1.本发明涉及滚刷领域,特别涉及一种滚刷及其生产设备和生产方法。
背景技术:
2.滚刷是一种生活中常见到的毛刷工具,一般吸尘器的清洁头部都会带有滚刷,一方面可以方便清洁头部在地面上的移动,另一方面滚刷的刷毛可以粘附毛发、灰尘等细小杂物,方便其被吸尘器吸入,现设计一种滚刷,滚刷的外壁左右部分分别设有三个凸起一、凸起二,且三个凸起一、凸起二相互错位并相互撮入,最后凸起一、凸起二上连接有刷条,滚刷的其他位置上粘接有相应外形的刷毛片,这样的滚刷,清洁效果好,但是在生产过程中,依靠人工,将刷毛片粘贴到滚筒上非常不便,操作难度大,效率低。
技术实现要素:
3.本发明的目的是提供一种滚刷及其生产设备和生产方法,具有方便工人操作、提高生产效率等优点。
4.本发明的上述技术目的是通过以下技术方案得以实现的:一种滚刷,包括滚筒、粘接于滚筒外壁的刷毛片,所述滚筒外壁的左侧部分间隔120度设有三个凸起一,右侧部分间隔120度设有三个凸起二,若所述展开成平面,三个所述凸起一平行,三个所述凸起二也平行,三个所述凸起一和三个所述凸起二上下错位设置,且三个凸起一、三个凸起二靠近的一端相互插入,凸起一、凸起二均呈倾斜状态,且凸起一和左侧边缘的夹角一等于凸起二和右侧边缘的夹角二,所述刷毛片对应凸起一、凸起二的位置设有缺口一、缺口二。
5.作为优选,所述刷毛片分成两部分,包括外形对称的片一、片二,将刷毛片在凸起一、凸起二相互插入一端的部分设为三角形片,将刷毛片在相邻两个凸起一之间的部分设为四边形片一,将刷毛片在相邻两个凸起二之间的部分设为四边形片二,所述片一包括两个四边形片一、一个四边形片二和三个三角形片,其中两个三角形片将两个四边形片一、一个四边形片二连为一体,另一个三角形片设于其中的一个四边形片一上。
6.作为优选,三个所述凸起一、凸起二上均设有插槽一,所述插槽一内插接有刷条。
7.一种滚刷的生产设备,包括机架一、放置滚刷上刷毛片的放置台、使放置台前后移动的丝杆机构、固定所述滚筒并带动其转动的固定组件,所述固定组件包括插块一、插块二和转接架,所述插块一转动连接于机架一的左侧部分,所述插块一、滚筒供插块一插入一端的内壁分别设有三个配合的插槽二和凸起,所述转接架滑动连接于机架一的右侧,且机架一上固设有驱动转接架左右滑动的气缸一,所述插块二和转接架的左侧面转动连接,所述放置台靠近插块一的一侧设有齿条,所述机架一上转动连接有配合齿条的齿轮,所述齿轮转动带动插块一转动。
8.采用上述技术方案,将刷毛片放置到放置台上,使刷毛片带有刷毛的一面朝下,接着在刷毛片未带有刷毛的一面涂覆胶水,启动丝杆机构,使放置台以及毛刷片向后靠近滚
筒,同时通过齿轮齿条的配合,使滚筒转动,调整好滚筒的初始位置,当刷毛片刚好碰到滚筒时,和滚筒上相应的粘接位置对准,然后随着放置台的后移和滚筒的转动,刷毛片粘接到滚筒上。
9.作为优选,还包括压紧单元,所述压紧单元包括机架二、六个气缸二,六个所述气缸二固定连接于机架二,且六个气缸二的伸缩杆均朝向机架二的中心,并固定连接有夹块。
10.采用上述技术方案,因为刷毛片缸粘接到滚筒表面时,胶水未凝固,粘接不稳定,通过压紧单元,使夹块压住刷毛片,直到胶水凝固。
11.作为优选,所述机架二包括上板、下板,所述上板设有通槽,所述通槽上包括三个延长部分,其中三个气缸二间隔120度固设于上板的顶面,另外三个气缸二间隔120度固设于上板的底面,且在上板底面的三个气缸二的夹块处于延长部分内。
12.采用上述技术方案,合理设置六个气缸的位置,节约空间。
