一种阻燃型tpo防水卷材及其制备工艺
技术领域
1.本发明涉及防水技术领域,具体涉及一种阻燃型tpo防水卷材及其制备工艺。
背景技术:
2.tpo防水卷材是一种新的环保型高分子防水材料,由于其优异的物理力学性能、可靠的安装性及经过长期使用所证实的卓越表现,tpo防水卷材已经获得了广泛认可。在单层屋面防水系统中,tpo防水卷材具有epdm防水卷材优异的耐候和低温性能和pvc防水卷材优异的焊接施工性能、且tpo防水卷材中不含有氯元素和增塑剂,在加工过程中没有有害挥发物产生,因而具有长期的耐候性和热稳定等。由于tpo的氧指数(oi)只有18%,本身具有燃烧性,并且在燃烧的过程中会产生滴落和发烟现象。
3.tpo防水卷材在施工时,通常采用机械固定和热风焊接两种方式,但是机械固定效果差,难以将卷材搭接边完全固定不留缝隙,因而热风焊接成为主流施工方式。但是热风焊接时卷材在高温状态下容易引发火灾风险,而且tpo屋面防水卷材为外露使用,潜在着由于防水层引起火灾的隐患,因此,tpo绿色阻燃防水卷材的研发已成为当今亟待解决的问题。
技术实现要素:
4.本发明针对现有技术的不足,提供一种阻燃型tpo防水卷材及其制备工艺,通过该工艺制得的防水卷材能降低施工时发生火灾的概率,安全环保好。
5.本发明的技术方案是这样实现的:一种阻燃型tpo防水卷材,其特征在于,包括以下质量分的成分:橡胶40~60份、热塑性聚烯烃合成树脂15~35份、阻燃剂15~25份、改性填料10~25份、抗氧剂0.1~0.5份、消泡剂2~5份、陶土1~3份。
6.较优的,所述阻燃剂为氢氧化镁、氢氧化铝、碳酸镁水合物、十溴二苯乙烷、硼酸锌、氧化锑中的一种或多种。
7.所述改性填料为纳米碳酸钙、方解石、滑石粉中的一种或几种。
8.所述抗氧剂为受阻酚类抗氧剂、芳香胺类抗氧剂、硫代酯类抗氧剂、亚磷酸酯类抗氧剂中的一种或多种。
9.较优的,所述热塑性聚烯烃合成树脂包括聚丙烯、聚乙烯、高密度聚乙烯、线性低密度聚乙烯的一种或多种。
10.较优的,所述橡胶包括三元乙丙橡胶、丁晴橡胶或丁基橡胶的一种或多种。
11.本发明还公开了该基阻燃型tpo防水卷材的制备工艺,其特征在于,包括以下步骤:
12.s1)、按配方的重量份准备好的各原料混料后投入搅拌装置中,后送至上料机内,再送至热风干燥装置中进行干燥,干燥后的物料通过上料机输送至进料缓冲仓;
13.s2)、干燥后物料送至挤出装置进行熔融塑化、挤出成型,所述挤出温度185~220℃;
14.s3)、将步骤s2中熔化的材料通过压光机进行定型成片材,定型过程中通过温控装
置进行控温;
15.s4)、将s3中的产品片材牵引冷却、纠偏、切边、裁剪并进行收卷,包装制备成防水卷材成品。
16.所述搅拌装置为搅拌机,所述热风干燥装置为热风干燥机,挤出装置为双螺杆挤出机。
17.本发明解决了背景技术中存在的缺陷,具有以下有益效果:
18.本发明提供一种阻燃型tpo防水卷材及其制备工艺,通过该工艺制得的防水卷材能降低施工时发生火灾的概率,安全环保好。本发明的tpo防水卷材不但具有聚丙烯的可焊接性,及优异的耐高低温性能,在较高温度下仍保持机械强度,而且通过添加适用于tpo卷材体系的填充性能较佳改性填料及阻燃性能优良的阻燃混合物,再配合使用抗氧剂、消泡剂,保障产品的耐候,使制成的防水卷材阻燃性能好,燃烧性能等级达到不燃级,因此可采用热空气焊接,接缝结合牢固,封闭严密,安装可靠快速。
具体实施方式
19.实施例1
20.一种阻燃型tpo防水卷材,包括以下质量分的成分:三元乙丙橡胶20份、丁晴橡胶30份、聚丙烯15份(pp)、高密度聚乙烯(hdpe)15份、氢氧化镁5份、氢氧化铝10份、硼酸锌5份、纳米碳酸钙15份、抗氧剂0.3份、消泡剂3份、陶土2份。
