1.本实用新型属于玻璃二次成型设备领域,具体涉及一种玻璃搓棒装置。
背景技术:
2.目前的搓棒机可将玻璃坯料二次搓棒成型为需要尺寸产品。现有的搓棒机包括成型机构、上溜槽、定型机构和下溜槽;成型机构包括三根可转动设置的成型辊,三根成型辊彼此对应并能够相对靠近或远离,且三根成型辊之间形成有产品成型区域;定型机构包括两根可转动设置的定型辊,两根定型辊彼此对应并能够相对靠近或远离,且两根定型辊之间形成有产品定型区域;成型机构的出料部位通过上溜槽与定型机构的进料部位对应衔接,定型机构的出料部位与下溜槽的进料部位相对应。
3.采用现有的搓棒机将玻璃坯料二次搓棒成型的过程是:先将玻璃坯料软化后通过一个倾斜的送料溜槽滑滚到成型机构的产品成型区域,成型机构的成型辊对玻璃坯料进行滚动成型并冷却,待成型到目标尺寸后玻璃棒产品通过上溜槽滑落到定型机构的产品定型区域处继续冷却定型,定型结束后玻璃棒产品通过下溜槽滑滚进入退火炉或收集箱中。
4.由于软化后的玻璃坯料形态变形,当其通过送料溜槽滑滚到产品成型区域时,掉落的姿态各异、位置变化大,容易产生卡阻或成型不良等问题,因此上述成型过程中需要操作人员随时调整玻璃坯料在成型辊上的姿态和位置。操作人员需要一直坚守在搓棒成型机前面,且注意力必须集中,以便及时用工具拨动玻璃坯料使其在对正放置在产品成型区域,并使玻璃坯料处于产品成型区域的中间部位,避免因偏离中部成型而导致产品表面冷热不均或与安装成型辊的轴承碰撞产生质量缺陷。人工调整不仅劳动强度大,而且由于搓棒机的成型机构和定型机构都有天燃气进行加热,故设备和现场气温较高,工作环境恶劣,对操作人员的健康和安全不利。
技术实现要素:
5.本实用新型要解决的技术问题是提供一种可降低人工劳动强度并能够提高生产安全性的玻璃搓棒装置。
6.本实用新型解决其技术问题所采用的技术方案是:玻璃搓棒装置,包括成型机构、上溜槽、定型机构和下溜槽;所述成型机构包括三根可转动设置的成型辊,三根成型辊彼此对应并能够相对靠近或远离,且三根成型辊之间形成有产品成型区域;所述定型机构包括两根可转动设置的定型辊,两根定型辊彼此对应并能够相对靠近或远离,且两根定型辊之间形成有产品定型区域;所述成型机构的出料部位通过上溜槽与定型机构的进料部位对应衔接,所述定型机构的出料部位与下溜槽的进料部位相对应;还包括坯料调整机构,所述坯料调整机构能够对产品成型区域处的玻璃坯料的姿态和位置进行调整。
7.进一步的是,所述坯料调整机构包括校位部件和校形部件;所述校位部件为两个并分别设置在产品成型区域的左右两侧,所述校位部件包括校位气缸和设置在校位气缸的伸缩端上的校位爪,所述校位爪的爪部处于产品成型区域的侧部;所述校形部件包括校形
气缸和设置在校形气缸的伸缩端上的校形爪,所述校形爪上设有坯料校形卡口,所述坯料校形卡口处于产品成型区域的侧部。
8.进一步的是,所述校位部件还包括与成型辊平行的轨道,所述校位爪与轨道可滑动地连接在一起。
9.进一步的是,该玻璃搓棒装置还包括送料溜槽,所述送料溜槽的出料部位与成型机构的进料部位相对应。
10.进一步的是,所述下溜槽的出料部位上设置有下溜槽闸。
11.进一步的是,所述下溜槽闸包括设置在下溜槽的出料部位上的闸架、设置在闸架上并可上下运动的闸门以及竖向设置的闸门气缸,所述闸门气缸的伸缩端与闸门连接。
12.本实用新型的有益效果是:该玻璃搓棒装置通过设置的坯料调整机构,能够代替人工对成型区域处的玻璃坯料的姿态和位置进行调整,不仅有效降低了人工劳动强度,并利于改善操作人员的工作环境,提高生产的安全性,而且可以提高所成型的玻璃棒产品的质量和一致性,保证了生产的可靠性和稳定性。
附图说明
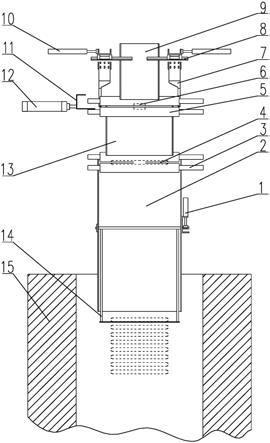
13.图1是本实用新型的实施结构示意图;
14.图中标记为:闸门气缸1、下溜槽2、定型辊3、玻璃棒产品4、成型辊5、玻璃坯料6、校位爪7、轨道8、送料溜槽9、校位气缸10、校形爪11、校形气缸12、上溜槽13、下溜槽闸14、隧道退火炉15。
具体实施方式
15.下面结合附图对本实用新型作进一步的说明。
