1.本实用新型涉及表面处理技术领域,特别涉及一种陶瓷过滤板表面处理装置。
背景技术:
2.在生产陶瓷过滤板的过程中,主要流程为先买回来海绵,然后把四周切割成斜面,再经过氧化铝浆液充分浸泡,然后用烘箱烘干海绵,形成半成品的陶瓷过滤板,工人要在半成品的陶瓷过滤板表面再喷一遍氧化铝浆液进行表面处理,使表面更加光滑,最后经过高温烧结成成品,氧化铝在高温条件下烧结形成氧化铝陶瓷,最终是用来做熔铸铝水过滤的滤芯,是一种耐高温的过滤材料。
3.在对陶瓷过滤板表面进行喷浆处理时,采用的方式是工人将陶瓷过滤板放置在旋转台上,手持喷枪对准陶瓷过滤板进行喷浆,一面完成之后,需要将陶瓷过滤板翻面,然后对另一面进行喷浆,上述过程由于都是人工操作,非常不方便,效率较低,而且人工长时间近距离接触氧化铝浆液,会对身体造成损伤,因此为了解决上述问题,需要一种自动化的陶瓷过滤板表面处理装置。
技术实现要素:
4.本实用新型的目的是提供一种陶瓷过滤板表面处理装置,具有自动化喷浆,工作效率高的效果。
5.本实用新型的上述技术目的是通过以下技术方案得以实现的:一种陶瓷过滤板表面处理装置,包括工作台,所述工作台上设置有用于夹紧陶瓷过滤板的夹持机构以及位于陶瓷过滤板上方的喷浆机构,所述夹持机构包括四个气缸,四个所述气缸正交分布且工作端两两相对,所述工作台上设置有支撑架,相对的一组气缸与所述支撑架转动连接,另一组与所述支撑架固定连接,所述气缸的工作端设置有夹持板,所述夹持板位于同一高度,与支撑架转动连接的一组气缸相背离的两侧设置有驱使其翻转的翻转机构。
6.通过采用上述技术方案,与支撑架固定连接的一组气缸将陶瓷过滤板夹紧,夹紧后通过喷浆机构对陶瓷过滤板的一面进行喷浆,喷浆完成之后,与支撑架转动连接的气缸将陶瓷过滤板夹紧,随后与支撑架固定连接的气缸收缩,喷浆机构对气缸夹紧处进行补喷,补喷完成之后,翻转机构控制气缸翻转,从而将陶瓷过滤板翻面,翻面完成之后,通过喷浆机构对陶瓷过滤板的另一面进行喷浆,喷浆完成之后,切换夹紧气缸,对之前夹紧处进行补喷,补喷完成之后即可取出陶瓷过滤板,进行下一工序,完全避免了人工操作,大大提升了工作效率。
7.作为本实用新型的进一步设置,所述翻转机构包括固定在气缸尾部的齿轮,所述齿轮的轴线和气缸工作端轴线重合,所述支撑架上设置有与所述齿轮啮合的齿条,两个所述齿条的一端连接有连接板,所述连接板的一端连接有推动气缸。
8.通过采用上述技术方案,推动气缸推动齿条运动,齿条运动带动齿轮转动,齿轮转动带动气缸转动,从而带动气缸夹紧的陶瓷过滤板翻转,简单实用。
9.作为本实用新型的进一步设置,所述喷浆机构包括支撑顶架,所述支撑顶架上设置有纵向丝杠和滑杆,所述纵向丝杠与滑杆平行间隔设置,所述纵向丝杠和滑杆上设置有横向丝杠,所述横向丝杠与所述纵向丝杠垂直设置,所述横向丝杠的丝杠螺母上可拆卸连接有喷头,所述喷头竖直向下设置。
10.通过采用上述技术方案,采用纵向丝杠和横向丝杠,可调节喷头的任一位置,从而可全方位对陶瓷过滤板进行喷浆,实用性强。
11.作为本实用新型的进一步设置,所述支撑架22上设置有凹槽45,所述齿条42滑动卡接在所述凹槽45中。
12.通过采用上述技术方案,凹槽的设置可避免齿条在滑动过程中出现脱齿的可能,保证装置的稳定性。
