1.本实用新型涉及墙板成型加工装置,具体涉及一种干式混凝土墙板加工设备,属于混凝土加工领域。
背景技术:
2.在预制厂或建筑工地加工制成供建筑装配用的加筋混凝土板型构件,简称墙板或壁板。采用预制混凝土墙板建造装配式大板建筑,可以提高工厂化、机械化施工程度,减少现场湿作业,节约现场用工,克服季节影响,缩短建筑施工周期,现有技术中制造混凝土墙板生产制造时混凝土墙板制造工艺繁杂,表面粗糙度差,现有技术中还没有通过加工设备直接加工干式混凝土板的设备,因此需要设计一种能进行加工混凝土墙板的设备。
技术实现要素:
3.本实用新型的目的是解决现有技术中还没有通过加工设备直接加工干式混凝土板的设备,因此需要设计一种能进行加工混凝土墙板的设备。
4.所述技术问题是通过以下方案解决的:
5.它包括气动机构、电控机构、吊车、桁架、平台、墙板成型机构、液压泵站和四个行走及桁架转轨结构;平台安装在桁架上,气动机构、电控机构、墙板成型机构和液压泵站安装在平台上,吊车滑动安装在桁架顶端上,四个行走及桁架转轨结构分别安装在桁架底端四个角的架体上,气动机构与墙板成型机构连接,电控机构与吊车和行走及桁架转轨结构连接,液压泵站与墙板成型机构连接。
6.本实用新型与现有技术相比包含的有益效果是:
7.1、本技术通过料仓结构将混凝土料通过前出料仓4、中出料仓43和后出料仓11提供加工原料。并通过第一夯实组件和第二夯实组件对前出料仓4和中出料仓43的原料进行夯实成型,通过抹平机构对夯实成型后的混凝土墙板进行抹平。
8.2、通过气缸a2控制前仓门57开启,并通过第一夯实组件对前出料仓4下落的料进行夯实,铺设出预制件底层层面。底层面由夯件a53夯实出平面,在此基础上通过夯件b50进一步夯实出底层面上部结构。根据偏心原理马达d52带动连动架b54上下运动,进而带动夯件a53和夯件b50进行夯实运动。气缸c48带动短拉臂47、连动轴45和长拉臂46拉动中仓门44,使中仓门44在中出料仓43滑动打开,中出料仓43的料下落到已经夯实底层上,并通过马达a19带动轴a18使偏心架a16产生偏心运动,进而带动联动架a14和拉板20做上下往复运动,通过联动架a14带动夯件c21和夯件e24上下往复夯实运动夯实物料,上下运动的拉板20通过摆臂22带动夯件d23和夯件f25摆动夯实中出料仓43下落的料,进而保证对混凝土料进行夯实。
9.3、第一夯实组件和第二夯实组件夯实工作完成后,固定在气缸架b12上的气缸b13收缩,使后仓门17打开,物料下落在之前完成的夯实上,通过喷淋组件33将物料润湿,并通过马达b26带动后中心轴28、抹平器a31和抹平器b32对物料进行抹平,保证夯实混凝土墙板
的尺寸和上表面的光滑。
附图说明
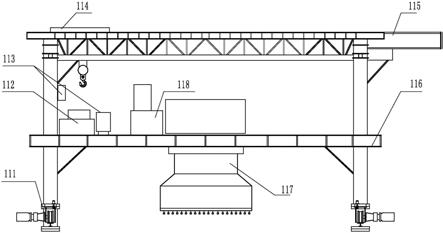
10.图1是本技术的整体结构主视图。
11.图2是本技术的整体结构左视图。
12.图3是本技术墙板成型机构117的主视图。
13.图4是图3的俯视图。
14.图5是图3的左视图。
15.图6是图3的右视图。
16.图7是图3中a向视图。
17.图8是图3中b向视图。
18.图9是图3中c向视图。
19.图10是本实用新型中行走及桁架转轨结构111的主视图;
20.图11是图10是左视图;
21.图12是桁架转轨前的结构示意图;
22.图13是桁架转轨中的结构示意图;
23.图14是桁架转轨后的结构示意图。
具体实施方式
24.具体实施方式一:结合图1-图14说明本实施方式,所述一种干式混凝土墙板加工设备,它包括气动机构112、电控机构113、吊车114、桁架115、平台116、墙板成型机构117、液压泵站118和四个行走及桁架转轨结构111;平台116安装在桁架115上,气动机构112、电控机构113、墙板成型机构117和液压泵站118安装在平台116上,吊车114滑动安装在桁架115顶端上,四个行走及桁架转轨结构111分别安装在桁架115底端四个角的架体上,气动机构112与墙板成型机构117连接,电控机构113与吊车114和行走及桁架转轨结构111连接,液压泵站118与墙板成型机构117连接。
