1.本实用新型涉及玻璃加工设备领域,具体地讲,涉及一种全自动双梁玻璃激光打标切割设备。
背景技术:
2.在玻璃生产过程中,从大尺寸平板原片玻璃到最终的成品玻璃要经过切割、打标、磨边、打孔、清洗、钢化等多道工序,每道工序需要用到不同的加工设备,例如切割时需要用到玻璃切割机,打标时需要用到激光熔融打标机等,而切割和打标作为加工大尺寸原片玻璃最前端的两道工序,目前需要在切割机和打标机两种设备上分开单独进行,例如授权公告号为cn211162411u的专利中公开了一种全自动玻璃激光熔融打标设备,其仅具有打标功能,切割机和打标机通常体积庞大,占地面积大,而且目前所使用的切割机和激光熔融打标机两者的机械结构存在很多相似之处,这无疑增加了设备的投入成本,目前还没有一种功能完善、打标与切割一体化的设备来完成大尺寸玻璃原片(尤其是特殊规格超长玻璃原片)最前端的两道工序。
技术实现要素:
3.本实用新型的目的在于克服现有技术中存在的上述不足,而提供一种结构设计合理、系统完善的全自动双梁玻璃激光打标切割设备,并提供其工作方法。
4.本实用新型解决上述问题所采用的技术方案是:一种全自动双梁玻璃激光打标切割设备,包括机架、玻璃升降输送机构和中央控制器;所述机架上安装有用于承载待加工玻璃的玻璃承载平台;所述玻璃升降输送机构安装在机架上,其用于将玻璃输送到玻璃承载平台上,或者将玻璃承载平台上的玻璃向上抬升后向外输出,其特征在于:本全自动双梁玻璃激光打标切割设备还包括激光器、一号x轴移动梁组件、二号x轴移动梁组件、一号y轴移动机构、二号y轴移动机构、一号光纤寻边探头、切割头机构和测厚传感器;所述一号x轴移动梁组件、二号x轴移动梁组件均位于玻璃承载平台的上方,并且能沿x轴方向移动地安装在机架上;所述一号y轴移动机构和二号y轴移动机构结构相同,一号y轴移动机构能沿y轴方向移动地安装在一号x轴移动梁组件上,二号y轴移动机构能沿y轴方向移动地安装在二号x轴移动梁组件上;所述激光器、一号光纤寻边探头和测厚传感器均安装在一号y轴移动机构上,其中激光器通过激光器升降机构能上下升降可调地安装在一号y轴移动机构上;所述切割头机构安装在二号y轴移动机构上,所述切割头机构包括切割刀头,所述切割刀头既能旋转运动又能上下升降移动;所述中央控制器分别与激光器、激光器升降机构、一号x轴移动梁组件、二号x轴移动梁组件一号y轴移动机构、二号y轴移动机构、一号光纤寻边探头、切割头机构和测厚传感器进行通信连接。
5.优选的,所述一号x轴移动梁组件与二号x轴移动梁组件结构相同,均包括横梁、一号电机、一号齿条和一号光轴导轨;所述横梁沿y轴方向布置,其两端均安装有竖向的横梁安装板;所述一号电机设置两个,分别与两个横梁安装板连接;所述一号齿条和一号光轴导
轨均设置两根,两根一号齿条沿x轴方向分别安装在机架的两侧,两根一号光轴导轨沿x轴方向布置分别安装在机架的两侧;每个横梁安装板所面向机架的那一侧均安装有用于和一号光轴导轨相匹配的一号滚轮组件,以及安装有用于与一号齿条相啮合的一号齿轮;所述一号电机与一号齿轮传动连接。
6.优选的,所述一号电机通过同步带传动的方式驱动一号齿轮。
7.优选的,所述一号x轴移动梁组件与二号x轴移动梁组件共用一套一号齿条和一号光轴导轨。
8.优选的,所述一号y轴移动机构和二号y轴移动机构均包括直角座、二号电机、二号齿条和二号导轨;所述二号齿条沿y轴方向安装在横梁上;所述二号导轨设置两根,沿y轴方向安装在横梁的侧壁面上;所述直角座的竖直面的背面安装有两个分别与两根二号导轨配合安装的二号直线滑块;所述二号电机呈竖向安装在直角座的水平面上,其输出轴端部安装有与二号齿条啮合的二号齿轮。
9.优选的,所述激光器升降机构、一号光纤寻边探头、测厚传感器均安装在一号y轴移动机构中的直角座的竖直面外侧;所述切割头机构安装在二号y轴移动机构中的直角座的竖直面外侧。
