一种低成本高性能的tibw/ti复合材料及其制备方法与应用
技术领域
1.本发明属于有色金属加工技术领域,具体涉及一种低成本高性能的tibw/ti复合材料及其制备方法与应用。
背景技术:
2.钛是一种优良的结构材料,随着社会的发展进步,其在各领域的使用比例越来越大,在民用方面的应用愈发受重视。人们在可承受的成本范围内不断追求着性能更高的钛材料。目前,提升钛合金的性能主要依靠开发新合金材料和细化材料的晶粒尺寸。自从钛元素被发现以来,科研人员开发出一大批性能优良的钛合金牌号,例如,ti60、tc21、bt37等。近几年,新牌号钛合金的开发相对乏力,而且,由于产品的使用环境不同,部分合金元素的添加受到限制。例如,在生物医疗领域,钛合金被作为人工关节、骨创伤产品、牙种植体、牙托等的首选材料。
3.钛基复合材料是指以纯钛或钛合金为基体,加入高强度,高服役温度,高硬度的增强相来提高合金性能。一般来说,增强相的加入一般有两种方法,分别为外加法和内生法。但外加法制备得到的复合材料存在着增强相与基体相界面结合不紧密、增强相分散不均匀、材料致密度低等一系列问题。而内生法添加的增强相与基体的结合力强且尺寸可控。目前,tib陶瓷相因其高硬度、与钛的热膨胀系数相近等优点而常作为钛基复合材料增强相。目前来说,铸造法制备钛基复合材料需要达到高于钛的熔点的熔炼温度,能源消耗十分巨大;对材料的利用率不高;而粉末冶金制备钛基复合材料,不仅要使用价格高昂的纯钛粉作为原料,而且要使用能源消耗巨大的烧结方法。
4.目前降低钛基复合材料的制备成本往往可以通过降低原料成本和选择工艺简单,加工少的成形方式来实现。以纯钛粉制备过程中的中间产物氢化钛粉来代替纯钛粉作为原材料和选用工艺流程简单,加工少的无压烧结的成形方式是降低成本的重要方法,并且氢化钛烧结后的块体的致密度高,晶粒细小,力学性能优异。然而,硼与钛的互扩散速率相差较大,硼向钛扩散的速率远高于钛向硼扩散的速率。在烧结过程中时易因柯肯达尔效应形成二次孔洞,降低材料的致密度。而氢的脱去在基体上留下大量缺陷,进一步提高了硼向钛的扩散速率,使得致密度进一步降低。除此以外,以氢化钛粉末为原料,无压烧结制备的tibw/ti复合材料也存在组织不均匀,致密度低等问题,最终导致制备的块体tibw/ti复合材料的致密度低,力学性能差。而外加增强相的方法存在与基体结合不牢,在混粉过程中容易出现混粉不均匀出现团聚等现象,从而恶化材料的力学性能。参考文献1(song y,dong s,stasiuk o,et al.synthesis of ti/tib composites via hydrogen-assisted blended elemental powder metallurgy[j].front.mater.7:572005.)以氢化钛及tib2粉末为原料,通过内生法无压烧结制备了tibw/ti复合材料,其致密度为97.8%,其拉伸塑性并未报道。参考文献2(jimoh a,sigalas i,hermann m.in situ synthesis of titanium matrix composite(ti-tib-tic)through sintering of tih2-b4c[j].materials sciences&applications,2012,3(1))以氢化钛及b4c粉末为原料,通过内生法无压烧结制