13.作为优选,所述下板顶面对应通槽的位置设有卡块,所述卡块配合滚筒供插块一插入的端部,三个上方的气缸二的夹块内壁配合凸起二,三个下方的气缸二的夹块内壁配合凸起一。
14.采用上述技术方案,六个夹块分别对应三个凸起一、凸起二。
15.作为优选,所述机架上还固设有安装架,所述安装架高于放置台,且在俯视方向上,所述安装架处于固定组件的前侧,所述安装架底面设有电加模块。
16.采用上述技术方案,这样可以在刷毛片上先涂覆一层热熔胶,如pur胶,当刷毛片经过电加热模块后,热熔胶融化,再和滚筒粘合。
17.作为优选,所述放置台上设有若干配合片一、片二边缘的限位凸条,且片一或者片二未带有三角部分的一端处于最后侧。
18.采用上述技术方案,因为三角形片较小,初始粘接不方便,所以使片一或者片二未带有三角部分的一端处于最后侧。
19.一种滚刷的生产方法,包括:在滚刷生产之前进行刷毛片预处理,具体的涂布工艺为:在绒毛背面,涂覆胶层;步骤1:将所述刷毛片按照滚刷外壁的形式切割,切去所述刷毛片对应所述凸起一、凸起二的部分,并将所述刷毛片分切成片一、片二,完成对刷毛片的加工;步骤2:将所述放置台调整到最前侧位置,将所述刷毛片放置到所述放置台的限位凸条中,并使所述刷毛片带有刷毛的一侧朝下;步骤3:将滚筒安装到所述固定组件,打开所述气缸一,使插块二远离所述插块一,将滚筒相应的一端和所述插块一配合,所述气缸一复位,使所述插块二和滚筒的另一端配合;步骤4:打开所述安装架底面的电加模块,当所述胶层经过电加模块下方时,就会被加热融化;步骤5:打开所述丝杆机构的电机,使所述丝杆机构带动所述放置台、以及所述放置台上的刷毛片一起后移,靠近滚筒,所述放置台后移的同时,通过齿轮、齿条的配合,带动滚筒转动,使所述刷毛片表面和滚筒外壁粘合,并且当所述放置台后移到后侧限位停止时,在俯视方向上,所述放置台处于滚筒的后侧;步骤6:握住粘贴好刷毛片的滚筒,打开所述气缸一,使插块二远离所述插块一,取
下滚筒;步骤7:取下的滚筒移动到所述压紧单元,并使滚筒和插块一配合的一端朝下,并插入卡块,打开六个所述气缸二,使夹块压住滚筒外壁的刷毛片,持续一定时间。
附图说明
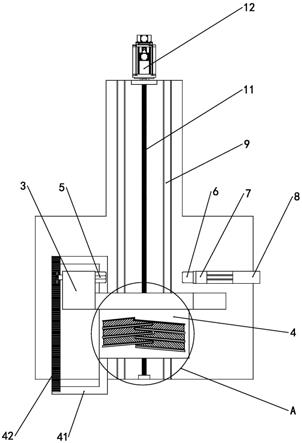
20.图1为实施例滚刷示意图;图2为实施例滚刷平铺状态的示意图;图3为实施例刷毛片的示意图;图4为实施例生产设备示意图;图5为实施例生产设备俯视图;图6为实施例a部分放大示意图;图7为实施例压紧单元示意图;图8为实施例b部分放大示意图。
21.附图标记:1、滚筒;011、凸起一;012、凸起二;013、刷条;014、凸起;2、刷毛片;21、片一;211、三角形片;212、四边形片一;213、四边形片二;22、片二;3、安装块;4、放置台;41、矩形框;42、齿条;43、限位凸条;5、插块一;51、插槽二;6、插块二;7、转接架;8、气缸一;9、导轨;10、安装块;11、丝杆;12、电机;13、齿轮;14、安装架;141、电加热模块;15、上板;151、通槽;16、下板;161、卡块;17、气缸二;18、夹块;181、斜槽一;182、斜槽二;183、缺口。
具体实施方式
22.以下所述仅是本发明的优选实施方式,保护范围并不仅局限于该实施例,凡属于本发明思路下的技术方案应当属于本发明的保护范围。同时应当指出,对于本技术领域的普通技术人员而言,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
