供料机14、落料管1,在机架11上设有缸筒10、托架移动导向槽12,在活塞杆9的顶端设有托盘8,在托架移动导向槽12上设有玻璃杯身托架7,玻璃杯身托架7上设有玻璃杯身夹子6,托盘8位于玻璃杯身托架7的下方,在玻璃杯身托架7上方设有把子料初模3,初模3的上方设有焖头2,在玻璃杯身托架7上设有使玻璃杯身托架7上下翻转的翻转器13,活塞杆9上下伸缩驱动玻璃杯身托架7上下移动。
17.实施例2参照图1、图2、图3、图4,一种玻璃杯身供料式自动接把装置,包括供料机14、落料管1,其特征在于,在机架11上设有缸筒10、托架移动导向槽12,在活塞杆9的顶端设有托盘8,在托架移动导向槽12上设有玻璃杯身托架7,玻璃杯身托架7上设有玻璃杯身夹子6,托盘8位于玻璃杯身托架7的下方,在玻璃杯身托架7上方设有把子料初模3,初模3的上方设有焖头2,在玻璃杯身托架7上设有使玻璃杯身托架7上下翻转的翻转器13,活塞杆9上下伸缩驱动玻璃杯身托架7上下移动。所述的把子料初模3的内孔呈上口大腰部小下口大的双头锥形管,把子料初模3的上口可与落料管1的下口对接,把子料初模3的下口可与玻璃杯身5的外侧壁的上部或下部对接,把子料4对接在玻璃杯身5的外侧壁的上部时制作半把式杯把,把子料4对接在玻璃杯身5的外侧壁的下部时制作全把式杯把,所述的机架11可旋转或移动;所述的翻转器13为伺服电机或齿轮传动组件。当所述的翻转器13为齿轮传动组件时,托架移动导向槽12上竖直固定安装了齿条,玻璃杯身托架7的一端固定安装了齿轮,玻璃杯身托架7下落到一定的位置,齿条与齿轮接触,齿条使齿轮和玻璃杯身托架7翻转180度。
18.实施例3参照图1、图2、图3、图4,一种玻璃杯身供料式自动接把装置,包括供料机14、落料管1,在机架11上设有缸筒10、托架移动导向槽12,在活塞杆9的顶端设有托盘8,在托架移动导向槽12上设有玻璃杯身托架7,玻璃杯身托架7上设有玻璃杯身夹子6,托盘8位于玻璃杯身托架7的下方,在玻璃杯身托架7上方设有把子料初模3,初模3的上方设有焖头2,在玻璃杯身托架7上设有使玻璃杯身托架7上下翻转的翻转器13,活塞杆9上下伸缩驱动玻璃杯身托架7上下移动。在所述的玻璃杯身托架7上设有玻璃杯口挡板、玻璃杯底挡板、玻璃杯身前托垫、玻璃杯身后托垫、玻璃杯嘴凹槽,玻璃杯口挡板与玻璃杯底挡板的间距等于玻璃杯身的高,玻璃杯身前托垫、玻璃杯身后托垫的宽度各为玻璃杯身的高的1/7-1/6,玻璃杯身前托垫、玻璃杯身后托垫的弧度与玻璃杯身的相应位置相适应。
19.实施例4参照图1、图2、图3、图4,一种玻璃杯身供料式自动接把装置,包括供料机14、落料
管1,其特征在于,在机架11上设有缸筒10、托架移动导向槽12,在活塞杆9的顶端设有托盘8,在托架移动导向槽12上设有玻璃杯身托架7,玻璃杯身托架7上设有玻璃杯身夹子6,托盘8位于玻璃杯身托架7的下方,在玻璃杯身托架7上方设有把子料初模3,初模3的上方设有焖头2,在玻璃杯身托架7上设有使玻璃杯身托架7上下翻转的翻转器13,活塞杆9上下伸缩驱动玻璃杯身托架7上下移动。