1.本技术涉及磁悬浮车辆技术,具体地,涉及一种车体及磁悬浮车辆。
背景技术:
2.磁悬浮车辆是利用电磁力作用使被支撑物体和定子之间悬浮,车体本身的 重量是影响磁悬浮车辆的载客量和行驶速度的重要因素。常规的磁悬浮车辆包 括车顶、底架、侧墙、司机室、端墙等结构,全车为铝合金材质,各个部分之 间大多采用焊接连接。采用铝合金型材的车体具有如下缺点:车体重量较大, 焊接量大,焊接变形大,外观轮廓度较差。
技术实现要素:
3.为了解决上述技术缺陷之一,本技术实施例中提供了一种车体及磁悬浮车 辆。
4.根据本技术实施例的第一个方面,提供了一种车体,该车体包括:
5.底架,所述底架包括底板,所述底板为采用复合材料三明治结构的板状结 构;
6.一对侧墙,连接于所述底板横向方向上的两侧,所述侧墙的底部与所述底 板连接,所述侧墙包括侧墙主体,所述侧墙主体为采用复合材料三明治结构的 板状结构;
7.端墙,连接于所述底板纵向方向上的端部,所述端墙的底部与所述底板连 接,所述端墙的横向方向的两侧分别与所述一对侧墙一一对应地连接,为采用 复合材料三明治结构的板状结构;
8.车顶,盖合于所述一对侧墙的顶部,横向方向的两侧分别与所述一对侧墙 一一对应地连接,纵向方向的端部与所述端墙连接,为采用复合材料三明治结 构的板状结构;
9.所述复合材料三明治结构包括外蒙皮、夹芯和内蒙皮,所述外蒙皮和所述 内蒙皮均采用复合材料,所述夹芯中设置有蜂窝结构或泡沫。
10.可选地,车体还包括:
11.司机室,连接于所述底板纵向方向上的前端,横向方向两侧的侧壁分别与 所述一对侧墙一一对应地连接,采用复合材料三明治结构,所述车顶的纵向方 向的前端与所述司机室的顶部连接。
12.可选地,所述底板的所述夹芯中设置有补强筋和所述蜂窝结构,所述蜂窝 结构为铝蜂窝,多根所述补强筋交叉布置在所述外蒙皮和所述内蒙皮之间,所 述补强筋采用复合材料,多根所述补强筋包括帽形筋和矩形管。
13.可选地,所述底板的所述外蒙皮采用碳纤维层合板,所述外蒙皮的碳纤维 层中从下向上的第二层布置有表面膜,所述表面膜包括铜网。
14.可选地,所述底板和所述侧墙主体连接处设置有第一连接件,所述第一连 接件位于所述侧墙主体内侧且沿所述底板和所述侧墙主体的接缝延伸,所述第 一连接件的横截面为l型结构,包括沿竖向方向延伸的第一连接部和沿水平方 向延伸的第二连接部,所述第一连接部与所述侧墙主体的底部连接,所述第二 连接部与所述底板连接。
15.可选地,所述侧墙主体的夹芯中设置有补强筋和所述泡沫,所述补强筋的 数量为
多根,分别沿竖向和纵向延伸,沿竖向延伸的补强筋与沿纵向延伸的补 强筋交叉且连接,所述泡沫填充在所述补强筋之间的间隙中;所述侧墙主体上 开设有窗口和门口,所述窗口的四周设置有围绕所述窗口设置的沿竖向延伸的 至少一对补强筋和沿纵向延伸的至少一对补强筋,所述门口周围设置有围绕所 述门口设置的沿纵向延伸的至少一根补强筋和沿竖向延伸的至少一对补强筋。
16.可选地,所述侧墙还包括窗框和门框,所述窗框和所述门框均采用实心碳 纤维层合板,所述侧墙主体、所述窗框和所述门框一体成型。
17.可选地,每个所述侧墙主体包括沿纵向布置的第一段侧墙和第二段侧墙, 所述第一段侧墙靠近所述第二段侧墙的一侧设置有第一接合板,所述第二段侧 墙靠近所述第一段侧墙的一侧设置有第二接合板,所述第一接合板和所述第二 接合板通过第一搭接板相接合,所述第一搭接板的纵向方向的两侧分别与所述 第一接合板、所述第二接合板搭接且固定连接。
18.可选地,所述底板前端边缘的轮廓与所述司机室底部边缘的轮廓相适配, 所述司机室跨坐于所述底板上,所述底架还包括第二连接件,所述第二连接件 位于所述司机室内且沿所述司机室与所述底板的接缝延伸,所述第二连接件的 横截面为l型结构,包括沿竖向方向延伸的第三连接部和沿水平方向延伸的第 四连接部,所述第三连接部与所述司机室的侧壁连接,所述第四连接部与所述 底板连接。
19.可选地,所述司机室横向两侧的侧壁上分别设置有朝后凸出且沿竖向延伸 的延伸板,所述延伸板与所述一对侧墙一一对应,所述延伸板与所述侧墙的前 端通过第二搭接板相接合,所述第二搭接板的前部与所述延伸板搭接且固定连 接,所述第二搭接板的后部与所述侧墙搭接且固定连接。
20.可选地,所述司机室上设置有挡风玻璃安装框,所述挡风玻璃安装框以及 所述挡风玻璃安装框周围的侧壁的厚度大于所述司机室的横向两侧的侧壁的 厚度。
21.可选地,所述端墙的底部和所述底板的后端的连接处设置有第三连接件, 所述第三连接件位于所述端墙内侧且沿所述端墙和所述底板的接缝延伸,所述 第三连接件的横截面为l型结构,包括沿竖向方向延伸的第五连接部和沿水平 方向延伸的第六连接部,所述第五连接部与所述端墙的底部连接,所述第六连 接部与所述底板的后端连接。
22.可选地,所述端墙的横向两侧和所述侧墙的连接处分别设置有第四连接件, 所述第四连接件位于所述端墙内侧且沿所述端墙和所述侧墙的接缝延伸,所述 第四连接件的横截面为l型结构,包括沿纵向方向延伸的第七连接部和沿横向 方向延伸的第八连接部,所述第七连接部与所述侧墙的后端连接,所述第八连 接部与所述端墙的横向方向的一侧连接。