备了tib、tic混杂增强纯钛复合材料,其致密度为93.5%,亦未报道其拉伸塑性。参考文献3(bagliuk g a,stasiuk a a,savvakin d g.effect of titanium diboride content on basic mechanical properties of composites sintered from tih2+tib
2 powder mixtures[j].powder metallurgy and metal ceramics,2020,58(10))以氢化钛和tib2为原料,通过内生法无压烧结制备了tibw/ti复合材料,其致密度为96.3%左右,其拉伸塑性约为2%。根据文献可知,现有技术存在以下问题:
[0005]
(1)常规的熔铸法制备钛基复合材料是以价格高昂的纯钛作为原材料,且在熔炼过程中需超过钛的熔点,消耗大量能源,且材料利用率低。生产成本高昂。
[0006]
(2)常规粉末冶金法制备钛基复合材料大多数还是以价格高昂的纯钛粉作为原材料,并结合高能球磨,元素混粉等办法引入增强相,但是有以下不足:第一,以球磨来引入增强相容易引入杂质元素,恶化材料的力学性能;第二,以混粉来引入增强相易混粉不均匀,有团聚的情况出现,恶化材料的力学性能;第三,烧结方式的选取一般是采用加压烧结或者无压烧结结合后续塑性变形,生产成本高昂。
[0007]
(3)硼与钛的互扩散速率相差较大。其中,硼向钛扩散的速率远高于钛向硼扩散的速率。在烧结过程中时易因柯肯达尔效应形成二次孔洞,降低材料的致密度。除此以外,以氢化钛粉末为原料,无压烧结制备的tibw/ti复合材料也存在组织不均匀,致密度低,力学性能差等问题。
技术实现要素:
[0008]
为解决现有技术的缺点和不足之处,本发明的首要目的在于提供一种低成本高性能tibw/ti复合材料的制备方法。
[0009]
本发明另一目的在于提供上述方法制得的一种低成本高性能tibw/ti复合材料。
[0010]
本发明再一目的在于提供上述一种低成本高性能tibw/ti复合材料在航天航空、装甲车、汽车、航海等领域中的应用。
[0011]
本发明目的通过以下技术方案实现:
[0012]
一种低成本高性能tibw/ti复合材料的制备方法,包括以下步骤:
[0013]
将纳米tib2粉末和硬脂酸混合,并进行球磨,得到表面覆盖一层硬脂酸薄膜的纳米tib2粉末,后与氢化钛粉末混合,经压制成型,烧结,得到tib陶瓷相分布均匀的tibw/ti钛基复合材料。
[0014]
本发明方法可通过计算,取用不同量的氢化钛从而获得不同tib体积含量的钛基复合材料。
[0015]
优选地,所述氢化钛粉末和表面覆盖一层硬脂酸薄膜的纳米tib2粉末的质量比为20.36~20.51:0.21~0.35;更优选为20.51:0.21;所得tib陶瓷相分布均匀的tibw/ti钛基复合材料中,tibw的体积占比为3~5vol.%。
[0016]
优选地,所述硬脂酸和纳米tib2粉末的质量比为1:80~100;更优选为1:85~100,最优选为1:95~100。
[0017]