10.优选的,所述激光器升降机构包括导轨基座、三号电机、三号导轨组件、丝杆螺母组件和升降安装座;所述导轨基座沿z轴方向安装于直角座的竖直面外侧;所述三号电机和三号导轨组件均与导轨基座连接,其中三号导轨组件中的三号滑块与升降安装座连接;所述三号电机与丝杆螺母组件中的丝杆传动连接,丝杆螺母组件中的螺母与升降安装座连接;所述激光器安装在升降安装座上。
11.优选的,所述切割头机构还包括单动刀头气缸和减速电机;所述单动刀头气缸具有双头,单动刀头气缸沿z轴方向安装在直角座的竖直面外侧,所述减速电机与单动刀头气缸的气缸杆顶端连接,所述切割刀头与单动刀头气缸的气缸杆底端连接。
12.优选的,所述二号y轴移动机构上还安装有二号光纤寻边探头。
13.本实用新型还提供了全自动双梁玻璃激光打标切割设备的工作方法,其特征在于:步骤如下:
14.步骤1.通过中央控制器设定设备工作参数;
15.步骤2.启动本双梁玻璃激光打标切割设备并初始化;
16.步骤3.中央控制器通过与erp系统的联接获得规格参数;
17.步骤4.玻璃升降输送机构工作,使玻璃原片进入设备,到达工作参数位置,将玻璃置于玻璃承载平台上;
18.步骤5.一号x轴移动梁组件和一号y轴移动机构开始工作,根据规格参数移动到参数内的近似位置,安装于一号y轴移动机构上的一号光纤寻边探头工作,一号x轴移动梁组件和一号y轴移动机构继续工作微调,使一号光纤寻边探头感应到玻璃原片在x轴方向与y轴方向最边部,此处对照设置为规格参数内的起始位置;
19.步骤6.安装于一号y轴移动机构上的测厚传感器工作,确认玻璃原片的厚度;
20.步骤7.激光器升降机构工作,移动到工作参数位置;
21.步骤8.一号x轴移动梁组件和一号y轴移动机构工作,根据规格参数移动到设置位置;
22.步骤9. 激光器在玻璃表面进行熔融加工规格参数设置的标识;
23.步骤10. 中央控制器根据参数确认此件玻璃原片是否激光打标加工完成,若是,则转步骤11,反之转步骤8;
24.步骤 11. 一号x轴移动梁组件和一号y轴移动机构工作,根据规格参数移动到设置位置;
25.步骤 12. 二号x轴移动梁组件和二号y轴移动机构工作,根据规格参数移动到参数内的近似位置,安装于二号y轴移动机构上的一号光纤寻边探头工作,二号x轴移动梁组件和二号y轴移动机构继续工作微调,使二号光纤寻边探头感应到玻璃原片在x轴方向与y轴方向最边部,此处对照设置为切割规格参数内的起始位置;
26.步骤13. 二号x轴移动梁组件和二号y轴移动机构工作,根据规格参数移动到设置位置;
27.步骤 14. 安装在二号y轴移动机构上的切割头机构工作,切割刀头伸出至接触工件;
28.步骤 15. 二号x轴移动梁组件和二号y轴移动机构工作,根据规格参数移动带动切割头机构进行切割加工;
29.步骤 16. 切割加工完成后,切割刀头回到原始位置;
30.步骤17. 二号x轴移动梁组件和二号y轴移动机构工作,回到工作参数设置位置;
31.步骤18. 玻璃升降输送机构工作,使玻璃原片离开设备。
32.步骤1中的工作参数包括玻璃输送速度参数、一号x轴移动梁组件x轴方向运行速度参数、二号x轴移动梁组件x轴方向运行速度参数、一号y轴移动机构y轴方向运行速度参数、二号y轴移动机构y轴方向运行速度参数、激光器升降机构升降参数、一号x轴移动梁组件和一号y轴移动机构与激光器升降机构原点位置参数、工件停位参数。
33.步骤3中的规格参数包括玻璃规格参数、切割版图参数、标识位置参数、标识图形参数、标识大小参数、激光器升降机构升降停位参数、起始位置参数;在步骤11中,若所识别的标识无法识别,则转步骤9,在识别核对正确后转步骤3;若所识别的标识可以识别与规格参数设置的参数相同,则转步骤8,直至规格参数设置的参数执行完成后转步骤12;若所识别的标识可以识别但与规格参数数据不同,则转步骤18。