所述的把子料初模3的内孔呈上口大腰部小下口大的双头锥形管,把子料初模3的上口可与落料管1的下口对接,把子料初模3的下口可与玻璃杯身5的外侧壁的上部或下部对接,把子料4对接在玻璃杯身5的外侧壁的上部时制作半把式杯把,把子料4对接在玻璃杯身5的外侧壁的下部时制作全把式杯把,所述的机架11可旋转或移动;所述的翻转器13为伺服电机或齿轮传动组件。在所述的玻璃杯身托架7上设有玻璃杯口挡板、玻璃杯底挡板、玻璃杯身前托垫、玻璃杯身后托垫、玻璃杯嘴凹槽,玻璃杯口挡板与玻璃杯底挡板的间距等于玻璃杯身的高,玻璃杯身前托垫、玻璃杯身后托垫的宽度各为玻璃杯身的高的1/7-1/6,玻璃杯身前托垫、玻璃杯身后托垫的弧度与玻璃杯身的相应位置相适应。
20.实施例5参照图1、图2、图3、图4,一种玻璃杯身供料式自动接把装置,包括供料机14、落料管1,在机架11上设有缸筒10、托架移动导向槽12,在活塞杆9的顶端设有托盘8,在托架移动导向槽12上设有玻璃杯身托架7,玻璃杯身托架7上设有玻璃杯身夹子6,托盘8位于玻璃杯身托架7的下方,在玻璃杯身托架7上方设有把子料初模3,初模3的上方设有焖头2,在玻璃杯身托架7上设有使玻璃杯身托架7上下翻转的翻转器13,活塞杆9上下伸缩驱动玻璃杯身托架7上下移动。所述的玻璃杯身5在对接把子料4前用机械手或人工将玻璃杯身5横向定位安放在玻璃杯身托架7上,并由玻璃杯身夹子6将玻璃杯身5固定在玻璃杯身托架7上,焖头2将位于把子料初模3上部内的玻璃熔料压于把子料初模3的下部,在把子料4与玻璃杯身5的对接处设有加热火枪,在把子料4与玻璃杯身5的对接好后,托盘8下移,把子料4脱离把子料初模3,玻璃杯身5和玻璃杯身托架7在翻转器13的驱动下,翻转180度,使把子料4垂直向下,在把子料4处设有加热火枪,当把子料4延伸到设定长度后,机械手或人工取下玻璃杯身5放在另一个把子料4定型模具上,玻璃杯身5口向上。
21.实施例6参照图1、图2、图3、图4,一种玻璃杯身供料式自动接把装置,包括供料机14、落料管1,其特征在于,在机架11上设有缸筒10、托架移动导向槽12,在活塞杆9的顶端设有托盘8,在托架移动导向槽12上设有玻璃杯身托架7,玻璃杯身托架7上设有玻璃杯身夹子6,托盘8位于玻璃杯身托架7的下方,在玻璃杯身托架7上方设有把子料初模3,初模3的上方设有焖头2,在玻璃杯身托架7上设有使玻璃杯身托架7上下翻转的翻转器13,活塞杆9上下伸缩驱动玻璃杯身托架7上下移动。所述的把子料初模3的内孔呈上口大腰部小下口大的双头锥形管,把子料初模3的上口可与落料管1的下口对接,把子料初模3的下口可与玻璃杯身5的外侧壁的上部或下部对接,把子料4对接在玻璃杯身5的外侧壁的上部时制作半把式杯把,把子料4对接在玻璃杯身5的外侧壁的下部时制作全把式杯把,所述的机架11可旋转或移动;所述的翻转器13为伺服电机或齿轮传动组件。所述的玻璃杯身5在对接把子料4前用机械手或人工将玻璃杯身5横向定位安放在玻璃杯身托架7上,并由玻璃杯身夹子6将玻璃杯身5固定在玻璃杯身托架7上,焖头2将位于把子料初模3上部内的玻璃熔料压于把子料初模3的下
部,在把子料4与玻璃杯身5的对接处设有加热火枪,在把子料4与玻璃杯身5的对接好后,托盘8下移,把子料4脱离把子料初模3,玻璃杯身5和玻璃杯身托架7在翻转器13的驱动下,翻转180度,使把子料4垂直向下,在把子料4处设有加热火枪,当把子料4延伸到设定长度后,机械手或人工取下玻璃杯身5放在另一个把子料4定型模具上,玻璃杯身5口向上。
