9.5:1发酵至结束。
16.在可选的实施方式中,发酵过程采用三段分级通氧的方式,发酵开始后前5-8h内,每小时通风量是控制空气体积与发酵醪液体积比为6.0-7.5:1,随后按照体积比为7.0-9.5:1进行发酵至酸度值大于等于5.0g/100ml,然后按照体积比为6.0-7.5:1发酵至结束。
17.在可选的实施方式中,用于进行发酵的发酵罐包括罐体和包覆于罐体上的夹套冷却结构,利用夹套冷却结构通过冷却水进行冷却,夹套冷却结构上还套设有聚氨酯保温层;罐体内高径比为1.0-1.8。
18.在可选的实施方式中,罐体的顶部设置有排气口,且排气口上设置有汽水分离器,通过汽水分离器进行气液分离,以将液体物料返回罐体中。
19.在可选的实施方式中,罐体上设置有压缩空气导管,压缩空气导管从罐体的顶部侧壁进入罐体中,并延伸至罐体的底部,罐体内的底部还安装有自吸式叶轮,以通过自吸式叶轮对压缩空气导管出口输出的气体进行分散。
20.在可选的实施方式中,罐体的内壁上还安装有多个挡流板,多个挡流板间隔分布于罐体内,且每个挡流板均贴靠于罐体的内壁,以通过挡流板防止物料产生旋涡。
21.本发明具有以下有益效果:通过采用果酒和酒醋为发酵底物,接种醋酸菌后进行发酵至目标酸度和酒精度,通过控制混合发酵底物的酸度和酒精度,使发酵底物具备一定的酸性环境,有助于接种醋酸菌之后能够快速适应新环境,能够适应容积为20000l-28000l的大体积发酵罐,通过发酵得到满足工艺要求的果醋产品,进而实现了大体积发酵罐的发酵,显著降低了工艺成本。
附图说明
22.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
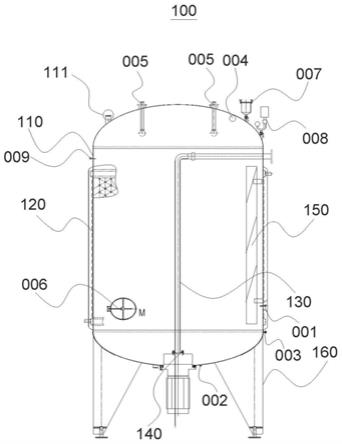
23.图1为本发明实施例提供的发酵罐的结构示意图;
24.图2为图1中发酵罐的俯视图。
25.主要元件符号说明:100-发酵罐;110-罐体;120-夹套冷却结构;111-排气口;130-压缩空气导管;140-自吸式叶轮;150-挡流板;160-支撑脚;001-温度传感器接口;002-底液位探头;003-无菌取样阀接口;004-视镜观看孔;005-旋转式cip清洗球;006-检修人孔;007-消泡剂添加漏斗;008-自动呼吸装置;009-高液位探头。
具体实施方式
26.为使本发明实施例的目的、技术方案和优点更加清楚,下面将对本发明实施例中的技术方案进行清楚、完整地描述。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
27.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是
本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
29.在本发明的描述中,需要说明的是,若出现术语“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
30.需要说明的是,在不冲突的情况下,本发明的实施例中的特征可以相互结合。
31.现有技术中一般都采用小发酵罐进行果醋的发酵,生产效率低下,成本高。若采用大容积发酵罐则会显著降低果醋的成品率,因此,大容积发酵罐的发酵难以大范围工业化应用,这也是困扰本领域技术人员的一大难题。
32.本发明实施例提供一种适用于大容量发酵罐的果醋发酵工艺,包括:采用果酒和酒醋为发酵底物,接种醋酸菌后进行发酵至酸度为4.6-6.5g/100ml,酒精度为<0.5%vol。通过采用混合发酵底物,使发酵底物具备一定的酸性环境,有助于接种醋酸菌之后能够快速适应新环境,能够适应容积为20000l-28000l的大体积发酵罐,通过发酵得到满足工艺要求的果醋产品。
33.具体地,发酵过程所采用的发酵罐的容积大于20000l,优选为20000l-28000l,发酵罐装液系数为0.7-0.8。
34.酒醋是指果醋发酵失败或提早发酵结束的产物,其含酒又含醋,酒醋的酒精度为≥0.5%vol;酸度为≤4.5g/100ml,果酒是指水果或果汁酒精发酵后的产物,果酒的酒精度为8-10%vol。混合发酵底物的酸度为0.7-1.5g/100ml,酒精度为4.0-5.5%vol。混合发酵底物的酸度和酒精度控制在上述范围内为宜,酸度过大过小均不利于发酵,若酸度过大则可能导致高酸度环境对菌种活性产生抑制作用,不利于菌种生长繁殖,酸度过小则菌种适应期延长,发酵周期相应延长,均时产酸下降,同时发酵过程中果酒酒精挥发量也会增多。