优选地,所述球磨的参数为:转速为200~350rpm、球料比为90~100:1,球磨时间为10~15小时。
[0018]
优选地,所述球磨在惰性气体或氮气氛围中进行。
[0019]
优选地,所述球磨设备为qm-3sp4。
[0020]
优选地,所述商业纳米tib2粉末的粒径为50~200nm,所述氢化钛粉末的粒径为40~150μm。
[0021]
优选地,所述表面覆盖一层硬脂酸薄膜的纳米tib2粉末与氢化钛粉末混合的方式为机械混合,其中机械混合的转速为200~350rpm,混合时长为10~15h。
[0022]
优选地,所述球磨结束后,还需进行过200~400目筛,得到表面覆盖一层硬脂酸薄膜的纳米tib2粉末。
[0023]
优选地,所述压制成型的压力为200~1000mpa,保压时长为30~120s。
[0024]
优选地,所述烧结为真空烧结,温度为850~1350℃,保温时长为3~12小时。
[0025]
本发明方法以硬脂酸为球磨分散剂,低成本的tih2、tib2粉末为原料,解决了以纯钛粉末为原料成本高昂、以氢化钛为原料制备的钛基复合材料致密度低、力学性能差的问题,实现了低成本,高性能复合材料的制备。
[0026]
本发明提供上述方法制得的一种低成本高性能tibw/ti复合材料。
[0027]
本发明方法制备得到的tibw/ti复合材料的结构特征为:平均长径比20~24的tib晶须均匀无序分布于纯钛基体上,烧结态块体合金致密度不低于98.7%。其中高长径比tib是tib2与ti在烧结过程中形成的。
[0028]
本发明方法制备的tibw/ti复合材料具有显著提高的性能,其中制备的ti+3vol%tib复合材料无压烧结致密度高(98.83%),屈服强度为630mpa,断抗拉强度达789mpa后伸长率为6.1%,实现了烧结氢化钛制备的tibw/ti复合材料拉伸塑性大幅度提升,可应用于航天航空、装甲车、汽车、航海等领域中的高强结构件的低成本制备中。
[0029]
本发明的提供上述一种低成本高性能tibw/ti复合材料在航天航空、装甲车、汽车和航海领域中的应用。
[0030]
所述航天航空、装甲车、汽车和航海领域中的应用,包括作为航天器结构部件材料、运载火箭的压力容器材料、卫星结构零部件材料、导弹弹体的部件材料、飞机航空发动机零件、汽车及装甲车发动机零件以及船舶舰艇耐腐蚀结构材料的应用。
[0031]
本发明方法主要利用硬脂酸熔点低的特点,使其在球磨过程中随着温度的升高而逐渐熔化,在球磨过程中使纳米tib2粉末表面形成一层硬脂酸薄膜,杜绝了纳米tib2粉末之间直接接触,在粉末混合过程中可有效防止团聚,且避免形成柯肯达尔孔洞,提高烧结后的块体材料的致密度及形成高长径比的tib晶须。再将球磨分散处理过的tib2粉末和氢化钛粉末机械混合,后经压制、高温烧结的方式得到所需样品。其中,在高温烧结过程时,原位反应tih2+tib2=2tib+h2的发生可使烧结完成后得到高长径比tib晶须均匀分布的tibw/ti钛基复合材料;钛合金基体成分可根据服役环境的要求进行选择。因此本发明方法适用于tib增强钛合金复合材料的制备,有着广泛的适用性。
[0032]
与现有技术相比,本发明具有以下优点及有益效果:
[0033]
