1.本技术案请求于2019年5月16日提交的韩国专利申请案第10-2019-0057530号的优先权的权益,其内容依赖于此并透过引用以其整体并入本文,如同在下文中充分阐述一样。
2.本公开关于一种用于制造玻璃带的装置,且更具体地关于一种用于对从成形体拉制的玻璃带进行双向刻划的装置。
背景技术:
3.已知在下拉处理诸如,例如熔融下拉处理中拉制玻璃带。当将玻璃带从成形体中拉制时,可以透过使玻璃切割组件与玻璃带的向下行进同步来将玻璃带切割成玻璃片。具有玻璃带的玻璃切割组件的行进、及其返回以及切割组件的操纵(例如切割组件跨过玻璃带的行进),可能成为拉制处理中的重大瓶颈。例如,习知切割组件通常是单向的,因此沿一个方向刻划,然后在进行下一个刻划之前返回初始位置。结果,刻划组件遍历玻璃带两次以完成一次刻划操作。
4.所需要的是对刻划操作的改进,其会减少了循环时间,并减少了刻划装置部件上的不必要的磨损。
技术实现要素:
5.根据本公开,公开了一种玻璃制造装置,其包括配置为形成玻璃带的成形体和位于该成形体下方的玻璃刻划装置。玻璃刻划装置可包括框架、横梁组件和至少四个安装在框架上的驱动组件。四个驱动组件中的每个驱动组件可以包括:螺纹轴;专用驱动马达,其耦接到螺纹轴并配置成使螺纹轴旋转;以及滚珠螺母组件,其与螺纹轴接合并耦接到横梁组件。
6.每个驱动马达可以透过减速齿轮组件耦接到相应的螺纹轴。在一些实施例中,减速齿轮组件的减速比可以在从4∶1到2∶1的范围内。
7.在各个实施例中,横梁组件可包括第一端和与第一端相对的第二端,其中两个滚珠螺母组件在第一端处附接到横梁组件,并且两个滚珠螺母组件在第二端处附接到横梁组件。
8.横梁组件可进一步包括可移动地耦接到其上的刻划单元。例如,刻划单元可以包括第一单向刻划组件,该第一单向刻划组件透过第一铰接式连杆耦接到第一致动器,该第一铰接式连杆被布置成将第一刻划组件从接合位置(在其中第一刻划组件接触玻璃带)移动至分离位置(在其中从玻璃带上移除第一刻划组件)。第一单向刻划组件可以配置成当在接合位置中在第一刻划方向上移动时产生第一刻划线。
9.在各种实施例中,刻划单元可以进一步包括第二单向刻划组件,该第二单向刻划组件透过第二铰接式连杆耦接到第二致动器,该第二铰接式连杆布置成将第二刻划组件从接合位置(在其中第二刻划组件接触玻璃带)移动至分离位置(在其中从玻璃带上移除第二
个刻划组件)。第二刻划组件可以配置成在处于接合位置并且在与第一刻划方向相反的第二刻划方向上移动时产生第二刻划线。
10.在其他实施例中,描述了一种玻璃制造装置,其包括配置成形成玻璃带的成形体和位于该成形体下方的玻璃刻划装置。玻璃刻划装置可包括框架和包括可移动的刻划单元的横梁组件。可移动的刻划单元可以包括:第一刻划组件,其被配置为在第一刻划方向上刻划玻璃带;以及第二刻划组件,其被配置为在与第一刻划方向相反的第二刻划方向上刻划玻璃带。
11.玻璃制造装置还可进一步包括至少四个安装在框架上的驱动组件,这四个驱动组件中的每个驱动组件包括螺纹轴;耦接到该螺纹轴并配置成旋转该螺纹轴的专用驱动马达;和滚珠螺母组件,其与螺纹轴接合并连接至横梁组件。
12.四个驱动组件中的每个专用驱动马达可以透过减速齿轮组件耦接到相应的螺纹轴。在一些实施例中,四个驱动组件中的每个减速齿轮组件的减速比可以在从4∶1到2∶1的范围内。
13.第一刻划组件可以耦接到第一铰接式连杆,且第二刻划可以耦接到第二铰接式连杆。