35.具体地,混合发酵底物的酸度可以为0.7g/100ml、0.8g/100ml、0.9g/100ml、1.0g/100ml、1.1g/100ml、1.2g/100ml、1.3g/100ml、1.4g/100ml、1.5g/100ml等,也可以为以上相邻酸度值之间的任意值;混合发酵底物的酒精度可以为4.0%vol、4.1%vol、4.2%vol、4.3%vol、4.4%vol、4.5%vol、4.6%vol、4.7%vol、4.8%vol、4.9%vol、5.0%vol、5.1%vol、5.2%vol、5.3%vol、5.4%vol、5.5%vol等,也可以为以上相邻酒精度之间的任意值。
36.需要补充的是,本发明实施例所提供的发酵工艺,在发酵过程中不添加任何的粮食及其副产物、糖类、酒精、有机酸及其他碳水化合物类辅料,也不需要添加任何发酵加工促进营养因子。
37.进一步地,醋酸菌的接种量与发酵底物的质量比为10-16:100,发酵温度为30-35℃。醋酸菌的接种量和发酵温度控制在上述范围内为宜,若醋酸菌接种量过大过小或者发酵温度过大过小,均不利于保证果醋发酵的成品率。如发酵温度低时,菌体生长缓慢,影响
醋酸发酵效率,适宜的温度会促进菌体生长,过高的温度会增强酸对菌体的伤害导致耐酸性下降。
38.具体地,醋酸菌的接种量与发酵底物的质量比为10:100、11:100、12:100、13:100、14:100、15:100、16:100等,也可以为以上相邻质量比之间的任意值;发酵温度可以为30℃、31℃、32℃、33℃、34℃、35℃等,也可以为以上相邻温度值之间的任意值。
39.在一些实施例中,醋酸菌的来源为两个不同的种子扩培罐及扩培基物,其中一份采用扩培基物酒精度为5.0-5.5%vol,可溶性固形物≥4%,另一份采用扩培基物酒精度为4.0-4.5%vol,可溶性固形物≥3.5%,扩培温度为30-35℃,扩培转接酸度1.5-2.5g/100ml。醋酸菌的来源为两个不同种子扩培罐,可提高菌种活性,避免单一菌种在传代过程中老化导致发酵过程中产酸速率下降、酒精转化率下降。
40.在一些实施例中,发酵过程采用二段分级通氧的方式,发酵开始后前5-8h内,每小时通风量是控制空气体积与发酵醪液体积比为6.0-7.5:1,随后按照体积比为7.0-9.5:1发酵至结束。
41.在另外的实施例中,发酵过程采用三段分级通氧的方式,发酵开始后前5-8h内,每小时通风量是控制空气体积与发酵醪液体积比为6.0-7.5:1,随后按照体积比为7.0-9.5:1进行发酵至酸度值大于等于5.0g/100ml,然后按照体积比为6.0-7.5:1发酵至结束。采用三段分级通氧的方式有利于节约能耗与防止过量通氧造成的酒精、醋酸发挥。
42.需要说明的是,根据发酵过程的具体酸度值,调整供氧量,选择采用二段分级通氧还是三段分级通氧。当风量偏低,菌体氧供应不足,溶解氧偏低,产酸速率也较低,发酵终酸浓度偏低;通气量过大,酒精及醋酸的挥发量加大,发酵终酸也偏低。
43.下面结合图1和图2,对本发明实施例的大容积发酵罐100做具体介绍:
44.本发明实施例提供的发酵罐100包括罐体110、包覆于罐体110上的夹套冷却结构120、压缩空气导管130、自吸式叶轮140、挡流板150等。
45.罐体110以及罐体的螺栓、管材等应选用sus304或以上不锈钢材质制作,容积为20000l-28000l,内胆表面240目抛光,罐体内壁及焊缝处理后光洁度为≤ra0.8。
46.具体地,利用夹套冷却结构120通过冷却水进行冷却,夹套冷却结构120上还套设有聚氨酯保温层。具体地,夹套冷却结构120可以采用蜂窝型米勒层制备得到,利用冰水进行冷却,工作压力可以为2-4bar,温度-4℃左右。聚氨酯保温层可以采用发泡式聚氨酯,外包2b板,厚度为2.0mm,焊接缝隙180目抛光。
47.在一些实施例中,罐体110的顶部设置有排气口111,且排气口111上设置有汽水分离器,通过汽水分离器进行气液分离,以将液体物料返回罐体110中,提高原料的利用率。通过排气口111上设计的汽水分离器,在发酵果醋气泡随压缩空气排入气水分离器内,气体排罐外,液体回罐内。
48.在一些实施例中,压缩空气导管130从罐体110的顶部侧壁进入罐体110中,并延伸至罐体110的底部,罐体110内的底部还安装有自吸式叶轮140,以通过自吸式叶轮140对压缩空气导管130出口输出的气体进行分散。发酵过程中,无菌空气从底部进入罐内,随电机搅拌叶轮的转动,无菌空气能均匀分散于发酵醪液中。具体地,自吸式叶轮140是一种搅拌结构,转速900-1500r/min,采用功率15kw-22kw三相电机,附带压缩空气检测系统,风量不稳定报警。