21.该阻燃型tpo防水卷材的制备工艺的制备方法,包括以下步骤:
22.s1)、按配方的重量份准备好的各原料混料后投入搅拌机中,后送至上料机内,再送至热风干燥机中进行干燥,干燥后的物料通过上料机输送至进料缓冲仓;
23.s2)、干燥后物料送至双螺杆挤出机进行熔融塑化、挤出成型,所述挤出温度185~220℃;
24.s3)、将步骤s2中熔化的材料通过压光机进行定型成片材,定型过程中通过温控装置进行控温;
25.s4)、将s3中的产品片材牵引冷却、纠偏、切边、裁剪并进行收卷,包装制备成防水卷材成品。
26.本发明的实施过程是:本发明的tpo防水卷材不但具有聚丙烯的可焊接性,及优异的耐高低温性能,在较高温度下仍保持机械强度,而且通过添加适用于tpo卷材体系的填充性能较佳改性填料及阻燃性能优良的阻燃混合物,再配合使用抗氧剂、消泡剂,保障产品的耐候,使制成的防水卷材阻燃性能好,燃烧性能等级达到不燃级,因此可采用热空气焊接,接缝结合牢固,封闭严密,安装可靠快速。
27.实施例2
28.一种阻燃型tpo防水卷材,包括以下质量分的成分:三元乙丙橡胶20份、丁基橡胶20份、聚乙烯(pe)10份、线性低密度聚乙烯(lldpe)10份、碳酸镁水合物5份、氢氧化铝5份、三氧化二锑5份、滑石粉10份、抗氧剂0.1份、消泡剂2份、陶土1份。
29.该阻燃型tpo防水卷材的制备工艺的制备方法,包括以下步骤:
30.s1)、按配方的重量份准备好的各原料混料后投入搅拌机中,后送至上料机内,再送至热风干燥机中进行干燥,干燥后的物料通过上料机输送至进料缓冲仓;
31.s2)、干燥后物料送至双螺杆挤出机进行熔融塑化、挤出成型,所述挤出温度185~220℃;
32.s3)、将步骤s2中熔化的材料通过压光机进行定型成片材,定型过程中通过温控装置进行控温;
33.s4)、将s3中的产品片材牵引冷却、纠偏、切边、裁剪并进行收卷,包装制备成防水卷材成品。
34.实施例3
35.一种阻燃型tpo防水卷材,包括以下质量分的成分:三元乙丙橡胶30份、丁基橡胶30份、聚丙烯(pp)15份、聚乙烯(pe)20份、十溴二苯乙烷10份、氢氧化铝5份、氧化锑10份、纳米碳酸钙25份、抗氧剂0.5份、消泡剂5份、陶土3份。
36.该阻燃型tpo防水卷材的制备工艺的制备方法,包括以下步骤:
37.s1)、按配方的重量份准备好的各原料混料后投入搅拌机中,后送至上料机内,再送至热风干燥机中进行干燥,干燥后的物料通过上料机输送至进料缓冲仓;
38.s2)、干燥后物料送至双螺杆挤出机进行熔融塑化、挤出成型,所述挤出温度185~220℃;
39.s3)、将步骤s2中熔化的材料通过压光机进行定型成片材,定型过程中通过温控装置进行控温;
40.s4)、将s3中的产品片材牵引冷却、纠偏、切边、裁剪并进行收卷,包装制备成防水卷材成品。
41.对比试验例:
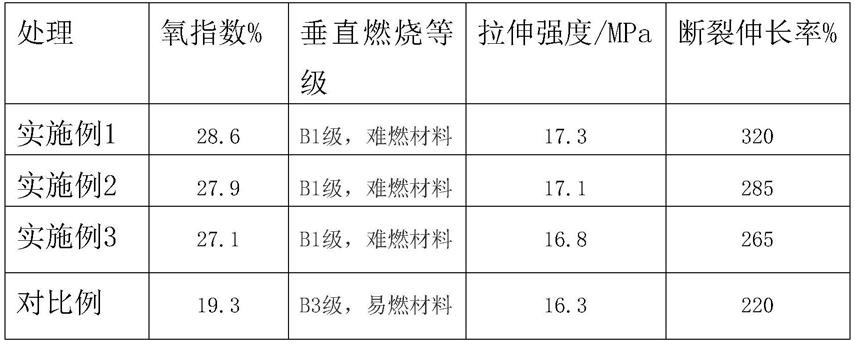
42.以实施例1~3的样品作为实施例,现有市场上购买的普通tpo防水卷材作为对比例,分别性能测试进行氧指数、燃烧等级和卷材力学性能测试。燃烧等级按《建筑材料及制品燃烧性能分级》(gb8624-2012)进行评测;结果如表1所示:
43.表1
[0044][0045]
测试结果表明:本发明制得的阻燃型tpo防水卷材的氧指数达到27.1%以上,防火等级达到b1级,难燃材料,相比于对比例普通的tpo防水卷材,本发明的阻燃型tpo防水卷材阻燃性能有了大幅度提高,其他力学性能也显著增强了。
[0046]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。