23.可选地,所述车顶和所述一对侧墙接缝处分别设置有第五连接件,所述第 五连接件位于所述车顶内侧且沿所述车顶和所述侧墙的接缝延伸,所述第五连 接件的横截面为角型结构,包括沿水平方向延伸的第九连接部和倾斜向下延伸 的第十连接部,所述第九连接部与所述车顶横向方向的一侧连接,所述第十连 接部与所述侧墙的上端连接。
24.可选地,所述车顶的前端设置有朝前凸出且沿水平方向延伸的第一边沿板, 所述司机室的后端壁的上部设置有向后凸出且沿水平方向延伸的安装板,所述 安装板与所述第一边沿板搭接且通过铆钉铆接。
25.可选地,所述车顶的后端设置有朝后凸出且沿水平方向延伸的第二边沿板, 所述第二边沿板与所述端墙的接缝处设置有第六连接件,所述第六连接件位于 所述车顶内侧且沿所述车顶和所述端墙的接缝延伸,所述第六连接件的横截面 为l型结构,包括沿水平方向延伸的第十连接部和沿竖向方向延伸的第十一连 接部,所述第十连接部与所述车顶的后端连接,所述第十一连接部与所述端墙 的上端连接。
26.可选地,所述车顶包括高顶部分和两个平顶部分,所述高顶部分位于所述 两个平顶部分之间且向上凸出于所述平顶部分,所述平顶部分的上表面为平面, 所述高顶部分为一体成型结构,所述平顶部分为一体成型结构,所述高顶部分 的底部设置有朝向所述平顶部分延伸的第一搭接部,所述平顶部分的顶部设置 有朝向高顶部分延伸的第二搭接部,所述第一搭接部与所述第二搭接部搭接且 通过铆钉铆接。
27.可选地,所述车顶包括高顶部分和两个平顶部分,所述高顶部分位于所述 两个平顶部分之间且向上凸出于所述平顶部分,所述高顶部分的外蒙皮的外表 面还铺设有表面膜,所述表面膜包括铜网。
28.可选地,所述车顶包括高顶部分和两个平顶部分,所述高顶部分位于所述 两个平顶部分之间且向上凸出于所述平顶部分,所述平顶部分的所述夹芯中设 置有多根补强筋,所述多根补强筋沿横向或沿纵向延伸,所述补强筋的横截面 为帽形且具有容腔,沿横向延伸的所述补强筋和沿纵向延伸的所述补强筋之间 相交且所述容腔相互连通。
29.可选地,沿横向延伸的所述补强筋为横向帽形筋,沿纵向延伸的所述补强 筋为纵向帽形筋,所述纵向帽形筋沿所述平顶部分的纵向通长布置,所述横向 帽形筋连接在相邻的所述纵向帽形筋之间。
30.可选地,所述平顶部分上设置有送风口密封框和回风口密封框,所述送风 口密封框和所述回风口密封框与所述平顶部分一体成型,所述送风口密封框和 回风口密封框设置于所述补强筋之间,所述平顶部分开设有送风口和回风口, 所述送风口密封框设置有围绕所述送风口的用于安装密封圈的第一密封槽,所 述回风口密封框设置有围绕所述回风口的用于安装密封圈的第二密封槽。
31.可选地,所述车顶包括高顶部分和两个平顶部分,所述高顶部分位于所述 两个平顶部分之间且向上凸出于所述平顶部分,所述高顶部分设置有天线安装 座预埋件,所述平顶部分设置有空调安装预埋件和导流罩安装预埋件。
32.可选地,所述夹芯中还设置有多根补强筋,所述补强筋的横截面为帽形和 /或矩形,具有容腔,多根所述补强筋相互交叉且在交叉位置所述补强筋的容腔 相互连通;所述泡沫填充在帽形的所述补强筋的容腔内以及多根所述补强筋之 间;所述外蒙皮和所述内蒙皮均采用碳纤维层合板。
33.根据本技术实施例的第二个方面,提供了一种磁悬浮车辆,其包括上述的 车体。
34.采用本技术实施例中提供的车体,至少能够达到如下技术效果:
35.上述的车体,底架、侧墙、司机室、端墙和车顶均三明治结构材料,相比 于常规的采用铝合金型材的车体,本技术中的车体能够较大程度上的减轻车体 的重量,使整个车体重量实现轻量化结构,减重约30%。而且,采用碳纤维的 各个车体部件之间不再采用焊接连接,尽可能减少焊缝数量,实现一体化设计 制造,既能保证强度,又能保证外观质量。此外,还有助于推动绿色环保型材 料——碳纤维采用在轨道交通领域的应用。
附图说明
36.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分, 本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限 定。在附图中:
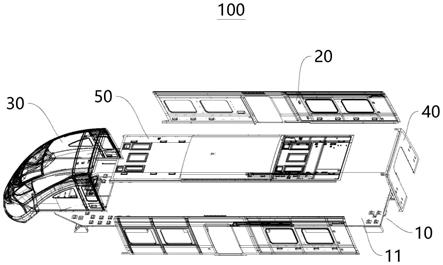
37.图1为本技术实施例提供的车体的爆炸示意图;
38.图2为本技术实施例提供的车顶的复合材料三明治结构的剖视示意图;
39.图3为本技术实施例提供的车体的正视示意图;
40.图4为沿图3中a
‑
a线的剖视示意图;
41.图5为图4中i处的局部放大示意图;
42.图6为图4中ii处的局部放大示意图;
43.图7为图4中iii处的局部放大示意图;
44.图8为图4中iv处的局部放大示意图;
45.图9为沿图3中b
‑
b线的剖视示意图;
46.图10为图9中v处的局部放大示意图;
47.图11为图9中c处的局部放大示意图;