34.本实用新型与现有技术相比,具有以下优点和效果:本全自动双梁玻璃激光打标切割设备系统完善,一个横梁上安装激光器,用于进行打标,另一台横梁上安装切割刀,用于切割玻璃,在本设备上对玻璃既能进行激光打码又能进行切割,实现一机多用,大大降低了生产厂家的设备投入成本以及减少了设备的占地面积。
附图说明
35.为了更清楚地说明本实用新型具体实施方式或现有技术中的方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图是本实用新型的一些实施方式,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
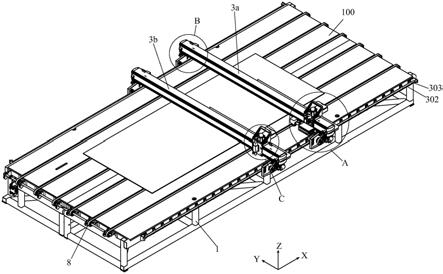
36.图1是本实用新型实施例的立体结构示意图。
37.图2是图1中a处的放大结构示意图。
38.图3是图1中b处的放大结构示意图。
39.图4是图1中c处的放大结构示意图。
40.图5是本实用新型实施例中一号x轴移动梁组件的结构示意图。
41.图6是图5中d处的放大结构示意图。
42.图7是图5中e处的放大结构示意图。
43.图8是本实用新型实施例中一号y轴移动机构的结构示意图。
44.图9是本实用新型实施例中二号x轴移动梁组件的结构示意图。
45.图10是图9中f处的放大结构示意图。
46.附图标记说明:
47.机架1;激光器2;一号x轴移动梁组件3a;二号x轴移动梁组件3b;一号y轴移动机构4a;二号y轴移动机构4b;一号光纤寻边探头5a;二号光纤寻边探头5b;切割头机构6;测厚传感器7;玻璃升降输送机构8;
48.玻璃承载平台100;
49.激光器升降机构200;导轨基座2001;三号电机2002;三号导轨组件2003;丝杆螺母组件2004;升降安装座2005;
50.横梁300;一号电机301;一号齿条302;一号光轴导轨303;横梁安装板304;一号滚轮组件305;一号齿轮306;
51.直角座400;二号电机401;二号齿条402;二号导轨403;
52.切割刀头600;单动刀头气缸601;减速电机602。
具体实施方式
53.下面结合附图并通过实施例对本实用新型作进一步的详细说明,以下实施例是对本实用新型的解释而本实用新型并不局限于以下实施例。
54.实施例。
55.参见图1至图10。
56.本实施例中公开了一种全自动双梁玻璃激光打标切割设备,包括机架1、激光器2、一号x轴移动梁组件3a、二号x轴移动梁组件3b、一号y轴移动机构4a、二号y轴移动机构4b、一号光纤寻边探头5a、二号光纤寻边探头5b、切割头机构6、测厚传感器7、玻璃升降输送机构8和中央控制器。该设备所处的空间直角坐标系参照图1中所示的坐标系。
57.本实施例中,机架1上安装有用于承载待加工玻璃的玻璃承载平台100;玻璃升降输送机构8安装在机架1上,其用于将玻璃输送到玻璃承载平台100上,或者将玻璃承载平台100上的玻璃向上抬升后向外输出,玻璃升降输送机构8是通过输送带对玻璃进行输送的,至于玻璃升降输送机构8的具体结构及工作原理参考现有技术。
58.本实施例中,一号x轴移动梁组件3a、二号x轴移动梁组件3b均位于玻璃承载平台100的上方,并且能沿x轴方向移动地安装在机架1上;一号y轴移动机构4a和二号y轴移动机构4b结构相同,一号y轴移动机构4a能沿y轴方向移动地安装在一号x轴移动梁组件3a上,二号y轴移动机构4b能沿y轴方向移动地安装在二号x轴移动梁组件3b上;激光器2、一号光纤寻边探头5a和测厚传感器7均安装在一号y轴移动机构4a上,其中激光器2通过激光器升降机构200能上下升降可调地安装在一号y轴移动机构4a上;切割头机构6和二号光纤寻边探