14.在其他实施例中,公开了一种制造玻璃片的方法,该方法包括从成形体拉制玻璃带,该玻璃带以拉制速度v在拉制方向上与横梁组件相邻地延伸。横梁组件可以包括与其耦接的可移动的刻划单元,该刻划单元包括第一刻划组件和第二刻划组件。该方法可以包括:以拉制速度v在拉制方向上从第一垂直位置移动横梁组件,并且在玻璃带中形成第一刻划线,形成第一刻划线包括使第一刻划组件与玻璃带接合并且沿第一刻划方向移动刻划单元。该方法可以进一步包括从第一刻划线下方的玻璃带中移除第一玻璃片,并且在第一刻划线上方的玻璃带中形成第二刻划线,形成第二刻划线包括使第二刻划组件与玻璃带接合,并沿着与第一刻划方向相反的第二刻划方向移动刻划单元。该方法还可以包括从第二刻划线下方的玻璃带中移除第二玻璃片。
15.在一些实施例中,该方法可以包括在移除第一玻璃片之后并且在形成第二刻划线之前将横梁组件移回到第一垂直位置。
16.在一些实施例中,形成第一刻划线可包括在第一刻划方向上将刻划单元从第一初始位置移动到与第一初始位置间隔开的第一起始位置;将玻璃带与第一刻划组件从第一起始位置上接合,并在第一刻划方向上将刻划单元移动到与第一起始位置间隔开的第一停止位置。
17.该方法还可以包括:在第一停止位置处停止刻划单元;在第一停止位置处使第一刻划组件与玻璃带分离;以及在第一刻划方向上将刻划单元从第一停止位置移动到第二初始位置,第二初始位置与第一停止位置间隔开。
18.在各种实施例中,形成第二刻划线可包括在第二刻划方向上将刻划单元从第二初始位置移动到与第二初始位置间隔开的第二起始位置;将玻璃带与第二刻划组件从第二起始位置接合;且在第二刻划方向上将刻划单元移动到与第二起始位置间隔开的第二停止位置。
19.该方法还可包括:在第二停止位置处停止刻划单元;在第二停止位置处使第二刻划组件与玻璃带分离;以及在第二刻划方向上将刻划单元从第二停止位置移动至第一初始
位置。
20.在各种实施例中,将横梁组件移动回到第一垂直位置可以包括以大于v的速度移动横梁组件。
21.本文公开的实施例的其他特征和优点将在下面的详细描述中阐述,并且对于本领域技术人员而言,根据以下描述或者透过实践本文描述的实施例将是部分显而易见的,其包括下面的详细描述,权利要求书以及附图。
22.前面的一般描述和下面的详细描述都给出了实施例,意欲提供用于理解本文公开的实施例的性质和特征的概述或框架。包含附图以提供进一步的理解,并且附图被并入本说明书中并构成本说明书的一部分。附图示出了本公开的各种实施例,并且与说明书一起解释了其原理和操作。
附图说明
23.图1是根据本文描述的各种实施例的示例性玻璃制造装置的示意视图;
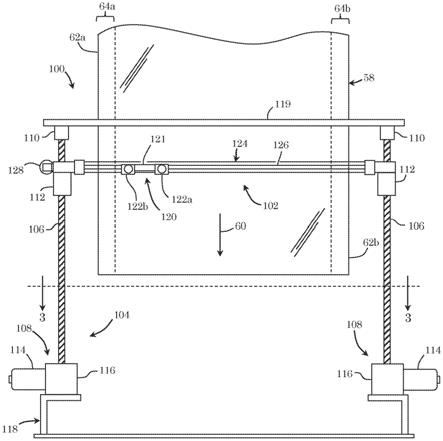
24.图2是根据本文描述的实施例的示例性玻璃切割装置的正视图;
25.图3是图2的玻璃切割装置的一部分的俯视图;
26.图4是根据本文描述的实施例的示例性横梁组件的俯视图;
27.图5是示例性刻划组件的侧视图;和
28.图6是示例性刻划单元的俯视图。
具体实施方式
29.现在将详细参考本公开的实施例,其实例在附图中示出。只要有可能,在所有附图中将使用相同的组件符号指代相同或相似的部件。然而,本公开可以以许多不同的形式来体现,并且不应被解释为限于本文阐述的实施例。
30.如本文所用,术语“约”意指量,大小、制剂、参数以及其他数量和特性不是并且不需要是精确的,而是可以是近似的和/或更大或更小的,如所期望的那样,其反映了公差、转换因子、舍入、测量误差等,以及本领域技术人员已知的其他因素。
31.范围可以在本文中表达为从“大约”一个特定值和/或到“大约”另一特定值。当表达这样的范围时,另一实施例包括从一个特定值到另一特定值。类似地,当透过使用先行词“大约”将值表达为近似值时,将理解的是,特定值形成另一实施例。还将理解的是,每个范围的端点相对于另一个端点以及独立于另一个端点都是重要的。
32.本文所使用的方向性术语(例如,上、下、右、左、前、后、顶部、底部)仅参考所绘制的附图进行,并不意欲表示绝对定向。
