1.本实用新型涉及胶带技术领域,具体为一种胶带生产用防散乱的批量转运装置。
背景技术:
2.胶带通常用于对箱体包装的封装工具,可有效的避免箱体在运输和储存时,导致其内部商品受到损伤的问题;
3.公开号cn210213245u公开的一种防护胶带生产用转运装置,槽体铰接在槽底板座上,可将槽体旋转至与槽底板座相垂直的状态,便于将防护胶带放置在胶带放置杆上,放置完毕后,再将槽体旋转至与槽底板座相平行状态,使得防护胶带在运输过程中不会产生堆积现象,且能使得防护胶带保持较好的稳定性,但其在使用过程中依然存在着缺陷,例如,此装置不便于对批量绕卷的胶带进行转运,从而严重降低了胶带生产加工的效率;
4.因此我们便提出了胶带生产用防散乱的批量转运装置能够很好的解决以上问题。
技术实现要素:
5.本实用新型的目的在于提供一种胶带生产用防散乱的批量转运装置,以解决上述背景技术提出的目前市场上胶带转运装置在使用过程中,不便于对批量绕卷的胶带进行转运,从而严重降低了胶带生产加工效率的问题。
6.为实现上述目的,本实用新型提供如下技术方案:一种胶带生产用防散乱的批量转运装置,包括:
7.框体,框体右侧内部均轴承连接有活动轴,所述活动轴为等距分布,框体外侧呈弧形状,蜗轮固定在所述活动轴外侧,所述活动轴与蜗轮呈一一对应关系;
8.万向轮,具有滚动功能的万向轮通过螺栓固定在所述框体底部,控制板安装在所述框体上方右侧;
9.连接框,可对零件固定的连接框焊接固定在所述框体右侧,伺服电机安装在所述连接框顶部;
10.主轴,主轴轴承连接在所述连接框内侧顶部,具有传动功能的锥形齿轮组固定在所述主轴外侧。
11.优选的,转板焊接固定在所述活动轴外侧,滑槽开设在所述框体左侧内部,所述滑槽与所述转板构成滑动结构,上述结构的设计,使得通过活动轴旋转有效的带动转板旋转。
12.优选的,竖杆均焊接固定在所述框体上方,蜗杆固定在所述锥形齿轮组左侧内部,固定块焊接固定在所述蜗杆右端外侧,上述结构的设计,使得通过竖杆能够有效的将绕卷完成的胶带贯穿卡合在其外侧进行限位,从而防止了胶带在运转过程中产生散乱的问题。
13.优选的,滑块卡合在所述蜗杆右端外侧,可对滑块进行限位的限位块焊接在所述蜗杆外侧,永磁铁固定在所述限位块左侧,上述结构的设计,利用蜗杆旋转有效的带动蜗轮旋转,增加了整体的传动效果。
14.优选的,所述滑块与所述蜗杆右端外侧构成滑动结构,所述滑块与所述固定块构
成卡合结构,所述滑块与所述限位块均为电磁铁,且所述滑块与所述限位块磁极相斥,上述结构的设计,使得通过滑块与固定块的卡合固定,能够间歇的进行限位,从而能够根据人们的需要来控制蜗杆的旋转。
15.与现有技术相比,本实用新型的有益效果是:该胶带生产用防散乱的批量转运装置;
16.(1)设置有限位块与滑块,利用电磁铁材质的限位块与滑块在通电流和断电流的状态下,使得滑块配合着蜗杆有效的与固定块相互卡合固定,进而在主轴和锥形齿轮组旋转的作用下,能够依次的使得接框内侧每一层的蜗杆进行旋转,以上结构能够根据人们对每一层胶带的摆放,来控制每一层蜗杆的旋转,增加了整体的便捷性;
17.(2)设置有转板和竖杆,利用蜗杆的旋转能够有效的带动蜗轮和转板旋转,从而便于了人们将绕卷好的胶带贯穿插入竖杆外侧,进行限位摆放,进而防止了胶带在批量摆放运转时产生散乱的现象。
附图说明
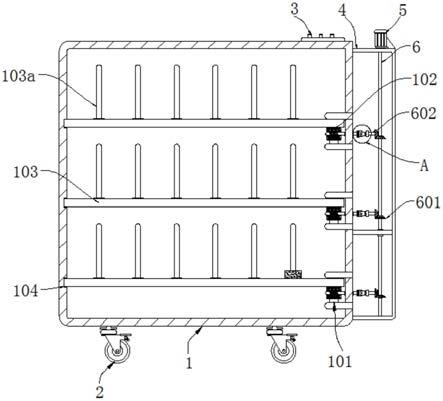
18.图1为本实用新型主剖结构示意图;
19.图2为本实用新型俯剖结构示意图;
20.图3为本实用新型蜗轮与蜗杆的安装结构示意图;
21.图4为本实用新型主轴与锥形齿轮组的安装结构示意图;
22.图5为本实用新型图1中a处放大结构示意图。
23.图中:1、框体;101、活动轴;102、蜗轮;103、转板;103a、竖杆;104、滑槽;2、万向轮;3、控制板;4、连接框;5、伺服电机;6、主轴;601、锥形齿轮组;602、蜗杆;603、固定块;604、滑块;605、限位块;605a、永磁铁。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
25.请参阅图1-5,本实用新型提供一种技术方案:一种胶带生产用防散乱的批量转运装置,包括:
26.框体1,框体1右侧内部均轴承连接有活动轴101,活动轴101为等距分布,框体1外侧呈弧形状,蜗轮102固定在活动轴101外侧,活动轴101与蜗轮102呈一一对应关系;