(1)和现有烧结氢化钛和tib2粉末制备tibw/ti复合材料相比,选取纳米级别的tib2粉末作为原料,避免了柯肯达尔孔洞的形成,大大提高了烧结后钛基复合材料块体的致密度。并针对纳米级别粉末的本征特性,选择用硬脂酸为球磨分散剂,使纳米tib2的表面形成薄膜,有效隔绝了纳米粉末直接接触,解决了在混粉过程中纳米级别增强相易团聚的现象。此外利用tib2和ti反应生成的tib与基体结合良好。本发明方法制备的tibw/ti复合材
料的屈服强度为630mpa,抗拉强度为740mpa断后延伸率为6.1%,实现了烧结氢化钛制备的钛基复合材料拉伸塑形从无到有的突破。
[0034]
(2)与现有tib增强纯钛复合材料技术相比,本发明采用氢化钛粉末为原料直接烧结得到的tib增强纯钛复合材料组织均匀,无团聚现象,且无压烧结致密度高(98.83%)。本发明方法制备的tibw/ti复合材料的力学性能(抗拉强度740mpa,断后伸长率为6.1%)优于无压烧结氢化钛制备的tibw/ti复合材料的性能(抗拉强度750mpa,断后伸长率为2%),本发明方法以较低的工艺成本制备了高性能tibw/ti复合材料。
[0035]
(3)本发明方法采用氢化钛为原料可有效降低合金原料成本,辅以粉末冶金的近净成形特性可快速高效制备异形复合材料,并推动其在军用,民用各个领域的应用,具有广泛推广的实用性价值。
附图说明
[0036]
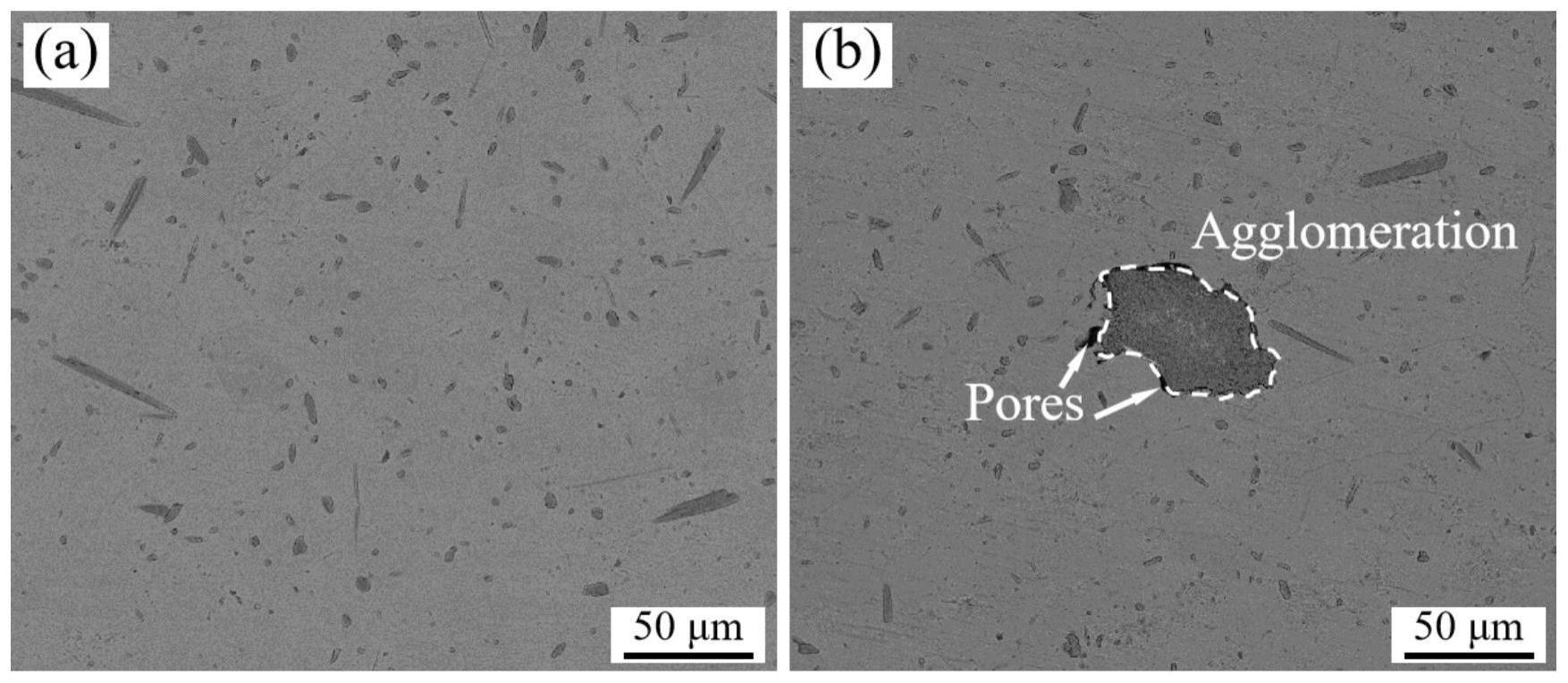
图1为(a)为实施例1中tib2粉末经球磨分散处理后固结的tibw/ti复合材料的扫描电子显微镜组织图;(b)为商业tib2粉末固结的tibw/ti复合材料的扫描电子显微镜组织图。
[0037]
图2为实施例1中tib2粉末经球磨分散处理后固结的tibw/ti复合材料的拉伸力学性能图。
[0038]
图3中的(a)、(c)为实施例5中tib2粉末经球磨分散处理后固结的tibw/ti复合材料的micro-ct图及孔隙横截面图;(b)、(d)为对比例商业tib2粉末固结的tibw/ti复合材料的micro-ct图及孔隙横截面图。
[0039]
图4中的(a)为实施例1中球磨分散处理后tib2粉末的扫描电镜图;(b)为商业tib2粉末的扫描电镜图。
[0040]
图5为实施例1中(a)球磨分散处理后tib2粉末的透射电镜图,(b)球磨分散处理后tib2粉末的高角环形暗场像及球磨分散处理后tib2粉末的元素分布(c)o;(d)c;(e)ti;(f)b。
具体实施方式
[0041]
下面结合实施例和附图对本发明作进一步详细的描述,但本发明的实施方式不限于此。
[0042]
本发明实施例中未注明具体条件者,按照常规条件或者制造商建议的条件进行。所用未注明生产厂商者的原料、试剂等,均为可以通过市售购买获得的常规产品。
[0043]
实施例1
[0044]
一种低成本高性能的tibw/ti复合材料及其制备方法,包括以下步骤:
[0045]
本实施例所用原料:tih2粉末(44μm)、tib2粉末(50nm)、硬脂酸。
[0046]
(1)球磨对纳米级别tib2粉末改性:称100质量份的纳米tib2粉末和1质量份的硬脂酸,将其倒入行星球磨机(qm-3sp4)不锈钢球磨罐。选用的不锈钢磨球直径分别为15mm、10mm、6mm,质量比1:3:1。球磨参数为:气氛一个大气压的高纯氩气(99.999%),球料比100:1,转速200rpm,球磨时长为10小时。球磨完成后,取用325目筛子筛得后的tib2粉末。