33.除非另有明确说明,否则决不意欲将本文阐述的任何方法解释为要求其步骤以特定顺序执行,或者对于任何装置,都不需要特定的定向。因此,在方法权利要求没有实际叙述其步骤应遵循的顺序的情况下,或者在任何装置权利要求并未实际对各个部件叙述的顺序或定向的情况下,或者在权利要求书或说明书中没有另外特别声明,步骤将被限制为特定顺序的情况下,或者未叙述装置部件的特定顺序或定向,这绝不意欲在任何方面推断顺序或定向。这适用于任何可能的非表达的解释基础,包括:有关步骤安排、操作流程、部件顺序或部件定向的逻辑问题;源自语法组织或标点的简单含义;以及说明书中描述的实施例
的数量或类型。
34.如本文所使用的,单数形式的“一(a/an)”和“该(the)”包括复数引用,除非上下文另外明确指出。因此,例如,除非上下文另外明确指出,否则对“一”部件的引用包括具有两个或更多个这样的部件的方面。
35.词语“示例性”,“示例”或其各种形式在本文中用来意指用作示例,实例或说明。本文中被描述为“示例性”或“示例”的任何方面或设计均不应被解释为比其他方面或设计更优选或更具优势。此外,仅出于清楚和理解的目的而提供实例,而无意以任何方式限制或限定所公开的主旨或本公开的相关部分。可以理解的是,已经提出了各种范围变化的附加或替代实例,但是为了简洁起见,已将其省略。
36.如本文中所使用的,除非另外指出,否则术语“包括(comprising)”和“包括(including)”及其变体应被解释为同义且开放式的。包括或包括在内的过渡词组之后的元素的列表是非排他性的列表,使得除了列表中具体叙述的那些元素之外,还可以存在其他元素。
37.如本文所使用的术语“基本的”,“基本上”及其变型意欲注意所描述的特征等于或近似等于值或描述。例如,“基本上平坦的”表面意欲表示平坦的或近似平坦的表面。此外,“基本上”意欲表示两个值相等或近似相等。在一些实施例中,“基本上”可以表示彼此在约10%之内的值,例如彼此在约5%之内或彼此在约2%之内。
38.如图1所示是示例性玻璃制造装置10。在一些实施例中,玻璃制造装置10可包括玻璃熔化炉12,其包括熔化容器14。除了熔化容器14之外,玻璃熔化炉12可以可选地包括一个或多个附加部件,例如加热组件(例如,燃烧器和/或电极),其被配置为加热原材料并将原材料转化为熔融玻璃。例如,熔化容器14可以是电增强的熔化容器,其中能量透过两个燃烧器并透过直接加热而被添加到原材料,其中电流流过原材料,该电流藉此经由焦耳加热原材料来增加能量。
39.在另外的实施例中,玻璃熔化炉12可以包括其他热管理组件(例如,隔热部件),其减少了从熔化容器的热损失。在其他实施例中,玻璃熔化炉12可包括电子和/或机电组件,其有助于将原材料熔化成玻璃熔体。玻璃熔化炉12可包括支撑结构(例如,支撑底座、支撑构件等)或其他部件。
40.熔化容器14可以由耐火材料形成,例如耐火陶瓷材料,例如包括氧化铝或氧化锆的耐火陶瓷材料,尽管该耐火陶瓷材料可以包括其他耐火材料,例如钇(例如,氧化钇、钇稳定氧化锆、磷酸钇)、锆石(zrsio4)或氧化铝-氧化锆-二氧化硅或甚至氧化铬,可以交替使用或以任何组合使用。在一些实例中,熔化容器14可以由耐火陶瓷砖构造。
41.在一些实施例中,玻璃熔化炉12可以作为配置成制造玻璃制品(例如玻璃带)的玻璃制造装置的部件而被并入,尽管在进一步的实施例中,玻璃制造装置可以配置成形成其他玻璃制品而无需限制,例如玻璃棒、玻璃管、玻璃外壳(例如,用于照明组件(例如灯泡)的玻璃外壳)和玻璃透镜,尽管可以想到许多其他玻璃制品。在一些实例中,熔化炉可以被包括在玻璃制造装置中,该玻璃制造装置包括槽口拉制装置、浮浴装置、下拉装置(例如,熔融下拉装置)、上拉装置、压制装置、轧制装置、管拉制装置或任何其他将从本公开中受益的玻璃制造装置。举例来说,图1示意性地示出了玻璃熔化炉12,该玻璃熔化炉12是熔融下拉式玻璃制造装置10的部件,其用于熔融拉制玻璃带以随后处理成单个玻璃片或将玻璃带卷到