13.作为本实用新型的进一步设置,所述夹持板的形状与陶瓷过滤板的边沿形状相匹配。
14.通过采用上述技术方案,陶瓷过滤板的边沿是斜面状,夹持板的形状与其形状相匹配可大大增加夹紧的稳定性,避免在喷浆和翻转的过程中发生侧移,导致喷浆效果变差或者切换夹紧气缸时对不准的问题。
15.作为本实用新型的进一步设置,所述工作台上安装有将工作区域罩住的封闭罩,所述封闭罩一侧开设有用于进料和出料的出料口,所述出料口上端铰接有活动窗,所述活动窗一侧铰接设置有气弹簧,所述气弹簧的另一端与封闭罩铰接,所述出料口的底部设置有卡扣。
16.通过采用上述技术方案,通过封闭罩将工作区域封闭,避免浆液飞溅,污染加工区环境,活动窗则方便进料和出料,实用性强。
17.作为本实用新型的进一步设置,所述封闭罩与活动窗相对的一侧设置有通风扇。
18.通过采用上述技术方案,通风扇可将混合在空气中的氧化铝飞沫抽走,提升加工区的空气质量。
19.作为本实用新型的进一步设置,所述工作台位于陶瓷过滤板底部开设有集料口,所述集料口的下方设置有集料漏斗,所述集料漏斗的底部设置有收集桶。
20.通过采用上述技术方案,可将喷浆过程中多余的浆液进行收集,经过处理后可重复再次利用,节约环保。
21.本实用新型的有益效果是:
22.1、喷浆之前,打开通风扇,将活动窗打开,将陶瓷过滤板送至工作区,首先使与支撑框固定连接的一组气缸将陶瓷过滤板夹紧,关闭活动窗,然后控制喷头对陶瓷过滤板进行喷浆,喷浆完成之后,与支撑框转动连接的一组气缸将陶瓷过滤板夹紧,与支撑框固定连接的一组气缸收缩,夹紧后,控制喷头对上一组气缸夹紧处进行补喷,补喷完成后,控制推动气缸,推动气缸推动齿条运动,齿条运动带动齿轮转动,齿轮转动带动气缸转动,从而带动气缸夹紧的陶瓷过滤板翻转,翻转完成之后,控制喷头对陶瓷过滤板进行喷浆,随后切换一组夹紧的气缸,对之前夹紧处进行补喷,完成之后,打开活动窗,取出陶瓷过滤板,喷浆过程无需人工干预,自动实现喷浆,翻转,再次喷浆,工作效率高。
23.2、采用纵向丝杠和横向丝杠,可调节喷头的任一位置,从而可全方位对陶瓷过滤板进行喷浆,实用性强。
24.3、凹槽的设置可避免齿条在滑动过程中出现脱齿的可能,保证装置的稳定性。
25.4、陶瓷过滤板的边沿是斜面状,夹持板的形状与其形状相匹配可大大增加夹紧的稳定性,避免在喷浆和翻转的过程中发生侧移,导致喷浆效果变差或者切换夹紧气缸时对不准的问题。
26.5、封闭罩将工作区域封闭,避免浆液飞溅,污染加工区环境,通风扇可将混合在空气中的氧化铝飞沫抽走,提升加工区的空气质量。
附图说明
27.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
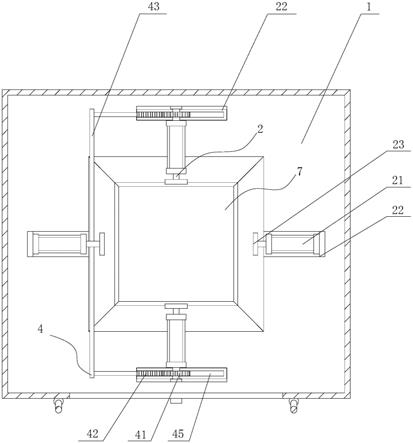
28.图1是本实施例部分俯视结构示意图;
29.图2是本实施例部分剖切结构示意图;
30.图3是本实施例外部整体结构示意图;
31.图4是图2中a部分放大示意图;
32.图中,1、工作台,2、夹持机构,21、气缸,22、支撑架,23、夹持板,3、喷浆机构,31、支撑顶架,32、纵向丝杠,33、滑杆,34、横向丝杠,35、喷头,4、翻转机构,41、齿轮,42、齿条,43、连接板,44、推动气缸,45、凹槽,5、封闭罩,51、出料口,52、活动窗,53、气弹簧,54、卡扣,55、通风扇,61、集料口,62、集料漏斗,63、收集桶,7、陶瓷过滤板。