[0047]
(2)粉末混合:称量20.51质量份的tih2和0.21质量份经表面改性处理过的tib2粉末在混粉机中以200rpm转速混合12小时。
[0048]
(3)复合材料烧结:将混好的粉末倒入单向轴压的模具中,以750mpa的压力压制,保压时长30s,经缓慢脱模得到压坯;将压坯放入真空烧结炉内,通过真空烧结炉自带的真空系统将炉膛抽至5
×
10-3
pa;之后以10℃/min的升温速率升温至1250℃,保温时长4h;再以10℃/min的冷却速度冷却至650℃后,随炉冷却至室温,取出样品即为所求的tibw/ti复合材料。
[0049]
本实施例制备的tibw/ti复合材料块体合金致密度达98.83%。其微观组织是α-ti基体和tib晶须组成。根据统计结果可知,tib的平均长径比为23.56。因此本实施例成功制备得到的tibw/ti复合材料,tib体积分数为3%,其抗拉强度为740mpa,断后伸长率为6.1%,具有高致密度及良好的综合力学性能。
[0050]
实施例2
[0051]
一种低成本高性能的tibw/ti复合材料及其制备方法,包括以下步骤:
[0052]
本实施例所用原料:tih2粉末(95μm)、tib2粉末(120nm)、硬脂酸。
[0053]
(1)球磨对纳米级别tib2粉末改性:称90质量份的纳米tib2粉末和1质量份的硬脂酸,将其倒入行星球磨机(qm-3sp4)不锈钢球磨罐。选用的不锈钢磨球直径分别为15mm、10mm、6mm,质量比1:3:1。球磨参数为:气氛一个大气压的高纯氩气(99.999%),球料比90:1,转速280rpm,球磨时长为12小时。球磨完成后,取用325目筛子筛得后的tib2粉末。
[0054]
(2)粉末混合:称量20.51质量份的tih2和0.21质量份经表面改性处理过的tib2粉末在混粉机中以350rpm转速混合12小时。
[0055]
(3)复合材料烧结:将混好的粉末倒入单向轴压的模具中,以200mpa的压力压制,保压时长120s,经缓慢脱模得到压坯;将压坯放入真空烧结炉内,通过真空烧结炉自带的真空系统将炉膛抽至5
×
10-3
pa;之后以10℃/min的升温速率升温至1350℃,保温时长8h;再以10℃/min的冷却速度冷却至650℃后,随炉冷却至室温,取出样品即为所求的tibw/ti复合材料。
[0056]
本实施例制备的tibw/ti复合材料块体合金致密度达98.79%。其微观组织是α-ti基体和tib晶须组成。根据统计结果可知,tib的平均长径比为21.23。因此本实施例成功制备得到的tibw/ti复合材料,tib体积分数为3%。其抗拉强度为701mpa,断后伸长率为5.2%,具有高致密度及良好的综合力学性能。
[0057]
实施例3
[0058]
一种低成本高性能的tibw/ti复合材料及其制备方法,包括以下步骤:
[0059]
本实施例所用原料:tih2粉末(150μm)、tib2粉末(200nm)、硬脂酸。
[0060]