25.具体实施方式二:结合图1-图4说明本实施方式,本实施方式所述一种干式混凝土墙板加工设备,墙板成型机构117包括料仓结构、夯实机构、抹平机构和架体;料仓结构安装在架体上,夯实机构和抹平机构由前至后安装在架体底端上。其它组成和连接方式与具体实施方式一相同。
26.具体实施方式三:结合图1-图6说明本实施方式,本实施方式所述一种干式混凝土墙板加工设备,料仓结构包括前支架3、前出料仓4、中料仓9、进料仓10、后出料仓11、气缸b13、后仓门17、中出料仓43、前仓门57、两个气缸a2、两个油缸5、两个推拉臂6、中仓门44、连动轴45、气缸架c49、两个中仓轴7、两个开合板8、两个气缸架b12、两个长拉臂46、两个短拉臂47和两个气缸c48;
27.进料仓10安装在中料仓9顶端,前出料仓4、中出料仓43和后出料仓11由前至后安装在中料仓9底端上,且前出料仓4、中出料仓43和后出料仓11均与中料仓9连通,前支架3安装在前出料仓4上,每个气缸a2缸体外壳均安装在前支架3上,前仓门57设置在前出料仓4底端,每个气缸a2的活塞杆伸出端与前仓门57固定连接,中料仓9和前出料仓4与中出料仓43
连接处设有一个中仓轴7,中料仓9和后出料仓11与中出料仓43连接处设有一个中仓轴7,每个中仓轴7与中料仓9转动连接设置,每个中仓轴7上安装有一个开合板8,且开合板8设置在中料仓9内,每个中仓轴7的一端通过一个推拉臂6与一个油缸5的活塞杆伸出端连接,油缸5的壳体安装在架体上,气缸架b12安装架体上,每个气缸b13的壳体固定安装在气缸架b12上,后仓门17竖直插装在后出料仓11上,每个气缸b13的活塞杆伸出端与后仓门17固定连接,
28.气缸架c49安装在前出料仓4和中出料仓43之间的架体上,每个气缸c48缸体外壳固定安装在气缸架c49上,中仓门44设置在中出料仓43底端上,每个长拉臂46的一端转动连接安装在中仓门44上,每个短拉臂47的一端与长拉臂46的另一端转动连接,每个气缸c48活塞杆伸出端与一个短拉臂47的另一端连接。其它组成和连接方式与具体实施方式二相同。
29.具体实施方式四:结合图3说明本实施方式,本实施方式所述一种干式混凝土墙板加工设备,夯实机构包括第一夯实组件、第二夯实组件、喷淋组件33和多个线位器1;第一夯实组件和第二夯实组件由前至后安装在架体上,喷淋组件33靠近抹平机构安装在架体上,多个线位器1安装在架体底端上。线位器1的作用是挂载预制件中的钢绞线,使其达到要求位置。其它组成和连接方式与具体实施方式二相同。
30.具体实施方式五:结合图1-图6和图7说明本实施方式,本实施方式所述一种干式混凝土墙板加工设备,第一夯实组件包括夯件b50、马达d52、夯件a53、连动架b54、偏心架c55、两个竖杆a51和两个竖杆b56;马达d52壳体安装在架体上,马达d52的输出轴通过偏心套安装在偏心架c55上,连动架b54安装在偏心架c55上,夯件a53固定安装在两个竖杆a51底端上,两个竖杆a51顶端安装在连动架b54上,夯件b50固定安装在两个竖杆b56底端上,两个竖杆b56的顶端安装在连动架b54上。其它组成和连接方式与具体实施方式四相同。
31.具体实施方式六:结合图1
‑‑
图7说明本实施方式,本实施方式所述一种干式混凝土墙板加工设备,夯件a53位于夯件b50的前端设置,夯件a53和夯件b50平行设置,夯件a53的底端高于夯件b50的底端。其它组成和连接方式与具体实施方式五相同。
32.具体实施方式七:结合图1-图6说明本实施方式,本实施方式所述一种干式混凝土墙板加工设备,第二夯实组件包括联动架a14、立杆15、偏心架a16、轴a18、马达a19、拉板20、夯件c21、摆臂22、夯件d23、夯件e24和夯件f25;马达a19壳体固定安装在架体上,马达a19通过轴a18和偏心套安装在偏心架a16上,拉板20顶端与偏心架a16固定连接,拉板20底端与夯件e24固定连接,联动架a14与偏心架a16固定连接,夯件c21通过立杆15固定安装在联动架a14上,摆臂22中部通过转轴转动连接安装在架体上,夯件d23和夯件f25分别竖直安装在摆臂22的两端,夯件e24设置在夯件d23和夯件f25之间,拉板20和摆臂22通过转轴转动连接,拉板20和摆臂22连接处靠近夯件d23设置,夯件c21、夯件d23、夯件e24和夯件f25由前之后一次设置。其它组成和连接方式与具体实施方式四相同。