滚动条上。
42.玻璃制造装置10可以可选地包括位于熔化容器14上游的上游玻璃制造装置16。在一些实例中,可以将上游玻璃制造装置16的一部分或全部作为玻璃熔化炉12的一部分并入。
43.如图1所示的实施例中图标,上游玻璃制造装置16可以包括原材料储存箱18、原材料输送组件20和连接到原材料输送组件20的马达22。原材料储存箱18可以配置成储存一定量的原材料24,如箭头26所示,该原材料24可以透过一个或多个进料口被送入玻璃熔化炉12的熔化容器14中。原材料24通常包含一种或多种形成玻璃的金属氧化物和一种或多种改性剂。在一些实例中,原材料输送组件20可以由马达22提供动力,以将预定量的原材料24从原材料存储箱18输送到熔化容器14。在另外的实例中,马达22可以以受控的速率向原材料输送组件20提供动力以引入原材料24,其基于在熔化容器14下游相对于熔融玻璃的流动方向感测到的熔融玻璃的水平。此后可以加热熔化容器14中的原材料24以形成熔融玻璃28。通常,在初始熔化步骤中,将原材料作为颗粒(例如作为各种“沙”)添加到熔化容器中。原材料24还可包括来自先前的熔化的和/或成形操作的碎屑玻璃(即碎玻璃)。燃烧器通常用于开始熔化处理。在电增强熔化处理中,一旦充分降低了原材料的电阻,就可以透过在与原材料接触定位的电极之间产生电势来开始电增强,从而建立通过原材料的电流,原材料材料通常进入或处于熔融状态。
44.玻璃制造装置10还可以可选地包括下游玻璃制造装置30,该下游玻璃制造装置30位于相对于熔融玻璃28的流动方向的玻璃熔化炉12的下游之处。在一些实例中,下游玻璃制造装置30的一部分可以被合并为玻璃熔化炉12的一部分。然而,在一些情况下,可以将下面论述的第一连接导管32或下游玻璃制造装置30的其他部分合并为玻璃熔化炉12的一部分。
45.下游玻璃制造装置30可以包括第一调节(即处理)腔室,例如澄清容器34,其位于熔化容器14的下游并且透过上述第一连接导管32耦接到熔化容器14。在一些实例中,可以透过第一连接导管32将熔融玻璃28从熔化容器14以重力供给到澄清容器34。例如,重力可以驱动熔融玻璃28而透过第一连接导管32的内部路径而从熔化容器14到澄清容器34。因此,第一连接导管32为熔融玻璃28提供从熔化容器14到澄清容器34的流动路径。然而,应理解,其他调节腔室可位于熔化容器14的下游,例如在熔化容器14和澄清容器34之间。在一些实施例中,可以在熔化容器和澄清腔室之间采用调节腔室。例如,来自初级熔化容器的熔融玻璃可以在次级熔融(调节)容器中进一步加热,或在进入澄清腔室之前在次级熔化容器中冷却至低于初级熔化容器中熔融玻璃温度的温度。
46.如前所述,可以透过各种技术从熔融玻璃28移除气泡。例如,原材料24可以包括诸如氧化锡的多价化合物(即澄清剂),当加热时,其经历化学还原反应并释放出氧气。其他合适的澄清剂包括但不限于砷、锑、铁和铈,尽管在一些应用中出于环境原因可能不鼓励使用砷和锑。将澄清容器34加热到例如大于熔化容器温度的温度,从而加热澄清剂。由熔融玻璃中所包含的一种或多种澄清剂的温度诱导化学还原而产生的氧气会扩散成在熔融处理期间产生的气泡。然后,具有增加的浮力的增大的气泡可以上升到澄清容器内的熔融玻璃的自由表面,然后从澄清容器中排出。
47.下游玻璃制造装置30可以进一步包括另一个调节腔室,例如混合装置36,例如搅