头5b安装在二号y轴移动机构4b上。
59.本实施例中,中央控制器分别与激光器2、激光器升降机构200、一号x轴移动梁组件3a、二号x轴移动梁组件3b、一号y轴移动机构4a、二号y轴移动机构4b、一号光纤寻边探头5a、二号光纤寻边探头5b、切割头机构6和测厚传感器7进行通信连接。
60.本实施例中,具体地讲,一号x轴移动梁组件3a、二号x轴移动梁组件3b结构相同,均包括横梁300、一号电机301、一号齿条302和一号光轴导轨303。横梁300沿y轴方向布置,其两端均安装有竖向的横梁安装板304。一号电机301采用伺服电机,其设置两个,分别与两个横梁安装板304连接。一号齿条302和一号光轴导轨303均设置两根,两根一号齿条302沿x轴方向分别安装在机架1的两侧,两根一号光轴导轨303沿x轴方向布置分别安装在机架1的两侧。每个横梁安装板304所面向机架1的那一侧均安装有用于和一号光轴导轨303相匹配的一号滚轮组件305,以及安装有用于与一号齿条302相啮合的一号齿轮306。
61.本实施例中,一号滚轮组件305包括一个v型滚轮和一个平面滚轮,v型滚轮在上,平面滚轮在下,一号光轴导轨303由两者进行夹持,从而保证了横梁300顺畅移动。
62.本实施例中,一号电机301通过同步带传动的方式驱动一号齿轮306转动,一号齿轮306与一号齿条302啮合,进而带动横梁300沿x轴方向移动。
63.本实施例中,为了使安装结构简化,一号x轴移动梁组件3a、二号x轴移动梁组件3b共用一套一号齿条302和一号光轴导轨303。
64.本实施例中,一号y轴移动机构4a、二号y轴移动机构4b结构相同,均包括直角座400、二号电机401、二号齿条402和二号导轨403。二号导轨403设置两根,沿y轴方向安装在横梁300的侧壁面上;二号齿条402沿y轴方向安装在横梁300的顶面上或者与二号导轨403布置一样、设置在横梁300的侧壁面上,在本实施例中,选用将二号齿条402沿y轴方向安装在横梁300的顶面上。直角座400的竖直面的背面安装有两个分别与两根二号导轨403配合安装的二号直线滑块;二号电机401也是选用伺服电机,呈竖向安装在直角座400的水平面上,其输出轴端部安装有与二号齿条402啮合的二号齿轮。启动二号电机401,通过二号齿轮与二号齿条402的啮合,从而带动直角座400沿着二号导轨403做y轴方向移动。
65.本实施例中,激光器升降机构200、一号光纤寻边探头5a、测厚传感器7均安装在一号y轴移动机构4a中的直角座400的竖直面外侧;切割头机构6、二号光纤寻边探头5b安装在二号y轴移动机构4b中的直角座400的竖直面外侧。激光器2安装在激光器升降机构200上,激光器2能产生激光,从而在玻璃表面进行熔融打标,一号光纤寻边探头5a、二号光纤寻边探头5b均是用于检测查找玻璃的边沿,切割头机构6用于对玻璃进行切割,测厚传感器7用于检测玻璃的厚度。
66.本实施例中,具体地讲,激光器升降机构200包括导轨基座2001、三号电机2002、三号导轨组件2003、丝杆螺母组件2004和升降安装座2005。导轨基座2001沿z轴方向安装于直角座400的竖直面外侧;三号电机2002和三号导轨组件2003均与导轨基座2001连接,其中三号导轨组件2003中的三号滑块与升降安装座2005连接;三号电机2002与丝杆螺母组件2004中的丝杆传动连接,丝杆螺母组件2004中的螺母与升降安装座2005连接;激光器2安装在升降安装座2005上。启动三号电机2002,通过丝杆螺母组件2004能驱动升降安装座2005沿着三号导轨组件2003做z轴方向的升降移动。
67.本实施例中,具体地讲,切割头机构6包括切割刀头600、单动刀头气缸601和减速