48.图12为图9中vi处的局部放大示意图;
49.图13为本技术实施例提供的底架断面的示意图;
50.图14为本技术实施例提供的车体的纵向剖视示意图;
51.图15为图14中vii处的局部放大示意图;
52.图16为图14中viii处的局部放大示意图;
53.图17为图14中ix处的局部放大示意图;
54.图18为图14中x处的局部放大示意图;
55.图19为本技术实施例提供的车顶的结构示意图;
56.图20为本技术实施例提供的车顶的平顶部分的俯视示意图;
57.图21为本技术实施例提供的平顶部分的补强筋的布置示意图。
58.附图标记
59.100
‑
车体;10
‑
底架;11
‑
底板;20
‑
侧墙;21
‑
窗框;211
‑
窗口;22
‑
门框;221
‑ꢀ
门口;23
‑
第一段侧墙;231
‑
第一接合板;24
‑
第二段侧墙;241
‑
第二接合板; 25
‑
第一搭接板;30
‑
司机室;31
‑
延伸板;32
‑
第二搭接板;33
‑
安装板;40
‑
端墙; 50
‑
车顶;51
‑
第一边沿板;52
‑
高顶部分;521
‑
第一搭接部;53
‑
平顶部分;531
‑ꢀ
第二搭接部;54
‑
送风口密封框;541
‑
送风口;55
‑
回风口密封框;551
‑
回风口; 56
‑
第二边沿板;61
‑
第一连接件;63
‑
第三连接件;64
‑
第四连接件;65
‑
第五连 接件;66
‑
第六连接件;71
‑
外蒙皮;721
‑
泡沫;722
‑
补强筋;73
‑
内蒙皮;74
‑ꢀ
表面膜。
具体实施方式
60.为了使本技术实施例中的技术方案及优点更加清楚明白,以下结合附图对 本技术的示例性实施例进行进一步详细的说明,显然,所描述的实施例仅是本 申请的一部分实施例,而不是所有实施例的穷举。需要说明的是,在不冲突的 情况下,本技术中的实施例及实施例中的特征可以相互组合。
61.为了能够减轻车体100重量,根据本技术的第一方面提供了一种车体100, 图1为
本技术实施例提供的车体100的爆炸示意图,如图1所示,该车体100 包括底架10、一对侧墙20、端墙40和车顶50。底架10包括底板11,底板11 为采用复合材料三明治结构的板状结构。一对侧墙20连接于底板11横向方向 上的两侧,侧墙20的底部与底板11连接,侧墙20包括侧墙主体,侧墙主体 为采用复合材料三明治结构的板状结构。端墙40连接于底板11纵向方向上的 端部,端墙40的底部与底板11连接,端墙40的横向方向的两侧分别与一对 侧墙20一一对应地连接,端墙40为采用复合材料三明治结构的板状结构。车 顶50盖合于一对侧墙20的顶部,横向方向的两侧分别与一对侧墙20一一对 应地连接,纵向方向的端部与端墙40连接,车顶50为采用复合材料三明治结 构的板状结构。图2为本技术实施例提供的车顶50的复合材料三明治结构的 剖视示意图,如图2所示,复合材料三明治结构包括外蒙皮71、夹芯和内蒙皮 73,外蒙皮71和内蒙皮73均采用复合材料,夹芯中设置有蜂窝结构或泡沫721。
62.在本技术中,车体100内为“内”,车体100外为“外”。
63.在本技术的上下文中,复合材料可为碳纤维,或,复合材料可包括碳纤维 与玻璃纤维,例如,组成司机室30的材料中,既包括碳纤维材料又包括玻璃 纤维。
64.在本技术的一种实施方式中,车体100的底架10、侧墙20、司机室30、 端墙40和车顶50几乎所有部分的复合材料为碳纤维,仅在某些需要局部加强 的部位增加玻璃纤维。
65.上述的车体,底架10、侧墙20、司机室30、端墙40和车顶50均三明治 结构材料,相比于常规的采用铝合金型材的车体100,本技术中的车体能够较 大程度上的减轻车体的重量,使整个车体100重量实现轻量化结构,减重约30%。 而且,采用碳纤维的各个车体100部件之间不再采用焊接连接,尽可能减少焊 缝数量,实现一体化设计制造,既能保证强度,又能保证外观质量。此外,还 有助于推动绿色环保型材料——碳纤维采用在轨道交通领域的应用。
66.在本技术中的车体100既可以指位于列车中部和尾部的车体100,该车体 100的底架10的前后两端均连接有端墙40,也可以指位于列车的车头一侧的 包括司机室30的车体100,该车体100的底架10的前端连接有司机室30,后 端连接有端墙40,本技术对此不作限制。
67.如图1所示,在本技术的一种实施方式中,车体100还包括司机室30。司 机室30连接于底板11纵向方向上的前端,横向方向两侧的侧壁分别与一对侧 墙20一一对应地连接,采用复合材料三明治结构,车顶50的纵向方向的前端 与司机室30的顶部连接。
68.由于底架10需要承载位于底架10上方的所有的车体100以及载客或载物 的重量,因此,需要保证底架10具有足够的强度。图13为本技术实施例提供 的底架10断面的示意图,在本技术的一种实施方式中,如图13所示,底板11 的夹芯中设置有补强筋722和蜂窝结构,蜂窝结构为铝蜂窝,多根补强筋722 交叉布置在外蒙皮71和内蒙皮73之间,补强筋722采用复合材料,多根补强 筋722包括帽形筋和矩形管。