拌容器,其用于将从澄清容器34向下游流动的熔融玻璃加以混合。混合装置36可用于提供均质的玻璃熔体成分,从而减少(否则)可能存在于离开澄清腔室的熔融玻璃内的化学或热不均匀性。如图所示,澄清容器34可透过第二连接导管38耦接到混合装置36。在一些实施例中,熔融玻璃28可以透过第二连接导管38从澄清容器34以重力供给到混合装置36。例如,重力可以驱动熔融玻璃28而透过第二连接导管38的内部路径而从澄清容器34到达混合装置36。通常,混合装置36内的熔融玻璃包括自由表面,其中自由体积在自由表面和混合装置的顶部之间延伸。尽管图标混合装置36位于相对于熔融玻璃的流动方向的澄清容器34的下游之处,但是在其他实施例中,混合装置36可以位于澄清容器34的上游。在一些实施例中,下游玻璃制造装置30可以包括多个混合装置,例如在澄清容器34上游的混合装置和在澄清容器34下游的混合装置。这些多个混合装置可以具有相同的设计,或者可以具有彼此不同的设计。在一些实施例中,一个或多个容器和/或导管可包括位于其中的静态混合叶片,以促进熔融材料的混合和随后的均质化。
48.下游玻璃制造装置30可以进一步包括位于混合装置36下游的另一个调节腔室,例如输送容器40。输送容器40可以调节熔融玻璃28,其被供给到下游的成形组件中。例如,输送容器40可以充当蓄积器和/或流量控制器,以调节熔融玻璃28并透过出口导管44向成形体42提供一致流量的熔融玻璃28。在一些实施例中,输送容器40内的熔融玻璃可包括自由表面,其中自由体积从该自由表面向上延伸至输送腔室的顶部。如图所示,混合装置36可以透过第三连接导管46耦接到输送容器40。在一些实例中,可以透过第三连接导管46将熔融玻璃28从混合装置36以重力供给到输送容器40。例如,重力可以驱动熔融玻璃28而透过第三连接导管46的内部路径而从混合装置36到达输送容器40。
49.下游玻璃制造装置30还可包括成形装置48,该成形装置48包括上述成形体42,该成形体42包括入口导管50。出口导管44可以定位成将熔融玻璃28从输送容器40输送到成形装置48的入口导管50。熔融下拉玻璃制造装置中的成形体42可包括位于成形体的上表面中的槽52和沿成形体的底缘(根部)56在拉制方向上汇聚的汇聚的成形表面54(仅图示一个表面)。熔融玻璃透过输送容器40、出口导管44和入口导管50被输送到成形体槽52,其作为分开的熔融玻璃流溢出槽52的壁并沿着汇聚的成形表面54下降。分开的熔融玻璃流在根部56下方并沿着根部56汇合以产生单个熔融玻璃带58,该熔融玻璃带透过向玻璃带施加向下的张力而从根部56在拉制方向60上沿拉制平面拉制(例如通过重力和/或拉辊组件(未示出)),以在熔融玻璃冷却且材料粘度增加时控制玻璃带的尺寸。因此,玻璃带58经历粘弹性转变为弹性状态,并获得会赋予玻璃带58稳定的尺寸特性的机械性质。玻璃带58包括第一外边缘62a和与第一外边缘62a相对的第二外边缘62b,第一和第二外边缘沿玻璃带58在长度方向上延伸。玻璃带58可进一步包括第一加厚边缘部分64a和第二加厚边缘部分64b(在下文中分别为第一珠64a和第二珠64b),珠64a、64b从各自的第一和第二外边缘62a、62b向内延伸。玻璃带58包括限定在第一和第二外边缘62a和62b之间的宽度w。第一和第二珠64a、64b的厚度可大于沿着玻璃带的纵向中心线的玻璃带的厚度。在第一珠64a和第二珠64b之间延伸的玻璃带可以被称为玻璃带的“质量”区域66。质量区域66显示出基本均匀的厚度和原始表面,并且是条带中最具商业价值的部分,因为通常会将小珠移除并用作碎玻璃或将其废弃。在一些实施例中,玻璃带58可以透过玻璃分离装置100分离成单独的玻璃片68,尽管在其他实施例中,玻璃带58可以缠绕在滚动条上并储存以用于进一步处理。