23.如图1所示,一种滚刷,包括滚筒1、粘接于滚筒1外壁的刷毛片2,滚筒1的左侧部分间隔120度设有三个凸起一011,右侧部分间隔120度设有三个凸起二012。如图2所示,为了方便说明,假设将滚筒1切开,并展开铺平,三个凸起一011平行,三个凸起二012也平行,凸起一011、凸起二012均呈倾斜状态,并且凸起一011和左侧边缘的夹角一等于凸起二012和右侧边缘的夹角二。
24.三个凸起一011和三个凸起二012上下错位设置,将凸起一011中线和左侧边缘的交点设为交点一,凸起二012中线和右侧边缘的交点设为交点二,交点一和交点二依次上下错开。同时,凸起一011、凸起二012在左右方向上的长度均大于滚筒1长度的一半,即三个凸起一011、三个凸起二012靠近的一端相互插入。
25.如图3所示,刷毛片2对应凸起一011、凸起二012的位置设有缺口一、缺口二,并且刷毛片2分成两部分,包括外形对称的片一21、片二22。根据外形,将刷毛片2在凸起一011、凸起二012相互插入一端的部分设为三角形片211,将刷毛片2在相邻两个凸起一011之间的部分设为四边形片一212,将刷毛片2在相邻两个凸起二012之间的部分设为四边形片二213。对于整个刷毛片2,总共有三个四边形片一212、三个四边形片二213和六个三角形片211。以片一21为例,片一21包括两个四边形片一212、一个四边形片二213和三个三角形片
211,其中两个三角形片211将两个四边形片一212、一个四边形片二213连为一体,另一个三角形片211设于其中的一个四边形片一212上,即其中的一个四边形片一212右侧边缘远离四边形片二213的一角位置未带有三角形片211。最后三个凸起一011、凸起二012上均设有插槽一,插槽一内插接有刷条013。
26.这样设置后的滚刷,依靠人工,将刷毛片2粘贴到滚筒1上非常不便,操作难度大,效率低。如图4到图6所示,一种滚刷的生产设备,用于将上述的刷毛片2和滚筒1粘接在一起。包括机架一、放置滚刷上毛刷片的放置台4、使放置台4前后移动的丝杆11机构、固定滚筒1并带动其转动的固定组件。
27.其中,固定组件包括插块一5、插块二6和转接架7。机架一的左侧部分为一安装块103,安装块103上转动连接有转轴。插块一5和转轴的右端固定连接,这样就相当于插块一5转动连接于机架一的左侧部分。插块一5、滚筒1供插块一5插入一端的内壁分别设有三个配合的插槽二51和凸起014,这样就可以限制滚筒1和插块一5之间的相对转动。
28.转接架7滑动连接于机架一的右侧,且机架一上固设有驱动转接架7左右滑动的气缸一8,插块二6和转接架7的左侧面转动连接。在侧视方向上,插块二6的圆心和插块一5的圆心重合。这样通过气缸一8调整插块二6和插块一5之间的间距,方便安装、拆卸滚筒1。
29.在俯视方向上,丝杆11机构在插块一5、插块二6之间,包括两个导轨9、两个安装块103、丝杆11和电机12。两个安装块103一前一后固定连接于机架一的顶面。丝杆11的两端分别和两个安装块103转动连接,电机12固定连接于后侧的安装块103,并且电机12的输出轴和丝杆11的后端通过联轴器连接。两个导轨9也固定连接于机架一的顶面,并且两个导轨9处于两个安装块103的左右两侧。
30.放置台4底面设有两个配合导轨9的凸块一,放置台4底面在两个凸块一之间的位置还设有一个凸块二,凸块二设有配合丝杆11的螺纹通孔。放置台4靠近插块一5的一侧设有矩形框41,安装块103处于矩形框41内,这样安装块103就不会影响到放置台4的前后移动。并且矩形框41在安装块103左侧的边缘上还固定连接齿条42,转轴的左端转动连接有配合齿条42的齿轮13。这样放置台4移动的同时,就带动插块一5、滚筒1、插块二6一起转动。