69.在上述的技术方案中,复合材料三明治结构中的夹芯与常规的采用泡沫 721不同,底板11中的夹芯设置为铝蜂窝,铝蜂窝结构一方面可增加底板11 的强度和刚度,另一方面可尽量减轻重量,还具有一定的隔音性能。而且,在 夹芯中还设置有补强筋722,通过朝不同方向延伸的补强筋722来增加底板11 的强度和传力性能。进一步地,还设置有具有不同截面的补强筋722,在一些 强度需要局部加强的预设加强区域可设置矩形管的补强筋722,在其余地方可 设置帽形筋。
70.由于底板11采用非金属的碳纤维材料,为了保证车体具有电磁屏蔽功能, 在本技术的一种实施方式中,底板11的外蒙皮71采用碳纤维层合板,外蒙皮 71的碳纤维层中从下向上的第二层布置有表面膜74,表面膜74包括铜网。
71.在其他实施方式中,表面膜74还可为铝合金网等。
72.该表面膜74可在碳纤维层合板的外蒙皮71生产时,与外蒙皮71一体成 型。在将预浸料片层铺设在模具中时,将表面膜74铺设在从下向上的第二层 处。通过将表面膜74设置在靠近外侧,即靠近轨道的第二层,使铜网靠近轨 道设置,有助于保证底板11的电磁屏蔽功能。相比于直接将表面膜74铺设在 底板11的最下层,将表面膜74铺设在从下向上的第二层处,一方面可通过最 外层的碳纤维层将铜网和外界环境隔离开,起到防腐蚀的作用,另一方面可保 证底板11的最外层为碳纤维层,与侧墙20外侧、司机室30外侧、端墙40外 侧的颜色一致,更加美观。
73.图3为本技术实施例提供的车体100的正视示意图,图4为沿图3中a
‑
a 线的剖视示意图,图5为图4中i处的局部放大示意图,为了便于底板11与侧 墙主体连接,在本技术的一种实施方式中,如图3
‑
5所示,底板11和侧墙主体 连接处设置有第一连接件61,第一连接件61位于侧墙主体内侧且沿底板11 和侧墙主体的接缝延伸,第一连接件61的横截面为l型结构,包括沿竖向方 向延伸的第一连接部和沿水平方向延伸的第二连接部,第一连接部与侧墙主体 的底部连接,第二连接部与底板11连接。
74.如图5所示,第一连接件61的第一连接部通过铆钉与侧墙主体的底部连 接,第二连接部通过铆钉与底板11连接。而且,在底板11与第一连接件61 的接触面还设置有结构胶,增加底板11与侧墙主体之间的连接,与此同时也 能够起到密封的作用。
75.通过设置第一连接件61将底板11与侧墙主体连接,相比于直接将底板11 和侧墙20连接,连接强度更高,更稳固。将第一连接件61与侧墙主体设置为 独立的部件,而不是直接使第一连接件61与侧墙主体一体成型,能够减少侧 墙主体的制造难度。
76.为了增加侧墙20的强度,在本技术的一种实施方式中,侧墙主体的夹芯 中设置有补强筋722和泡沫721,补强筋722的数量为多根,分别沿竖向和纵 向延伸,沿竖向延伸的补强筋722与沿纵向延伸的补强筋722交叉且连接,泡 沫721填充在补强筋722之间的间隙中;如图3所示,侧墙主体上开设有窗口 211和门口221,窗口211的四周设置有围绕窗口211设置的沿竖向延伸的至 少一对补强筋722和沿纵向延伸的至少一对补强筋722,门口221周围设置有 围绕门口221设置的沿纵向延伸的至少一根补强筋722和沿竖向延伸的至少一 对补强筋722。
77.可选地,补强筋722为帽型筋,可视为侧墙20的整体骨架,帽形筋之间 相互拼接连通,泡沫721填充在帽形筋的容腔内以及帽形筋之间。底架10的 左右侧的侧墙20墙为对称结构。可选地,外蒙皮71厚约2mm,夹芯层厚约 46.5mm,内蒙皮73厚约1.5mm。
78.可选地,窗口211的下方用于座椅连接点处布置有多根沿纵向延伸的帽形 筋。窗口211的上方,用于安装空调通风设备处,布置有多根沿纵向延伸的帽 形筋,增加设备安装位置的强度,保证设备的可靠连接。在夹芯中还设置有补 强筋722,通过朝不同方向延伸的补强筋722来增加侧墙20的强度和传力性能。
79.在侧墙20上开设门口221和窗口211可能会降低该位置的强度,而本申 请中通过在门口221周围、窗口211周围设置补强筋722,可增强门口221和 窗口211位置的强度,防止
局部强度过低。
80.可选地,图8为图4中iii处的局部放大示意图,如图8所示,侧墙20还 包括窗框21和门框22,窗框21和门框22均采用实心碳纤维层合板,侧墙主 体、窗框21和门框22一体成型。
81.不同于铝合金车辆的窗框21和门框22焊接形式,在本技术中,窗框21 和门框22均使用实心碳纤维层合板,将窗框21和门框22与侧墙主体形成为 整体侧墙20,实现一体化设计制造,减少了装配工序和连接工序,一体化结构 的强度更均匀稳定。窗框21和门框22均使用实心碳纤维层合板,可增加窗框 21和门框22的强度。
82.可选地,窗框21、门框22和侧墙主体采用热压灌工艺,通过共固化实现 一体式侧墙20结构。玻璃与窗框21采用弹性粘接方式。