50.如图2和图3所示,提供玻璃分离装置100,其沿宽度方向(垂直于拉制方向60)切割玻璃带并形成玻璃片68。玻璃分离装置100可以包括由多个驱动组件104支撑的横梁组件102。多个驱动组件中的每个驱动组件104可包括:螺纹轴106,其在螺纹轴的一端处耦接到驱动单元108;以及支撑轴承110,其在螺纹轴的相对端处。另外,滚珠螺母组件112可以耦接到每个螺纹轴106,并且每个滚珠螺母组件112可以耦接到横梁组件102。例如,在各种实施例中,玻璃分离装置100可包括大体上矩形且细长的横梁组件102,其包括两个相对端和四个角,而在每个端部有两个角。因此,在各个实施例中,玻璃分离装置100可以包括至少四个驱动组件104,一个驱动组件位于横梁组件102的每个拐角处或附近,尽管不需要放置在拐角处,并且在其他实施例中,驱动组件可以将放置在横梁组件102上的其他位置处。
51.每个驱动单元108可以包括驱动马达114和减速齿轮组件116,该减速齿轮组件116将驱动马达114耦接到螺纹轴106。包括驱动单元108的每个驱动马达114是专用的驱动马达。如本文所用,专用驱动马达是指专用于单个螺纹轴106(驱动单个螺纹轴106)并且不驱动其他螺纹轴的驱动马达。因此,例如,如果有四个驱动单元108,则有四个驱动马达114透过四个减速齿轮组件116耦接到四个螺纹轴106。减速齿轮组件116的减速比可以小于5:1,例如,在大约4:1至大约2:1的范围内,例如大约3.5:1。由减速齿轮组件116和/或专用驱动马达114提供的小于5:1的减速比可以减小在驱动组件的操作期间由每个驱动组件104承担的负载。因此,在这样的实施例中,可以使用较小的马达,可以改善部件的寿命,并且可以增加横梁组件102的垂直移动速度,特别是在向上移动期间,从而改善了循环时间。
52.驱动单元108可以由下部框架118支撑。下部框架118可以是能够支撑玻璃分离装置100的重量的任何合适的刚性支撑。例如,下部框架118可以附接到建筑物的大梁、混凝土地板或建筑物的其他合适的结构构件。在其他实施例中,下部框架118可以是独立结构。玻璃分离装置100还可包括在驱动组件104的上端处耦接到驱动组件104的上部框架构件119,例如在安装至上部框架构件119的支撑轴承110处。上部框架构件119可为驱动组件104提供刚性,并确保驱动组件(例如,螺纹轴106)之间的均匀且一致的间隔。
53.每个滚珠螺母组件112可包括容纳在主体中的多个滚珠轴承,该多个滚珠轴承与用作滚珠轴承的滚道的螺纹轴106的螺纹接合。即,每个驱动组件104可包括滚珠螺杆装置,其中每个螺纹轴106可透过相应的驱动单元108旋转。随着螺纹轴由相应的驱动单元108旋转,滚珠螺母组件112根据螺纹轴106的旋转方向沿着螺纹轴的长度行进。滚珠螺杆装置(例如,螺纹轴和滚珠螺母组件)在本领域中是已知的,并且将不再进一步描述其构造。因为横梁组件102透过滚珠螺母组件112支撑在螺纹轴106上,所以螺纹轴106的透过其相应的驱动单元108的旋转取决于螺纹轴的旋转方向而升高或降低横梁组件102。
54.横梁组件102还可包括刻划单元120,该刻划单元120包括托架121、第一刻划组件122a和第二刻划组件122b。在各种实施例中,横梁组件102还可以进一步包括刻划单元驱动组件124,该刻划单元驱动组件124包括线性驱动构件126和驱动马达128,例如伺服马达。在一些实施例中,线性驱动构件126可包括配置成环形圈的皮带,该环形圈耦接到驱动马达128并由轨道构件和辊支撑,其中刻划单元120也耦接到该皮带。驱动马达128被配置为沿着线性驱动构件126的长度驱动刻划单元120。例如,线性驱动构件126可以例如在水平方向上正交于拉制方向60定向,尽管在其他实施例中,线性驱动构件126可以相对于水平成一定角度。因此,在一些实施例中,透过刻划单元驱动组件124,刻划单元120可以沿着相反的行进