49.在一些实施例中,罐体110的内壁上还安装有多个挡流板150,多个挡流板150间隔分布于罐体110内,且每个挡流板150均贴靠于罐体110的内壁,以通过挡流板150防止物料产生旋涡,有效提高发酵,率短缩发酵时间。由于装液量大,罐壁挡流板150能有效增加物料的湍流程度,减少漩涡的产生,提高物料搅拌效率和氧气溶解程度,使流体运动变为轴向和径向流动,物料翻滚程度增大,使发酵液发酵更加均匀。
50.在一些实施例中,发酵罐的体积为20t及以上,罐体内高径比为1.0-1.8,高径比过大,物料上下混合程度小,上层发酵醪液溶氧量小;高径比过小,因无菌空气从锥底中部进入罐内,醪液溶氧量随着与轴心距离增大而变小。
51.在一些实施例中,罐体110底部安装四套可调节高度的支撑脚160,以适应不同高度的工况。在罐体110上还可以配备发酵压缩空气风量监测系统,发酵中可以自动监控风量低于设定值报警;还可以设置温度传感器接口001、液位检测接口(包括底液位探头002和高液位探头009)、无菌取样阀接口003,溶氧仪器接口等,便于安装温度传感器、液位检测机构、溶氧仪等设备进行参数的监测。
52.在一些实施例中,在罐体110的顶部还可以设置自动呼吸装置008,利用防负压新技术;还可以设置视镜观看孔004,通过视镜灯观察罐内的情况;还可以设置两套旋转式cip清洗球005,用于罐体的清洗工作;还可以设置dn500检修人孔006、消泡剂添加漏斗007等。
53.以下结合实施例对本发明的特征和性能作进一步的详细描述。
54.实施例1
55.本实施例提供一种适用于大容量发酵罐的果醋发酵工艺,采用图1和图2中的发酵罐进行发酵,包括如下步骤:
56.采用酒精度约为0.6%vol的酒醋和酒精度约为9.1%vol的果酒为混合发酵底物,控制混合发酵底物的酸度约为1.0g/100ml、酒精度约为5.0%vol。接种醋酸菌进行发酵,醋酸菌种子来源于两个不同种子扩培罐(一份采用扩培基物酒精度为5.0%vol,可溶性固形物4.6%,另一份采用扩培基物酒精度为4.0%vol,可溶性固形物3.7%,扩培温度为35℃,扩培转接酸度2.5g/100ml),两个种子扩培罐醋酸菌菌液质量比为1:1,控制醋酸菌与混合发酵底物的质量比为12:100,发酵罐容积为20000l,装液系数为0.8。
57.发酵过程中,控制发酵温度为33℃左右,采用三级分段通气的方式,发酵开始后前6h内,每小时通风量是控制空气体积与发酵醪液体积比为6.0:1,随后按照体积比为9.0:1进行发酵至酸度值大于等于5.0g/100ml,然后按照体积比为6.0:1发酵至结束。发酵结束是控制酒精度为0.5%vol以下。
58.实施例2
59.本实施例提供一种适用于大容量发酵罐的果醋发酵工艺,采用图1中的工艺路线,与实施例1的区别仅在于:发酵过程采用二段分级通氧的方式,发酵开始后前6h内,每小时通风量是控制空气体积与发酵醪液体积比为7.0:1,随后按照体积比为8.0:1发酵至结束。
60.对比例1
61.本对比例提供一种果醋发酵工艺,发酵罐与实施例1的体积结构相同,具体工艺与实施例1不同之处仅在于:发酵底物采用单一的果酒,酸度约为0.2g/100ml、酒精度约为6.0%vol。
62.对比例2
63.本对比例提供一种果醋发酵工艺,发酵罐与实施例2的体积结构相同,具体工艺与实施例2的不同之处仅在于:醋酸菌种子来源于同一个种子扩培罐,扩培基物酒精度为5.1%vol,可溶性固形物4.7%。
64.对比例3
65.本对比例提供一种果醋发酵工艺,与实施例1的不同之处仅在于:发酵罐中不包括罐体内壁挡流板。
66.结果显示,发酵酸度至3.4g/100ml不再增长,残余酒精度为2.6g/100ml,醋酸菌无法继续利用发酵液中酒精产生醋酸。
67.试验例1
68.测试实施例1和对比例1中的发酵时长、结束酸度、均时产酸,以及酒精转化率参数,结果见表1:
69.表1不同发酵底物发酵数据的对比
70.项目实施例1对比例1发酵时长,h20-2434-38结束酸度,g/100ml5.76-6.075.38-5.55均时产酸,g/100ml0.1976-0.23710.1208-0.1455酒精转化率,%104.32-108.8193.52-97.28发酵成功率,%≥99.5≥50进一步配制成果醋饮料风味良好,且稳定风味一般,且不稳定
71.试验例2
72.测试实施例2和对比例2中的发酵时长、结束酸度、均时产酸,以及酒精转化率参数,结果见表2:
73.表2单一菌种及双菌种发酵数据的对比
74.项目实施例2对比例2发酵时长,h23-2628-33结束酸度,g/100ml5.65-5.985.44-5.68均时产酸,g/100ml0.1989-0.22890.1589-0.1737酒精转化率,%102.22-106.13101.21-103.52
75.以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。