83.为了便于侧墙20的批量化生产,在本技术的一种实施方式中,如图3所 示,每个侧墙主体包括沿纵向布置的第一段侧墙23和第二段侧墙24,第一段 侧墙23靠近第二段侧墙24的一侧设置有第一接合板231,第二段侧墙24靠近 第一段侧墙23的一侧设置有第二接合板241,第一接合板231和第二接合板 241通过第一搭接板25相接合,第一搭接板25的纵向方向的两侧分别与第一 接合板231、第二接合板241搭接且固定连接。
84.可选地,第一接合板231和第二接合板241采用碳纤维层合板,为实心结 构。
85.可选地,第一搭接板25与第一接合板231、第二接合板241铆接且粘接, 第一搭接板25位于侧墙20的内侧,美观性更好。
86.通过将侧墙主体划分为第一段侧墙23和第二段侧墙24,缩小了单个侧墙 20单元(即第一段侧墙23和第二段侧墙24)的面积,有助于实现对侧墙20 单元的批量化生产,减小了生产难度。
87.通过在两段侧墙20的连接位置设置第一接合板231、第二接合板241,并 设置第一搭接板25将二者连接,便于铆钉穿过实心的第一接合板231、第二接 合板241和第一搭接板25,有助于增加铆接强度,通过在第一接合板231和第 二接合板241的接缝处设置第一搭接板25,可增加第一接合板231、第二接合 板241的连接强度,也有助于封闭第一段侧墙23和第二段侧墙24之间的间隙。
88.为了便于底板11与司机室30连接,在本技术的一种实施方式中,底板11 前端边缘的轮廓与司机室30底部边缘的轮廓相适配,司机室30跨坐于底板11 上,底架10还包括第二连接件62(未示出),第二连接件62位于司机室30 内且沿司机室30与底板11的接缝延伸,第二连接件62的横截面为l型结构, 包括沿竖向方向延伸的第三连接部和沿水平方向延伸的第四连接部,第三连接 部与司机室30的侧壁连接,第四连接部与底板11连接。
89.可选地,司机室30与底板11的接缝呈弯曲的弧形,第二连接件62的延 伸方向与接缝的形状适配,或,多个第二连接件62沿接缝的延伸方向布置。
90.在安装司机室30时,司机室30可采用吊装,跨坐在底架10的纵向边梁 上,第二连接件62与底板11铆接且粘接,采用在装配现场配孔,铆接。通过 设置第二连接件62将司机室30的底端与底板11连接,相比于直接将司机室 30和底板11连接,连接强度更高,更稳固。沿接缝延伸的固定在底板11上的 l型结构的第二连接件62,在一定程度上也能增加接缝处的强度。而且,在司 机室30与底板11的铆接缝中还设置有结构胶,将司机室30的底端与底板11 粘接,提高司机室30与底板11的连接强度,也有助于封闭司机室30和底板 11之间的
间隙。
91.图9为沿图3中b
‑
b线的剖视示意图,图12为图9中vi处的局部放大示 意图,为了便于底板11与司机室30连接,在本技术的一种实施方式中,如图 10和图12所示,司机室30横向两侧的侧壁上分别设置有朝后凸出且沿竖向延 伸的延伸板31,延伸板31与一对侧墙20一一对应,延伸板31与侧墙20的前 端通过第二搭接板32相接合,第二搭接板32的前部与延伸板31搭接且固定 连接,第二搭接板32的后部与侧墙20搭接且固定连接。
92.司机室30的主体侧壁采用复合材料三明治结构,而延伸板31采用碳纤维 层合板,为实心结构。通过在司机室30与侧墙20的连接位置设置延伸板31, 并且在侧墙20的前端为实心的侧墙连接板,便于铆钉穿过实心的侧墙连接板、 延伸板31和第一搭接板25,并通过结构胶使第一搭接板25分别与侧墙连接板、 延伸板31粘接,第二搭接板32位于侧墙20和司机室30的内侧,美观性更好。
93.在两段侧墙20的连接位置设置第一接合板231、第二接合板241,并设置 第一搭接板25将二者连接,便于铆钉穿过实心的第一接合板231、第二接合板 241和第二搭接板32,有助于增加铆接强度,通过在侧墙20和司机室30的接 缝处设置第二搭接板32,可增加二者的连接强度,也有助于封闭司机室30和 侧墙20之间的间隙。
94.司机室30的铆接完成后,司机室30外侧一周涂打结构胶,保持司机室30 的防水密封。
95.为了增加司机室30挡风玻璃局部的强度,在一种实施方式中,司机室30 上设置有挡风玻璃安装框,挡风玻璃安装框以及挡风玻璃安装框周围的侧壁的 厚度大于司机室30的横向两侧的侧壁的厚度。
96.可选地,挡风玻璃安装框与司机室30一体成型。玻璃与挡风玻璃安装框 采用弹性粘接形式。
97.在司机室30上开设前窗可能会降低该位置的强度,而本技术中通过在前 窗处设置挡风玻璃安装框,并且使挡风玻璃周围的厚度增大,局部增大该区域 的强度,保证挡风玻璃位置的具有足够的强度。
98.图14为本技术实施例提供的车体100的纵向剖视示意图,图15为图14 中vii处的局部放大示意图,为了便于底板11与端墙40连接,在本技术的一 种实施方式中,如图14和图15所示,端墙40的底部和底板11的后端的连接 处设置有第三连接件63,第三连接件63位于端墙40内侧且沿端墙40和底板 11的接缝延伸,第三连接件63的横截面为l型结构,包括沿竖向方向延伸的 第五连接部和沿水平方向延伸的第六连接部,第五连接部与端墙40的底部连 接,第六连接部与底板11的后端连接。