33.具体实施方式八:结合图1-图6和图9说明本实施方式,本实施方式所述一种干式混凝土墙板加工设备,内框35、外框36、长轴40、马达c41、两个连板34、两个内框拉杆37、两个外框拉杆38、四个偏心架c39和多个芯管42;马达c41壳体固定安装在架体上,马达c41的输出轴与长轴40固定连接,长轴40安装在四个偏心架c39内,长轴40通过偏心套与偏心架c39连接,每个内框拉杆37的一端与一个偏心架c39固定连接,每个外框拉杆38的一端与一个偏心架c39固定连接,每个内框拉杆37的另一端与内框35固定连接,每个外框拉杆38的另
一端与外框36固定连接,两个内框拉杆37平行设置在两个外框拉杆38内,外框36底端通过连板34与多个芯管42固定连接,内框35底端通过连板34与多个芯管42固定连接。其它组成和连接方式与具体实施方式七相同。
34.本实施方式的中仓门44在中出料仓43打开时,中出料仓43的料下落到已夯实的底层上面与芯管42上,芯管42尾部的形状与混凝土墙板孔洞尺寸相同,并通过马达a19带动轴a18使偏心架a16产生偏心运动,进而带动联动架a14和拉板20做上下往复运动,通过联动架a14带动夯件c21和夯件e24上下往复运动夯实芯管42周围的物料,上下运动的拉板20通过摆臂22带动夯件d23和夯件f25摆动并夯实中出料仓43下落的料,进而保证对混凝土料进行夯实。马达c41带动长轴40转动,进而通过内框拉杆37代动内框35和内框35下方芯管42进行先后运动,同时马达c41带动长轴40转动,进而通过外框拉杆38代动外框36和外框36下方芯管42进行先后运动。芯管42在物料中前后窜动,保持混凝土墙板孔洞的形状尺寸且使孔壁光洁。
35.具体实施方式九:结合图1-图6说明本实施方式,本实施方式所述一种干式混凝土墙板加工设备,墙板抹平机构包括马达b26、托架27、后中心轴28、抹平器a31、抹平器b32、两个拉臂b30和两个偏心架b29
36.马达b26通过托架27固定安装在架体上,马达b26转轴与两个偏心架b29连接,且每个偏心架b29通过偏心套与马达b26转轴连接,每个偏心架b29分别与一个拉臂b30的一端固定连接,一个拉臂b30的另一端与抹平器a31连接,另一个拉臂b30的另一端与抹平器b32连接,抹平器a31的每端分别安装有两个滑动导向轴,抹平器a31通过两端的滑动导向轴滑动设置,抹平器b32的每端分别安装有两个滑动导向轴,抹平器b32通过两端的滑动导向轴滑动设置。通过马达b26带动偏心架b29内的偏心套转动,进而通过偏心套带动拉臂b30往复运动,进而使拉臂b30带动抹平器a31和抹平器b32进行抹平工作。其它组成和连接方式与具体实施方式一相同。
37.具体实施方式十:结合图10-图14说明本实施方式,本实施方式所述一种干式混凝土墙板加工设备,行走及桁架转轨结构111包括行走机构、行走轨道和多个转向盘,行走轨道设置在桁架115的下方,多个转向盘分别设置在行走轨道的转弯处,行走机构包括行走电机111-1、前行走轮111-2、后行走轮111-3和行走箱111-4,转向盘包括回转轨道111-8、回转盘111-10和两个固定架111-9;
38.行走箱111-4设置在桁架立柱115-1的下端,行走电机111-1固接在行走箱111-4的外侧,前行走轮111-2和后行走轮111-3水平并列设置在行走箱111-4的内侧,行走电机111-1的电机轴通过传动机构分别与前行走轮111-2和后行走轮111-3连接,行走时前行走轮111-2和后行走轮111-3分别与行走轨道相配合,行走箱111-4的上端水平固接有回转齿圈111-5,回转齿圈111-5的外圈与桁架立柱115-1转动连接,桁架立柱115-1的下端固接有回转马达111-6,回转马达111-6竖直向下设置,回转马达111-6的输出轴上固接有回转齿轮111-7,回转齿轮111-7与回转齿圈111-5的内圈相啮合,