27.万向轮2,具有滚动功能的万向轮2通过螺栓固定在框体1底部,控制板3安装在框体1上方右侧;
28.连接框4,可对零件固定的连接框连接框4焊接固定在框体1右侧,伺服电机5安装在连接框4顶部;
29.主轴6,主轴6轴承连接在连接框4内侧顶部,具有传动功能的锥形齿轮组601固定在主轴6外侧。
30.转板103焊接固定在活动轴101外侧,滑槽104开设在框体1左侧内部,滑槽104与转
板103构成滑动结构,竖杆103a均焊接固定在框体1上方,蜗杆602固定在锥形齿轮组601左侧内部,固定块603焊接固定在蜗杆602右端外侧,滑块604卡合在蜗杆602右端外侧,可对滑块604进行限位的限位块605焊接在蜗杆602外侧。
31.如图1-5所示,先将整个转运装置通过推手并配合着底部的万向轮2移动到胶带绕卷加工处,接着启动框体1上方右侧的控制板3,使得框体1内侧上方材质为电磁铁的限位块605与滑块604连通电流,当限位块605与滑块604连通电流后会产生磁性,且两者磁极相斥,从而使得限位块605与滑块604在通电流的情况下,使得滑块604配合着蜗杆602迅速向右侧移动,进而使得滑块604有效的与固定块603相互卡合固定,然后启动连接框4上方的伺服电机5驱动主轴6旋转,通过主轴6旋转带动锥形齿轮组601旋转,在锥形齿轮组601旋转的过程中能够有效的带动蜗杆602旋转,从而通过蜗杆602旋转的作用下,能够有效的使其后侧蜗轮102旋转,通过蜗轮102旋转能够有效的带动转板103旋转,从而在转板103旋转的作用下,能够有效的使其上方的竖杆103a移动至外侧,如图2所示,当整个转板103和竖杆103a旋转至框体1外侧时,再将绕卷好的胶带依次贯穿插入竖杆103a内侧,当竖杆103a插满胶带后,通过以上步骤使得伺服电机5驱动主轴6反向旋转,从而使得插满胶带的第一层转板103和竖杆103a反向旋转复位到框体1内侧,以上结构通过第一层的转板103和竖杆103a就能转运多数的绕卷胶带,增加了整体的实用性和便捷性;
32.永磁铁605a固定在所述限位块605左侧,滑块604与蜗杆602右端外侧构成滑动结构,滑块604与固定块603构成卡合结构,滑块604与固定块603均为电磁铁,且滑块604与固定块603磁极相斥。
33.如图1所示,为了使得框体1内侧每一层转板103和竖杆103a都能插上胶带,使得整个装置的转运胶带的数量更大,通过控制板3断掉框体1内侧第一层电磁铁材质的限位块605与滑块604的电流,此时滑块604通过限位块605左侧永磁铁605a的磁性吸力会迅速将滑块604进行复位,然后通过以上步骤,使得框体1内侧第二层的转板103和竖杆103a向后旋转,并将胶带依次的贯穿插入竖杆103a外侧,将第二层的竖杆103a插满后,同样通过以上步骤对其进行复位。
34.工作原理:在使用该胶带生产用防散乱的批量转运装置时,首先如图1-5所示,先通过控制板3使得框体1内侧上方材质为电磁铁的限位块605与滑块604连通电流,利用限位块605与滑块604两者磁极相斥的原理,使得滑块604配合着蜗杆602迅速向右侧移动,进而使得滑块604有效的与固定块603相互卡合固定,利用主轴6旋转带动锥形齿轮组601、蜗杆602、转板103和竖杆103a同时向后侧翻转,从而便于了人们将绕卷好的胶带依次贯穿插入竖杆103a内侧,以上结构通过第一层的转板103和竖杆103a就能转运多数量的绕卷胶带,增加了整体的实用性和便捷性;
35.如图1所示,通过控制板3断掉框体1内侧第一层电磁铁材质的限位块605与滑块604的电流,使得滑块604通过限位块605左侧永磁铁605a的磁性吸力,会迅速将滑块604进行复位,再利用上方的步骤,使得框体1内侧第二层的转板103和竖杆103a向后旋转,并将胶带依次的贯穿插入竖杆103a外侧,将第二层的竖杆103a插满后,同样通过以上步骤对其进行复位,最后再通过以上步骤,进行三层的胶带放置,以上结构通过一个转运装置便可对批量的胶带进行转运,从而完成一系列工作,本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
36.尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。