电机602,单动刀头气缸601具有双头,单动刀头气缸601沿z轴方向安装在直角座400的竖直面外侧,减速电机602与单动刀头气缸601的气缸杆顶端连接,切割刀头600与单动刀头气缸601的气缸杆底端连接。切割刀头600既能旋转运动又能上下升降移动。
68.本实施例中,全自动双梁玻璃激光打标切割设备的工作方法步骤如下:
69.步骤1.通过中央控制器设定设备工作参数;工作参数包括玻璃输送速度参数、一号x轴移动梁组件x轴方向运行速度参数、二号x轴移动梁组件x轴方向运行速度参数、一号y轴移动机构y轴方向运行速度参数、二号y轴移动机构y轴方向运行速度参数、激光器升降机构升降参数、一号x轴移动梁组件和一号y轴移动机构与激光器升降机构原点位置参数、工件停位参数;
70.步骤2.启动本双梁玻璃激光打标切割设备并初始化;
71.步骤3.中央控制器通过与erp系统的联接获得规格参数;规格参数包括玻璃规格参数、切割版图参数、标识位置参数、标识图形参数、标识大小参数、激光器升降机构升降停位参数、起始位置参数;
72.步骤4.玻璃升降输送机构8工作,使玻璃原片进入设备,到达工作参数位置,将玻璃置于玻璃承载平台100上;
73.步骤5.一号x轴移动梁组件3a和一号y轴移动机构4a开始工作,根据规格参数移动到参数内的近似位置,安装于一号y轴移动机构4a上的一号光纤寻边探头5a工作,一号x轴移动梁组件3a和一号y轴移动机构4a继续工作微调,使一号光纤寻边探头5a感应到玻璃原片在x轴方向与y轴方向最边部,此处对照设置为规格参数内的起始位置;
74.步骤6.安装于一号y轴移动机构4a上的测厚传感器7工作,确认玻璃原片的厚度;
75.步骤7.激光器升降机构200工作,移动到工作参数位置;
76.步骤8.一号x轴移动梁组件3a和一号y轴移动机构4a工作,根据规格参数移动到设置位置;
77.步骤9.激光器2在玻璃表面进行熔融加工规格参数设置的标识;
78.步骤10.中央控制器根据参数确认此件玻璃原片是否激光打标加工完成,若是,则转步骤11,反之转步骤8;
79.步骤11.一号x轴移动梁组件3a和一号y轴移动机构4a工作,根据规格参数移动到设置位置;
80.步骤12.二号x轴移动梁组件3b和二号y轴移动机构4b工作,根据规格参数移动到参数内的近似位置,安装于二号y轴移动机构4b上的一号光纤寻边探头5b工作,二号x轴移动梁组件3b和二号y轴移动机构4b继续工作微调,使二号光纤寻边探头5b感应到玻璃原片在x轴方向与y轴方向最边部,此处对照设置为切割规格参数内的起始位置;
81.步骤13.二号x轴移动梁组件3b和二号y轴移动机构4b工作,根据规格参数移动到设置位置;
82.步骤14.安装在二号y轴移动机构4b上的切割头机构6工作,切割刀头600伸出至接触工件;
83.步骤15.二号x轴移动梁组件3b和二号y轴移动机构4b工作,根据规格参数移动带动切割头机构6进行切割加工;
84.步骤16.切割加工完成后,切割刀头600回到原始位置;
85.步骤17. 二号x轴移动梁组件3b和二号y轴移动机构4b工作,回到工作参数设置位置;
86.步骤18. 玻璃升降输送机构8工作,使玻璃原片离开设备。
87.本实施例中,具体地讲,在步骤11中,若所识别的标识无法识别,则转步骤9,在识别核对正确后转步骤3;若所识别的标识可以识别与规格参数设置的参数相同,则转步骤8,直至规格参数设置的参数执行完成后转步骤12;若所识别的标识可以识别但与规格参数数据不同,则转步骤18。
88.本全自动双梁玻璃激光打标切割设备既能对玻璃原片进行激光打码又能进行切割,实现一机多用,大大降低了玻璃生产厂家的设备投入成本以及减少了设备的占地面积,具有很好的应用前景。
89.虽然本实用新型已以实施例公开如上,但其并非用以限定本实用新型的保护范围,任何熟悉该项技术的技术人员,在不脱离本实用新型的构思和范围内所作的更动与润饰,均应属于本实用新型的保护范围。