方向130、132而经横穿,其中该等相反的行进方向130、132正交于横跨玻璃带58的拉制方向60。
55.在一些实施例中,刻划组件122a、122b可以被配置为单向的。即,刻划组件122a、122b可以被配置为在沿单个方向的移动期间有效地刻划。例如,图5示出了第一刻划组件122a的示例性实施例,其中第一刻划工具134a(例如,刻划轮、刻划刀片、划线或其他合适的刻划工具)耦接到可在主体138a内旋转的轴136a。轴136a可配置成具有有限的旋转能力。例如,在各种实施例中,轴136a可以配置成旋转等于或小于大约15度的角度,例如等于或小于大约10度的角度,例如在大约1度至大约15度的范围内。玻璃带58和第一刻划工具134a之间的接触点140a与轴136a的旋转轴线142a偏移距离d,使得当第一刻划工具134a与玻璃带58接触并横穿玻璃带时,接触点140a相对于刻划组件122a的行进方向滞后于旋转轴线142a。即,第一刻划工具134a和轴136a充当脚轮组件,该脚轮组件在第一刻划工具横穿玻璃带58的表面时稳定第一刻划工具134a的移动。第二刻划组件122b可以与第一刻划组件122a相同,除了第二刻划组件122b可以被配置为沿与第一刻划组件122a的刻划方向相反的方向刻划。
56.参考图6,在一些实施例中,第一和第二刻划组件122a、122b可以分别耦接到第一和第二铰接式连杆150a、150b,第一和第二铰接式连杆150a、150b包括各自的第一和第二致动器152a、152b,例如气动的致动器。如本文中所使用的,铰接式连杆是指透过柔性(例如,旋转)接头连接的两个或更多个构件,其将第一和第二刻划组件122a、122b链接到第一和第二致动器152a、152b。第一和第二致动器152a、152b可以在致动器的一端处安装到托架121的底板154,而第一和第二致动器152a、152b的相对端可以耦接到相应的第一和第二铰接式连杆150a、150b。当被致动时,根据从控制器(未图示)(例如可编程逻辑控制器(plc))接收的指令,第一和第二致动器152a、152b以及相应的第一和第二铰接式连杆150a、150b可以使相应的第一和第二刻划组件122a、122b远离或朝向玻璃带58延伸或缩回。当第一刻划组件122a或第二刻划组件122b处于伸出(接合)位置时,相应的第一刻划工具134a或第二刻划工具134b与玻璃带58的主表面接触。当第一刻划组件122a或第二刻划组件122b处于缩回(分离)位置时,相应的第一刻划工具134a或第二刻划工具134b被从玻璃带的主表面移除(与之隔开)。在图6所示的视图中,图示了第一致动器152a已经将第一刻划组件122a移动到与玻璃带58接触的第一刻划工具134a的接合位置,而示出了第二致动器152b已经将第二刻划组件122b移动到从玻璃带58移除的第二刻划工具134b的分离位置。横梁组件102可设置有突出构件156,该突出构件156支撑玻璃带58的主表面,该主表面与由刻划工具接触的玻璃带的主表面相对。
57.根据本文公开的实施例,刻划单元120可以定位在玻璃带的一个边缘处。透过实例而非限制的方式,并且参考图2,玻璃带58以基本恒定的拉制速度v在拉制方向60上被向下拉制。驱动马达114透过减速齿轮组件116旋转相应的螺纹轴106,使得横梁组件102从第一垂直横梁组件起始位置以拉制速度v下降而在横梁组件102和玻璃带58之间基本上没有相对运动。在示例性实施例中,刻划单元120可以位于线性驱动构件126的左侧处的第一初始位置160处。刻划单元120然后可以从第一初始位置160移动到第一起始位置162。例如,在一些实施例中,第一起始位置162可相对于第一外边缘62a(在第一珠64a和第二珠64b之间)而与第一珠64a间隔开定位。第一致动器152a可在第一起始位置162处被致动,该第一致动器