99.可选地,端墙40的复合材料三明治结构为外蒙皮71+泡沫721+内蒙皮73, 由于对端墙40的强度要求不高,外蒙皮71和内蒙皮73之间可不设置补强筋 722。
100.如图15所示,第三连接件63的第五连接部通过铆钉与端墙40的底部连 接,第六连接部通过铆钉与底板11的后端连接。而且,在底板11、端墙40与 第三连接件63的接触面还设置有结构胶,增加底板11与端墙40之间的连接, 与此同时也能够起到密封的作用。
101.通过设置第三连接件63将底板11与端墙40连接,相比于直接将底板11 和端墙40连接,连接强度更高,更稳固,也有助于封闭端墙40和底板11之 间的间隙。
102.图11为图9中c处的局部放大示意图,为了便于侧墙20与端墙40连接, 在本技术的
一种实施方式中,如图9和图11所示,端墙40的横向两侧和侧墙 20的连接处分别设置有第四连接件64,第四连接件64位于端墙40内侧且沿 端墙40和侧墙20的接缝延伸,第四连接件64的横截面为l型结构,包括沿 纵向方向延伸的第七连接部和沿横向方向延伸的第八连接部,第七连接部与侧 墙20的后端连接,第八连接部与端墙40的横向方向的一侧连接。
103.如图11所示,第四连接件64的第七连接部通过铆钉与侧墙20的后端连 接,第八连接部通过铆钉与端墙40的横向方向的一侧连接,端墙40的横向方 向的另一侧通过铆钉与另一个侧墙20连接,而且,在侧墙20、端墙40与第四 连接件64的接触面还设置有结构胶,增加侧墙20与端墙40之间的连接,与 此同时也能够起到密封的作用。
104.通过设置第四连接件64将侧墙20与端墙40连接,相比于直接将侧墙20 和端墙40连接,连接强度更高,更稳固,也有助于封闭端墙40和侧墙20之 间的间隙。
105.端墙40的上端与车顶50连接,横向方向的两侧分别与一对侧墙20连接, 底端与底板11连接,使端墙40的四周均与车体的其他部件进行了连接,从而 可保证端墙40的稳固安装,并且在端墙40的四周的铆接缝处还设置有结构胶 粘接,提高连接强度的同时,保证车体100内部的密封,防止漏水。
106.图6为图4中ii处的局部放大示意图,图7为图4中iii处的局部放大示 意图,为了便于车顶50与侧墙20连接,在本技术的一种实施方式中,如图6 和图7所示,车顶50和一对侧墙20接缝处分别设置有第五连接件65,第五连 接件65位于车顶50内侧且沿车顶50和侧墙20的接缝延伸,第五连接件65 的横截面为角型结构,包括沿水平方向延伸的第九连接部和倾斜向下延伸的第 十连接部,第九连接部与车顶50横向方向的一侧连接,第十连接部与侧墙20 的上端连接。第九连接部和第十连接部之间形成钝角。
107.如图7所示,第五连接件65的第九连接部通过铆钉与车顶50连接,第十 连接部通过铆钉与侧墙20的上端连接,而且,在车顶50、侧墙20与第五连接 件65的接触面还设置有结构胶,增加侧墙20与车顶50之间的连接,与此同 时也能够起到密封的作用。
108.通过设置第五连接件65将侧墙20与车顶50连接,相比于直接将侧墙20 和车顶50连接,连接强度更高,更稳固,也有助于封闭车顶50和侧墙20之 间的间隙。
109.图14为本技术实施例提供的车体100的纵向剖视示意图,图18为图14 中x处的局部放大示意图,为了便于车顶50与司机室30连接,在本技术的一 种实施方式中,如图14和图18所示,车顶50的前端设置有朝前凸出且沿水 平方向延伸的第一边沿板51,司机室30的后端壁的上部设置有向后凸出且沿 水平方向延伸的安装板33,安装板33与第一边沿板51搭接且通过铆钉铆接。
110.可选地,第一边沿板51和安装板33采用碳纤维层合板,为实心结构。
111.通过在司机室30上设置第一边沿板51且在车顶50上设置安装板33,并 将第一边沿板51与安装板33搭接,通过铆钉穿设于该实心的第一边沿板51 和安装板33,有助于增加铆接强度,而且,第一边沿板51和安装板33的接缝 处还可设置结构胶,增加二者之间的连接强度,并且能够起到密封作用。
112.图16为图14中viii处的局部放大示意图,为了便于车顶50与端墙40 连接,在本技术的一种实施方式中,如图16所示,车顶50的后端设置有朝后 凸出且沿水平方向延伸的第二边沿板56,第二边沿板56与端墙40的接缝处设 置有第六连接件66,第六连接件66位于车顶50内侧且沿车顶50和端墙40 的接缝延伸,第六连接件66的横截面为l型结构,包括沿水
平方向延伸的第 十连接部和沿竖向方向延伸的第十一连接部,第十连接部与车顶50的后端连 接,第十一连接部与端墙40的上端连接。
113.可选地,端墙40与车顶50连接处设置有实心板,实心板沿横向延伸,该 实心板、第二边沿板56采用碳纤维层合板,为实心结构。