(1)球磨对纳米级别tib2粉末改性:称80质量份的纳米tib2粉末和1质量份的硬脂酸,将其倒入行星球磨机(qm-3sp4)不锈钢球磨罐。选用的不锈钢磨球直径分别为15mm、10mm、6mm,质量比1:3:1。球磨参数为:气氛一个大气压的高纯氩气(99.999%),球料比95:1,转速350rpm,球磨时长为15小时。球磨完成后,取用325目筛子筛得后的tib2粉末。
[0061]
(2)粉末混合:称量20.51质量份的tih2和0.21质量份经表面改性处理过的tib2粉末在混粉机中以300rpm转速混合15小时。
[0062]
(3)复合材料烧结:将混好的粉末倒入单向轴压的模具中,以1000mpa的压力压制,保压时长30s,经缓慢脱模得到压坯;将压坯放入真空烧结炉内,通过真空烧结炉自带的真空系统将炉膛抽至5
×
10-3
pa;之后以10℃/min的升温速率升温至850℃,保温时长12h;再以
10℃/min的冷却速度冷却至650℃后,随炉冷却至室温,取出样品即为所求的tibw/ti复合材料。
[0063]
本实施例制备的tibw/ti复合材料块体合金致密度达98.81%。其微观组织是α-ti基体和tib晶须组成。根据统计结果可知,tib的平均长径比为22.86。因此本实施例成功制备得到的tibw/ti复合材料,tib体积分数为3%。其抗拉强度为686mpa,断后伸长率为5.4%,具有高致密度及良好的综合力学性能。
[0064]
实施例4
[0065]
一种低成本高性能的tibw/ti复合材料及其制备方法,包括以下步骤:
[0066]
本实施例所用原料:tih2粉末(150μm)、tib2粉末(200nm)、硬脂酸。
[0067]
(1)球磨对纳米级别tib2粉末改性:称100质量份的纳米tib2粉末和1质量份的硬脂酸,将其倒入行星球磨机(qm-3sp4)不锈钢球磨罐。选用的不锈钢磨球直径分别为15mm、10mm、6mm,质量比1:3:1。球磨参数为:气氛一个大气压的高纯氩气(99.999%),球料比100:1,转速200rpm,球磨时长为10小时。球磨完成后,取用325目筛子筛得后的tib2粉末。
[0068]
(2)粉末混合:称量20.36质量份的tih2和0.35质量份经表面改性处理过的tib2粉末在混粉机中以200rpm转速混合10小时。
[0069]
(3)复合材料烧结:将混好的粉末倒入单向轴压的模具中,以750mpa的压力压制,保压时长30s,经缓慢脱模得到压坯;将压坯放入真空烧结炉内,通过真空烧结炉自带的真空系统将炉膛抽至5
×
10-3
pa;之后以10℃/min的升温速率升温至1250℃,保温时长4h;再以10℃/min的冷却速度冷却至650℃后,随炉冷却至室温,取出样品即为所求的tibw/ti复合材料。
[0070]
本实施例制备的tibw/ti复合材料块体合金致密度达98.78%。其微观组织是α-ti基体和tib晶须组成。根据统计结果可知,tib的平均长径比为20.36。因此本实施例成功制备得到的tibw/ti复合材料,tib体积分数为5%。其抗拉强度为789mpa,断后伸长率约为2%。具有高致密度特点。
[0071]
实施例5
[0072]
一种低成本高性能的tibw/ti复合材料及其制备方法,包括以下步骤:
[0073]
本实施例所用原料:tih2粉末(40μm)、tib2粉末(100nm)、硬脂酸。