16.首先需要说明的是,本文涉及到的“左”、“右”、“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述,而不是指示或暗示所指的装置或部件必须具有特定的方位、以特定的方位构造和操作。
17.如图1所示,玻璃搓棒装置,包括成型机构、上溜槽13、定型机构和下溜槽2;所述成型机构包括三根可转动设置的成型辊5,三根成型辊5彼此对应并能够相对靠近或远离,且三根成型辊5之间形成有产品成型区域;所述定型机构包括两根可转动设置的定型辊3,两根定型辊3彼此对应并能够相对靠近或远离,且两根定型辊3之间形成有产品定型区域;所述成型机构的出料部位通过上溜槽13与定型机构的进料部位对应衔接,所述定型机构的出料部位与下溜槽2的进料部位相对应;还包括坯料调整机构,所述坯料调整机构能够对产品成型区域处的玻璃坯料6的姿态和位置进行调整。
18.该玻璃搓棒装置通过设置的坯料调整机构,能够代替人工对成型区域处的玻璃坯料6的姿态和位置进行调整,确保玻璃坯料6对正放置在产品成型区域,并处于产品成型区域的中间部位;对于坯料调整机构的控制,可以是通过控制系统根据与产品成型区域对应设置的检测设备检测到的玻璃坯料6的姿态和位置情况进行自动控制,还可以是通过设置控制室,由操作人员在控制室内通过控制器进行操控。通过坯料调整机构不仅有效降低了人工劳动强度,并利于改善操作人员的工作环境,提高生产的安全性,而且可以提高所成型的玻璃棒产品的质量和一致性,保证了生产的可靠性和稳定性。
19.其中,成型机构主要用于将玻璃坯料6搓成玻璃棒产品4,成型辊5一般通过轴承可转动地设置在机架上;上溜槽13主要用于将成型机构成型的玻璃棒产品4输送到定型机构的产品定型区域,其一般倾斜设置;定型机构主要用于对玻璃棒产品4进行冷却定型,定型辊3一般通过轴承可转动地设置在机架上;下溜槽2主要用于将冷却定型的玻璃棒产品4输送到退火炉或收集箱中;退火炉优选为隧道退火炉15,通常使下溜槽2的出料部位与隧道退火炉15的网带相对应。
20.坯料调整机构主要用于对产品成型区域处的玻璃坯料6的姿态和位置进行调整,其可以为多种,例如:机械手、推料装置、天车等等。
21.为了节约成本并确保对玻璃坯料6的调整效果,优选再如图1所示,所述坯料调整机构包括校位部件和校形部件;所述校位部件为两个并分别设置在产品成型区域的左右两侧,所述校位部件包括校位气缸10和设置在校位气缸10的伸缩端上的校位爪7,所述校位爪7的爪部处于产品成型区域的侧部;所述校形部件包括校形气缸12和设置在校形气缸12的伸缩端上的校形爪11,所述校形爪11上设有坯料校形卡口,所述坯料校形卡口处于产品成型区域的侧部。
22.上述结构的坯料调整机构,结构简单、安装制作方便,并利于操控。工作时,校形气缸12可推动校形爪11朝向产品成型区域处的玻璃坯料6运动,利用校形爪11的坯料校形卡口调整软化的玻璃坯料6的姿态,使玻璃坯料6对正放置在产品成型区域;校位气缸10可推动校位爪7朝向产品成型区域处的玻璃坯料6运动,利用校位爪7的爪部将玻璃坯料6推动至产品成型区域的中间部位;玻璃坯料6偏向产品成型区域的左侧时,由处于左侧的校位爪7进行推动;玻璃坯料6偏向产品成型区域的右侧时,由处于右侧的校位爪7进行推动。
23.在上述基础上,为了对校位爪7进行导向,提高其调整玻璃坯料6位置的精度,所述校位部件还包括与成型辊5平行的轨道8,所述校位爪7与轨道8可滑动地连接在一起。校位爪7与轨道8可滑动连接的方式可以为多种,例如:通过导槽配合、通过与轨道8上的滑块连接等等。
24.具体的,该玻璃搓棒装置还包括送料溜槽9,所述送料溜槽9的出料部位与成型机构的进料部位相对应。送料溜槽9主要用于将软化的玻璃坯料6输送至产品成型区域,送料溜槽9一般倾斜设置。
25.为了对玻璃棒产品4的出料进行有效控制,通常在下溜槽2的出料部位上设置有下溜槽闸14。下溜槽闸14的结构可以为多种,为了节约成本并方便操控,再如图1所示,优选将下溜槽闸14设置为如下结构,即下溜槽闸14包括设置在下溜槽2的出料部位上的闸架、设置在闸架上并可上下运动的闸门以及竖向设置的闸门气缸1,所述闸门气缸1的伸缩端与闸门连接。