将第一刻划组件122a从缩回位置移动到延伸位置,在该位置中第一刻划工具134a接触玻璃带58的主表面。透过刻划单元驱动组件124,刻划单元120可以从第一起始位置162沿着第一刻划方向130以从左至右方式移动朝向线性驱动构件126的相对端,从而形成刻划线横跨玻璃带58的至少一部分宽度w,例如横跨质量区域66。如本文中所使用的,刻划线是指在由刻划工具产生的并且从刻划表面延伸进入基板一预定深度的基板的表面上的损坏线(例如,破裂、碎裂等)。刻划单元120在第一停止位置164处停止,并且第一致动器152a被致动以缩回第一刻划组件122a,从而从玻璃带58上移除第一刻划工具134a。刻划单元120可以从第一停止位置164沿第一刻划方向130进一步移动到线性驱动构件126右侧的第二初始位置166。可以使用耦接到刻线下方的玻璃带58的底部的机器人(未图示)来在刻划线产生弯矩,从而驱动裂纹横跨过玻璃带58的宽度w并穿过玻璃带的厚度,从而将第一玻璃片68与玻璃带58分离。
58.在刻划单元120位于第二初始位置166的情况下,驱动组件104沿使横梁组件102垂直向上移动的方向旋转螺纹轴106,使横梁组件102返回到第一垂直横梁组件位置,并且经过足够长的玻璃带58之后,驱动组件104沿使横梁组件102垂直向下移动的方向再次以拉制速度v旋转螺纹轴。在一些实施例中,横梁组件102可以以大于v的速度垂直向上移动到第一垂直横梁组件位置。刻划单元120可以移动到第二起始位置168并且第二致动器152b被致动,从而将第二刻划组件122b延伸至接合位置,其中第二刻划工具134b接触玻璃带58。在一些实施例中,第二起始位置可以与第一停止位置164重合,或者第二起始位置168可以与第一停止位置164不同,例如,从其偏移。刻划单元120可沿第二刻划方向132移动至第二停止位置170,从而在玻璃带58上产生第二刻划线。刻划单元120可被停止在第二停止位置170处,并且第二致动器152b可被致动以缩回第二刻划组件122b并使第二刻划工具134b从玻璃带58的表面分离。第二停止位置170可以与第一起始位置162重合,或者第二停止位置170可以与第一起始位置162不同,例如从其偏移。刻划单元120然后可以在第二刻划方向上进一步移动到第一初始位置160。机器人可以在第二刻划在线施加弯矩,从而驱动裂纹横跨玻璃带并穿过玻璃带的厚度,从而将第二玻璃片68与玻璃带58分开。可以根据需要重复上述顺序,以生产多个玻璃片68。
59.根据上述事件顺序,刻划单元120的每次从左到右的遍历和每次从右到左的遍历可以导致跨越玻璃带宽度的至少一部分的刻划线,并且从玻璃带产生玻璃片。与必须沿着第一方向(例如,第一刻划方向130)刻划然后沿第二刻划方向132返回以准备在不沿第二方向刻划的情况下制作下一刻划线的习知刻划单元相比,在两个方向上刻划的能力可以减少刻划单元驱动组件124和刻划组件122a、122b的部件上的磨损。也就是说,在习知装置中,对于所产生的每个刻划线可能需要两次遍历,而根据本公开的实施例,可以利用刻划单元120的每个遍历来产生刻划线。此外,双向刻划可以进一步减少循环时间和/或允许降低的刻划速度(刻划单元120的遍历速度),从而提高分离表面的质量。
60.对于本领域技术人员将显而易见的是,在不脱离本公开的精神和范围的情况下,可以对本公开的实施例进行各种修改和变化。因此,本公开意欲涵盖这样的修改和变形,只要它们落入所附权利要求书及其等同物的范围内。