114.第六连接件66的第十一连接部通过铆钉与车顶50的第二边沿板56连接, 第十二连接部通过铆钉与端墙40上端的实心板连接,而且,在车顶50、端墙 40与第六连接件66的接触面还设置有结构胶,增加端墙40与车顶50之间的 连接,与此同时也能够起到密封的作用。
115.通过设置第六连接件66将端墙40与车顶50连接,相比于直接将端墙40 和车顶50连接,连接强度更高,更稳固,也有助于封闭车顶50和端墙40之 间的间隙。而且,铆钉穿设于该实心的第二边沿板56和端墙40上端的实心板, 有助于增加铆接强度。
116.图19为本技术实施例提供的车顶50的结构示意图,如图19所示,为了 便于车顶50的批量化生产,在本技术的一种实施方式中,车顶50包括高顶部 分52和两个平顶部分53,高顶部分52位于两个平顶部分53之间且向上凸出 于平顶部分53,平顶部分53的上表面为平面。高顶部分52为一体成型结构, 平顶部分53为一体成型结构。图17为图14中ix处的局部放大示意图,如图 17所示,高顶部分52的底部设置有朝向平顶部分53延伸的第一搭接部521, 平顶部分53的顶部设置有朝向高顶部分52延伸的第二搭接部531,第一搭接 部521与第二搭接部531搭接且通过铆钉铆接。
117.通过将车顶50划分为高顶部分52和平顶部分53,缩小了单个车顶50单 元(即高顶部分52和平顶部分53)的面积,有助于实现对车顶50单元的批量 化生产,减小了生产难度。
118.可选地,第一搭接部521与第二搭接部531采用碳纤维层合板,为实心结 构。
119.通过在高顶部分52设置第一搭接部521且在平顶部分53设置第二搭接部 531,并将第一搭接部521与第二搭接部531搭接,通过铆钉穿设于该实心的 第一搭接部521和第二搭接部531,有助于增加铆接强度,而且,第一搭接部 521和第二搭接部531的接缝处还可设置结构胶,增加二者之间的连接强度, 并且能够起到密封作用。
120.在本技术的一种实施方式中,车顶50包括高顶部分52和两个平顶部分53, 高顶部分52位于两个平顶部分53之间且向上凸出于平顶部分53,如图2所示, 高顶部分52的外蒙皮71的外表面还铺设有表面膜74,表面膜74包括铜网。
121.通过在高顶部分52的前后两侧设置上表面为平面的平顶部分53,有助于 在该平顶部分53安装空调设备和通风口等。在高顶部分52的外表面设置铜网, 通过铜网与接地网络电连接,具有防雷的效果。
122.在本技术中,通过在车体100最外层设置铜网,保证雷击电流沿车体100 的蒙皮流动而不进入车体100内部,而且,铜网设置在车体100的最外层,能 够达到尽量减少雷击附着点的驻留时间。
123.在本技术的一种实施方式中,如图19所示,车顶50包括高顶部分52和 两个平顶部分53,高顶部分52位于两个平顶部分53之间且向上凸出于平顶部 分53,平顶部分53的夹芯中设置有多根补强筋722。图20为本技术实施例提 供的车顶50的平顶部分53的俯视示意图,图21为本技术实施例提供的平顶 部分53的补强筋722的布置示意图,如图20、21所示,多根补强筋722沿横 向或沿纵向延伸,补强筋722的横截面为帽形且具有容腔,沿横向延伸
的补强 筋722和沿纵向延伸的补强筋722之间相交且容腔相互连通。
124.在这些补强筋722相交的位置,补强筋722之间不是相互重叠相连,而是 相互拼接并连通,这个可保证补强筋722位于同一平面上,便于在补强筋722 的上下表面铺设蒙皮,相互拼接的补强筋722也有助于力的传递。
125.相对于高顶部分52,平顶部分53需要安装空调设备等,对强度的要求较 高,因此,通过在平顶部分53中设置多根补强筋722,而且补强筋722之间相 互连通,换言之,补强筋722的侧壁之间相互拼接,不会出现应力集中,保证 补强筋722具有良好传力性能和强度,从而保证平顶部分53具有足够的强度。
126.高顶部分52对强度要求不高,可不设置补强筋722。
127.为了进一步保证平顶部分53的强度,在本技术的一种实施方式中,如图 20、图21所示,沿横向延伸的补强筋722为横向帽形筋,沿纵向延伸的补强 筋722为纵向帽形筋,纵向帽形筋沿平顶部分53的纵向通长布置,横向帽形 筋连接在相邻的纵向帽形筋之间。
128.横向矩形管和纵向矩形管相交形成多个矩形框架,送风口密封框54和回 风口密封框55分别设置在各个矩形框架中,使得送风口密封框54和回风口密 封框55周围都有补强筋722对其周围的强度进行加强,从而对平顶部分53的 开口区域(送风口541、回风口551)进行局部加强。
129.可选地,如图19所示,平顶部分53上设置有送风口密封框54和回风口 密封框55,送风口密封框54和回风口密封框55与平顶部分53一体成型,送 风口密封框54和回风口密封框55设置于补强筋722之间,平顶部分53开设 有送风口541和回风口551,送风口密封框54设置有围绕送风口541的用于安 装密封圈的第一密封槽,回风口密封框55设置有围绕回风口551的用于安装 密封圈的第二密封槽。