31.放置台4顶面设有若干条配合片一21、片二22边缘的限位凸条43。当放置台4处于最前侧位置时,在俯视方向上,整个放置台4都处于插块一5、滚筒1、插块二6的前侧,调整好插块一5的位置,随着放置台4后移靠近滚筒1,插块一5带动滚筒1转动,当片一21或者片二22刚好碰到滚筒1时,和滚筒1上相应的粘接位置对准。因为三角形片211较小,初始粘接不方便,所以使片一21或者片二22未带有三角部分的一端处于最后侧。
32.机架上还固设有安装架14,安装架14高于放置台4,且在俯视方向上,安装架14处于固定组件的前侧,安装架14底面设有电加热模块141。这样可以在刷毛片2上先涂覆一层热熔胶,如pur胶,当刷毛片2经过电加热模块141后,热熔胶融化,再和滚筒1粘合。
33.若图7 和图8所示,还包括压紧单元,压紧单元包括机架二、六个气缸二17。机架二包括上板15、下板16,上板15设有通槽151,通槽151包括三个延长部分。三个气缸二17间隔120度固设于上板15的顶面,另外三个气缸二17间隔120度固设于上板15的底面,同时六个气缸二17的伸缩杆均朝向机架二的中心,并固定连接有夹块18,而下侧的三个气缸二17的夹块18处于三个延长部分内。下板16顶面对应通槽151的位置设有卡块161,卡块161配合滚筒1供插块一5插入的端部。当滚筒1插入卡块161后,三个上方的气缸二17的夹块18内壁配
合刚好配合凸起二012,三个下方的气缸二17的夹块18内壁刚好配合凸起一011,即一个夹块18,包括配合凸起一011或凸起二012的斜槽一181、压紧刷毛片2相应部分的斜槽二182、配合相邻夹块18的缺口183。
34.一种滚刷的生产方法,使用上述的生产设备,包括:在滚刷生产之前进行刷毛片预处理,具体的涂布工艺为:在绒毛背面,涂覆热熔胶层,通过涂胶设备,控制胶厚,涂胶设备为现有技术。
35.步骤1:将刷毛片2按照滚刷外壁的形式切割,切去刷毛片2对应所述凸起一011、凸起二012的部分,再对刷毛片2未带有刷毛的一面涂覆热熔胶,并将刷毛片2分切成片一21、片二22,完成对刷毛片2的加工。
36.步骤2:将放置台4调整到最前侧位置,将刷毛片2放置到放置台4的限位凸条43内上,并使刷毛片2带有刷毛的一侧朝下,同时调整好刷毛片2的边缘部分,使边缘部分的刷毛处于限位凸条43中,避免刷毛片2边缘部分的刷毛因为弯折而露出;步骤3:将滚筒1安装到固定组件,打开气缸一8,使插块二6远离插块一5,将滚筒1相应的一端和插块一5配合,气缸一8复位,使插块二6和滚筒1的另一端配合;步骤4:打开安装架14底面的电加模块,当热熔胶经过电加模块下方时,就会被加热融化;步骤5:打开丝杆11机构的电机12,使丝杆11机构带动放置台4、以及放置台4上的刷毛片2一起后移,靠近滚筒1,放置台4后移的同时,通过齿轮13、齿条42的配合,带动滚筒1转动,使刷毛片2表面和滚筒1外壁粘合,并且当放置台4后移到后侧限位停止时,在俯视方向上,放置台4处于滚筒1的后侧,方便后续取出粘好刷毛片2的滚筒1;步骤6:握住粘贴好刷毛片2的滚筒1,打开气缸一8,使插块二6远离插块一5,取下滚筒1;步骤7:取下的滚筒1移动到压紧单元,使滚筒1和插块一5配合的一端朝下,并插入卡块161,打开六个气缸二17,使夹块18压住滚筒1外壁的刷毛片2,持续一定时间,直到热熔胶凝固,将刷毛片2牢固地粘接在滚筒1上。