[0074]
(1)球磨对纳米级别tib2粉末改性:称80质量份的纳米tib2粉末和1质量份的硬脂酸,将其倒入行星球磨机(qm-3sp4)不锈钢球磨罐。选用的不锈钢磨球直径分别为15mm、10mm、6mm,质量比1:3:1。球磨参数为:气氛一个大气压的高纯氩气(99.999%),球料比95:1,转速350rpm,球磨时长为10小时。球磨完成后,取用325目筛子筛得后的tib2粉末。
[0075]
(2)粉末混合:称量20.51质量份的tih2和0.21质量份经表面改性处理过的tib2粉末在混粉机中以200rpm转速混合12小时。
[0076]
(3)复合材料烧结:将混好的粉末倒入单向轴压的模具中,以500mpa的压力压制,保压时长60s,经缓慢脱模得到压坯;将压坯放入真空烧结炉内,通过真空烧结炉自带的真空系统将炉膛抽至5
×
10-3
pa;之后以10℃/min的升温速率升温至1200℃,保温时长5h;再以10℃/min的冷却速度冷却至650℃后,随炉冷却至室温,取出样品即为所求的tibw/ti复合材料。
[0077]
本实施例制备的tibw/ti复合材料块体合金致密度达98.76%。其微观组织是α-ti
基体和tib晶须组成。根据统计结果可知,tib的平均长径比为23.23。因此本实施例成功制备得到的tibw/ti复合材料,tib体积分数为3%。其抗拉强度为734mpa,断后伸长率为5.7%,具有高致密度及良好的综合力学性能。
[0078]
对比例1
[0079]
一种tibw/ti复合材料及其制备方法,包括以下步骤:
[0080]
(1)粉末混合:称量20.36质量份的tih2和0.35质量份tib2粉末在混粉机中以200rpm转速混合10小时。
[0081]
(2)复合材料烧结:将混好的粉末倒入单向轴压的模具中,以750mpa的压力压制,保压时长30s,经缓慢脱模得到压坯;将压坯放入真空烧结炉内,通过真空烧结炉自带的真空系统将炉膛抽至5
×
10-3
pa;之后以10℃/min的升温速率升温至1250℃,保温时长4h;再以10℃/min的冷却速度冷却至650℃后,随炉冷却至室温,取出样品即为所求的tibw/ti复合材料。
[0082]
与实施例4相比,本对比例制备的tibw/ti复合材料块体合金致密度为96.63%。其微观组织是α-ti基体、tib晶须及部分大尺寸tib增强相组成,并在大尺寸tib增强相周围伴随着孔洞的形成。且根据图3可知,实施例4与本对比例的孔洞形貌不一致。结合图1可知,本对比例中的孔洞主要是烧结过程中因柯肯达尔效应形成的二次孔洞,实施例4的孔洞主要是复合材料在无压烧结后残留下的孔洞。因此球磨分散技术能有效避免复合材料在烧结过程中因柯肯达尔效应形成的二次孔洞从而提高无压烧结态tibw/ti复合材料的致密度。因此本对比例制备的tibw/ti复合材料,tib体积分数为5%,其抗拉强度为774mpa,无拉伸塑性。
[0083]
对比例2
[0084]
一种tibw/ti复合材料及其制备方法,包括以下步骤:
[0085]
本对比例所用原料:tih2粉末(44μm)、tib2粉末(50nm)、硬脂酸。
[0086]