130.送风口密封框54和回风口密封框55与平顶部分53一体成型,减少了送 风口密封框54和回风口密封框55的安装工序。通过在第一密封槽和第二密封 槽处安装密封圈,可保证该位置的密封性,增加车体100的防水性能。
131.由于碳纤维件不便于设置螺纹孔,为了便于在车顶50上安装其他设备, 在本技术的一种实施方式中,如图20所示,高顶部分52设置有天线安装座预 埋件,平顶部分53设置有空调安装预埋件和导流罩安装预埋件。
132.在利用碳纤维材料制造车顶50的时候,将这些预埋件预埋在相应位置与 车顶50一体成型,然后整体打孔攻丝。通过在车顶50的相应部位设置预埋件, 有助于将各个设备通过这些预埋件安装在车顶50上。
133.在本技术中对补强筋722的具体截面形状不作限制,在一种实施方式中, 夹芯中还设置有多根补强筋722,补强筋722的横截面为帽形和/或矩形,具有 容腔,多根补强筋722相互交叉且在交叉位置补强筋722的容腔相互连通;泡 沫721填充在帽形的补强筋722的容腔内以及多根补强筋722之间;外蒙皮71 和内蒙皮73均采用碳纤维层合板。
134.外蒙皮71和内蒙皮73均采用碳纤维层合板,承载三明治夹芯结构中的拉 伸和压缩应力。夹芯的作用是支撑的内蒙皮73和外蒙皮71,使它们不会产生 向内或向外的弯曲(变形),并将它们彼此保持在相应的位置。而内蒙皮73和 外蒙皮71之间填充泡沫721并设置补强筋722,增加结构的强度,而夹芯中填 充的泡沫721,具有微孔结构,可以实现三明治夹芯复合材料具有良好的隔音 和保温效果。
135.帽形和矩形的结构的补强筋722,碳纤维材料好成型,技术成熟度高,加 工精度高,稳定好,有助于提高强度和刚度。补强筋722的制造过程要求无断 点,保证补强筋722上不存在强度薄弱区域。
136.位于夹芯中的多根补强筋722能够通过模具一体成型,从而可保证补强筋 722中不会出现断点,从而保证补强筋722上强度均匀,不会出现强度薄弱区 域。
137.补强筋722之间相互连通,换言之,补强筋722的侧壁之间相互拼接,不 会出现应力集中,保证补强筋722具有良好传力性能和强度,从而保证平顶部 分53具有足够的强度。在这些补强筋722相交的位置,补强筋722之间不是 相互重叠相连,而是相互拼接并连通,这个可保证补强筋722位于同一平面上, 便于在补强筋722的上下表面铺设蒙皮,相互拼接的补强筋722也有助于力的 传递。
138.根据本技术的第二方面提供了一种磁悬浮车辆,该磁悬浮车辆包括一个或 多个上述的车体100。
139.在本技术的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长 度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水 平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方 位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指 的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解 为对本技术的限制。使用的方位词如“上、下、左、右”与车辆正常行驶时的
ꢀ“
上、下、左、右”的方向一致。
140.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示 相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第 二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述 中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限 定。
141.在本技术中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、
ꢀ“
固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接, 或成一体;可以是机械连接,也可以是电连接或可以互相通讯;可以是直接相 连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的 相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述 术语在本技术中的具体含义。
142.尽管已描述了本技术的优选实施例,但本领域内的技术人员一旦得知了基 本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要 求意欲解释为包括优选实施例以及落入本技术范围的所有变更和修改。
143.显然,本领域的技术人员可以对本技术进行各种改动和变型而不脱离本申 请的精神和范围。这样,倘若本技术的这些修改和变型属于本技术权利要求及 其等同技术的范围之内,则本技术也意图包含这些改动和变型在内。