具体实施方式
33.下面将结合具体实施例对本实用新型的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
34.实施例
35.参考图1至图4,一种陶瓷过滤板表面处理装置,包括工作台1,工作台1上设置有用于夹紧陶瓷过滤板7的夹持机构2以及位于陶瓷过滤板7上方的喷浆机构3,夹持机构2包括四个气缸21,四个气缸21正交分布且工作端两两相对,工作台1上设置有支撑架22,相对的一组气缸21与支撑架22转动连接,另一组与支撑架22固定连接,气缸21的工作端设置有夹持板23,夹持板23位于同一高度,夹持板23的形状与陶瓷过滤板7的边沿形状相匹配,与支撑架22转动连接的一组气缸21相背离的两侧设置有驱使其翻转的翻转机构4,翻转机构4包括固定在气缸尾部的齿轮41,齿轮41的轴线和气缸21工作端轴线重合,支撑架22上设置有与齿轮41啮合的齿条42,两个齿条42的一端连接有连接板43,连接板43的一端连接有推动气缸44,支撑架22上设置有凹槽45,齿条42滑动卡接在所述凹槽45中。
36.进一步的,上述的喷浆机构3包括支撑顶架31,支撑顶架31上设置有纵向丝杠32和滑杆33,纵向丝杠32与滑杆33平行间隔设置,纵向丝杠32和滑杆33上设置有横向丝杠34,横向丝杠34与纵向丝杠32垂直设置,横向丝杠34的丝杠螺母上可拆卸连接有喷头35,喷头35
竖直向下设置,通过纵向丝杠32和横向丝杠34可控制喷头32在平面的任一位置,使得喷浆更加均匀充分。
37.进一步的,工作台1上安装有将工作区域罩住的封闭罩5,封闭罩5可以设置成透明状,以便于观察内部情况,封闭罩5一侧开设有用于进料和出料的出料口51,出料口51上端铰接有活动窗52,活动窗52一侧铰接设置有气弹簧53,气弹簧53的另一端与封闭罩5铰接,出料口51的底部设置有卡扣54,封闭罩5与活动窗52相对的一侧设置有通风扇55。
38.进一步的,工作台1位于陶瓷过滤板7底部开设有集料口61,集料口61的下方设置有集料漏斗62,集料漏斗62的底部设置有收集桶63。
39.本实施例的工作原理如下:
40.加工之前,打开通风扇55,提前对工作区域通风,打开活动窗52,从活动窗52将陶瓷过滤板7送至工作区域,先控制与支撑架22固定连接的一组气缸21将陶瓷过滤板7夹紧,夹紧后,关闭活动窗52,控制喷头35对陶瓷过滤板7一面进行喷浆,完成之后,控制与支撑架22转动连接的一组气缸21将陶瓷过滤板7夹紧,然后与支撑架22固定连接的一组气缸21收缩,控制喷头35对刚刚夹紧的区域进行补喷,补喷完成后,控制推动气缸44推动齿条42运动,齿条42带动齿轮41转动,齿轮41带动气缸21转动,从而使气缸21夹紧的陶瓷过滤板7翻转翻面,控制喷头35对陶瓷过滤板进行喷浆,完成之后,更换一组气缸21进行夹紧,对控制喷头35对刚刚夹紧的部位进行补喷,补喷完成之后,打开活动窗52,取出喷浆完成的陶瓷过滤板7,更换新的陶瓷过滤板7继续进行喷浆,喷浆过程无人工干预,大大提升了工作效率。