(1)球磨对纳米级别tib2粉末改性:称95质量份的纳米tib2粉末和5质量份的硬脂酸,将其倒入行星球磨机(qm-3sp4)不锈钢球磨罐。选用的不锈钢磨球直径分别为15mm、10mm、6mm,质量比1:3:1。球磨参数为:气氛一个大气压的高纯氩气(99.999%),球料比100:1,转速200rpm,球磨时长为10小时。球磨完成后,取用325目筛子筛得后的tib2粉末。
[0087]
(2)粉末混合:称量20.51质量份的tih2和0.21质量份经表面改性处理过的tib2粉末在混粉机中以200rpm转速混合12小时。
[0088]
(3)复合材料烧结:将混好的粉末倒入单向轴压的模具中,以750mpa的压力压制,保压时长30s,经缓慢脱模得到压坯;将压坯放入真空烧结炉内,通过真空烧结炉自带的真空系统将炉膛抽至5
×
10-3
pa;之后以10℃/min的升温速率升温至1250℃,保温时长4h;再以10℃/min的冷却速度冷却至650℃后,随炉冷却至室温,取出样品即为所求的tibw/ti复合材料。
[0089]
与实施例1相比,本对比例制备的tibw/ti复合材料块体合金致密度为96.95%。其微观组织是α-ti基体和tib晶须组成,基体上存在大量的因硬脂酸挥发而形成的孔洞。根据统计结果可知,tib的平均长径比为23.08。因此本对比例制备得到的tibw/ti复合材料,tib体积分数为3%,其抗拉强度为720mpa,无拉伸塑性。
[0090]
对比例3
[0091]
一种tibw/ti复合材料及其制备方法,包括以下步骤:
[0092]
本对比例所用原料:tih2粉末(44μm)、tib2粉末(50nm)、硬脂酸。(1)球磨对纳米级别tib2粉末改性:称100质量份的纳米tib2粉末和1质量份的硬脂酸,将其倒入行星球磨机(qm-3sp4)不锈钢球磨罐。选用的不锈钢磨球直径分别为15mm、10mm、6mm,质量比1:3:1。球磨参数为:气氛一个大气压的高纯氩气(99.999%),球料比100:1,转速200rpm,球磨时长为10小时。取用325目筛子筛得后的tib2粉末。
[0093]
(2)粉末混合:称量20.07质量份的tih2和0.49质量份经表面改性处理过的tib2粉末在混粉机中以200rpm转速混合12小时。
[0094]
(3)复合材料烧结:将混好的粉末倒入单向轴压的模具中,以750mpa的压力压制,保压时长30s,经缓慢脱模得到压坯;将压坯放入真空烧结炉内,通过真空烧结炉自带的真空系统将炉膛抽至5
×
10-3
pa;之后以10℃/min的升温速率升温至1250℃,保温时长4h;再以10℃/min的冷却速度冷却至650℃后,随炉冷却至室温,取出样品即为所求的tibw/ti复合材料。
[0095]
与实施例1相比,本对比例制备的tibw/ti复合材料块体合金致密度为98.13%。其微观组织是α-ti基体和tib晶须组成。根据统计结果可知,tib的平均长径比为17.86。因此本实施例成功制备得到的tibw/ti复合材料,tib体积分数为7%。其抗拉强度为665mpa,无拉伸塑性。
[0096]
上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受上述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。