39.回转轨道111-8固接在回转盘111-10的上端面上,转向时前行走轮111-2和后行走轮111-3分别与回转轨道111-8相配合,回转盘111-10上端面上垂直固接有两个固定架111-9,固定架111-9的上端内侧壁分别与行走箱111-4的下端外侧壁相配合,回转盘111-10包括上转盘和下转盘,上转盘设置在下转盘的正上方,上转盘与下转盘之间通过轴承转动连接。
其它组成和连接方式与具体实施方式一相同。
40.如此设计在进行直线行走时,行走电机111-1带动前行走轮111-2和后行走轮111-3回转,前行走轮111-2和后行走轮111-3沿行走轨道行走,前行走轮111-2和后行走轮111-33与行走箱111-4转动连接,故带动行走箱111-4和桁架立柱115-1向前平移。
41.如此设计在转向时,前行走轮111-2和后行走轮111-3移动至转向盘上,且分别与回转轨道111-8相配合,回转马达111-6带动回转齿轮111-7转动,进而使得回转齿圈111-5带动行走箱111-4转动,固定架111-9的上端内侧壁分别与行走箱111-4的下端外侧壁相配合,使得回转盘111-10的上转盘带动回转轨道111-8同时转动,以达到与横向的行走轨道对接的目的。回转轨道111-8的两端为以轨道长度为直径所形成的圆周弧度相同的圆弧状,且该圆弧与回转盘111-10同心设置,以免轨道转动时发生干涉。这样就实现了桁架的转轨工作。通过回转盘的转向功能,可以使桁架连带整个工作装置由一个工作面转移到下一个工作面,节省了设备、减少了投入。
42.图12所示,当设备在a1区的工作完成后,需要到b1区工作,此时将桁架115沿纵向轨道c1运行至位于轨道一端的转向盘上,4个转向盘旋转90度,使转向盘上的回转轨道与横向轨道d1对接,而后桁架115沿横向轨道行驶至b1区转轨装置上如图13所示,b1区转向盘旋转90度,使转向盘上的回转轨道与b1区纵向轨道e1对接,桁架115可沿b1区纵向轨道e1行驶如图14所示,开始b1区的工作。
43.具体实施方式十一:结合图3说明本实施方式,本实施方式所述一种干式混凝土墙板加工设备,气动机构112与气缸a2、气缸b13和气缸c48连接,电控机构113与吊车114的电机和行走及桁架转轨结构111连接,液压泵站118与油缸5、马达a19、马达b26、马达c41和马达d52连接。电控机构113是由控制台和配电箱两部分组成;通过控制台上的开关使行走及桁架转轨结构111行走电机工作,使桁架沿轨道运动;以及控制桁架上的吊车114电机,使吊车沿桁架顶部轨道运动并且使吊钩升降;控制气动机构112开关使气泵工作,并使气缸伸缩开关仓门;控制喷淋组件33的水泵进行喷淋工作;控制电磁阀,使液压系统工作。控制吊车114使吊车可以移动到每个工作位置,以便吊起或落下物料斗其它组成和连接方式与具体实施方式一相同。
44.工作原理
45.本技术工作时通过四个行走及桁架转轨结构111带动整体设备沿铺设模具方向行走,通过墙板成型机构117对模具内进行夯实工作,并将物料通过电控机构113控制吊车114将物料吊送至进料仓10内,通过料仓结构的油缸5带动推拉臂6和开合板8将物料分别送至前出料仓4、中料仓9和后出料仓11内,通过电控机构113控制气动机构112,气泵112提供动力,通过管路与气缸连接,使气缸a2、气缸b13、气缸c48伸缩,从而带动前仓门57后仓门17和中仓门44实现仓门开关动作。
46.打开前仓门57、中仓门44和后仓门17并进行下料工作,通过电控机构113控制液压泵站118,液压泵站118通过液压管路与马达a19、马达c41和马达d52带动夯件在模板内进行夯实工作,液压泵站118通过液压管路控制马达b26进行抹平工作。