22.实施例7参照图1、图2、图3、图4,一种玻璃杯身供料式自动接把装置,包括供料机14、落料管1,其特征在于,在机架11上设有缸筒10、托架移动导向槽12,在活塞杆9的顶端设有托盘8,在托架移动导向槽12上设有玻璃杯身托架7,玻璃杯身托架7上设有玻璃杯身夹子6,托盘8位于玻璃杯身托架7的下方,在玻璃杯身托架7上方设有把子料初模3,初模3的上方设有焖头2,在玻璃杯身托架7上设有使玻璃杯身托架7上下翻转的翻转器13,活塞杆9上下伸缩驱动玻璃杯身托架7上下移动。所述的把子料初模3的内孔呈上口大腰部小下口大的双头锥形管,把子料初模3的上口可与落料管1的下口对接,把子料初模3的下口可与玻璃杯身5的外侧壁的上部或下部对接,把子料4对接在玻璃杯身5的外侧壁的上部时制作半把式杯把,把子料4对接在玻璃杯身5的外侧壁的下部时制作全把式杯把,所述的机架11可旋转或移动;所述的翻转器13为伺服电机或齿轮传动组件。在所述的玻璃杯身托架7上设有玻璃杯口挡板、玻璃杯底挡板、玻璃杯身前托垫、玻璃杯身后托垫、玻璃杯嘴凹槽,玻璃杯口挡板与玻璃杯底挡板的间距等于玻璃杯身的高,玻璃杯身前托垫、玻璃杯身后托垫的宽度各为玻璃杯身的高的1/7-1/6,玻璃杯身前托垫、玻璃杯身后托垫的弧度与玻璃杯身的相应位置相适应。所述的玻璃杯身5在对接把子料4前用机械手或人工将玻璃杯身5横向定位安放在玻璃杯身托架7上,并由玻璃杯身夹子6将玻璃杯身5固定在玻璃杯身托架7上,焖头2将位于把子料初模3上部内的玻璃熔料压于把子料初模3的下部,在把子料4与玻璃杯身5的对接处设有加热火枪,在把子料4与玻璃杯身5的对接好后,托盘8下移,把子料4脱离把子料初模3,玻璃杯身5和玻璃杯身托架7在翻转器13的驱动下,翻转180度,使把子料4垂直向下,在把子料4处设有加热火枪,当把子料4延伸到设定长度后,机械手或人工取下玻璃杯身5放在另一个把子料4定型模具上,玻璃杯身5口向上。
23.实施例8参照图1、图2、图3、图4,一种玻璃杯身供料式自动接把装置,包括供料机14、落料管1,其特征在于,在机架11上设有缸筒10、托架移动导向槽12,在活塞杆9的顶端设有托盘8,在托架移动导向槽12上设有玻璃杯身托架7,玻璃杯身托架7上设有玻璃杯身夹子6,托盘8位于玻璃杯身托架7的下方,在玻璃杯身托架7上方设有把子料初模3,初模3的上方设有焖头2,在玻璃杯身托架7上设有使玻璃杯身托架7上下翻转的翻转器13,活塞杆9上下伸缩驱动玻璃杯身托架7上下移动。所述的把子料初模3的内孔呈上口大腰部小下口大的双头锥形管,把子料初模3的上口可与落料管1的下口对接,把子料初模3的下口可与玻璃杯身5的外侧壁的上部或下部对接,把子料4对接在玻璃杯身5的外侧壁的上部时制作半把式杯把,把子料4对接在玻璃杯身5的外侧壁的下部时制作全把式杯把,所述的机架11可旋转或移动;所述的翻转器13为伺服电机或齿轮传动组件。当所述的翻转器13为齿轮传动组件时,托架移动导向槽12上竖直固定安装了齿条,玻璃杯身托架7的一端固定安装了齿轮,玻璃杯身托架7下落到一定的位置,齿条与齿轮接触,齿条使齿轮和玻璃杯身托架7翻转180度。其所述的把子料初模3设有上下移动机构,使把子料初模3与把子料4脱模。