1.本发明涉及轴承生产加工设备技术领域,具体为一种轴承滚子热处理强化设备及其热处理工艺。
背景技术:
2.滚子是轴承运转时承受负荷的元件,是滚子轴承中最薄弱的零件,它的制造质量对轴承工作性能(如旋转精度、振动、噪声和灵活性等)有很大的影响,是影响轴承使用寿命的主要因素;滚子的种类较多,按形状和尺寸分有圆锥滚子、圆柱滚子、球面滚子、螺旋滚子和各类滚针等;为了提高轴承滚子的品质,需要对其进行热处理,热处理通常具有退火、正火、淬火、回火。
3.对于轴承进行强化热处理工作时,对于其轴承的转运输送,一般是通过输送带进行转运输送,在这过程中,容易造成轴承之间的碰撞擦损,轴承之间会发生较多的碰撞挤压,这对于其自身产品质量具有影响,并且对于后续的热处理加工也具有影响,进而降低生产加工经济效益,为此,本发明提出一种轴承滚子热处理强化设备及其热处理工艺用于解决上述问题。
技术实现要素:
4.本发明的目的在于提供一种轴承滚子热处理强化设备及其热处理工艺,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种轴承滚子热处理强化设备,包括输送台、固定体、第一限位条、第二限位条和限位调控机构、定位控制机构、限位辅助机构;
6.所述输送台上等距设置有固定体,固定体的一侧一体成型设置有第一限位条,另一侧一体成型设置有第二限位条,并且第二限位条中连接设置有限位调控机构;
7.所述限位调控机构连接设置有定位控制机构,第一限位条上等距设置有限位辅助机构。
8.优选的,所述限位调控机构包含有传动齿条、把手、复位弹簧、弧形齿条、活动盘、第一挤压槽、挤压杆、弧形夹板、活动圆柱、连接板、传动齿板、传动齿盘、第二挤压槽、连杆、预定位圆块,所述传动齿条活动设置在第二限位条中,并且传动齿条的一侧设置有把手,传动齿条的一端一体成型对称设置有复位弹簧,复位弹簧另一端设置在第二限位条中,并且传动齿条的一侧啮合连接设置有弧形齿条,所述弧形齿条设置在活动盘的一侧并且活动盘上设置有第一挤压槽,所述挤压杆等距活动设置在第二限位条中,并且挤压杆的一端活动设置在第一挤压槽中,另一端设置有弧形夹板,所述弧形夹板中对称活动设置有活动圆柱,所述传动齿条的底端连接设置有连接板,所述连接板的另一端设置有传动齿板,所述传动齿板活动设置在固定体中,并且传动齿板的一侧啮合连接设置有传动齿盘,所述传动齿盘上设置有第二挤压槽,所述连杆活动设置在固定体中,并且连杆的一端活动设置在第二挤压槽中,另一端设置有预定位圆块,所述预定位圆块活动设置在活动槽中,并且预定位圆块
在与连杆相连接端设置有第一连接弹簧,所述把手的边侧位置设置有定位控制机构。
9.优选的,所述第二挤压槽与第一挤压槽都是有一段弧形平槽与一段弧形挤压斜槽组成。
10.优选的,所述定位控制机构包含有凸板、l型固定体、活动锁紧卡块、t型活动块、挤压块,所述凸板一体成型设置在把手的一侧,并且凸板中活动设置有活动锁紧卡块,所述l型固定体设置在凸板的边侧位置,并且l型固定体中活动设置有t型活动块,所述t型活动块上等距设置有挤压块,t型活动块上对称设置有第二连接弹簧。
11.优选的,所述活动锁紧卡块的一端一体成型设置有挤压弹簧,另一端设置有斜坡。
12.优选的,所述限位辅助机构包含有弧形限位槽、活动条、辅助圆柱,所述弧形限位槽等距设置在第一限位条上,并且第一限位条中在弧形限位槽位置活动设置有活动条,所述活动条的一端一体成型设置有辅助圆柱,另一端一体成型设置有第三连接弹簧,第三连接弹簧另一端设置在第一限位条中。
13.一种轴承滚子热处理强化工艺,该处理工艺包括以下步骤:
14.s1:(定位工作)在对轴承进行热处理过程中,对于轴承进行进行输送转运工作时,首先将待加工轴承放置在第一限位条与第二限位条之间,即放置在预定位圆块上方,之后对于待加工轴承进行位置定位工作,即推动把手,来触动限位调控机构的运行,最终使得弧形夹板限位挤压待加工轴承,并且向着与弧形夹板设置位置相对应的限位辅助机构压入,最后在限位辅助机构中的弧形限位槽与限位调控机构相配合作用下对待加工轴承进行定位工作,最后再通过设置的定位控制机构对限位调控机构进行位置锁定。
15.s2:(热处理加工)在s步骤中对于待热处理加工的轴承进行很好的位置定位,从而避免对轴承自身质量造成影响,之后再根据实际生产需求对其进行退火、正火、淬火、回火处理,在热处理工作中能够最大限度保证轴承自身品质的完成性,提高加工工作经济效益。
16.与现有技术相比,本发明的有益效果是:
17.对于本发明设计的轴承滚子热处理强化设备在进行轴承热处理转运工作时,通过设置的第一限位条、第二限位条配合设置的限位调控机构、定位控制机构、限位辅助机构,对于待加工轴承具有很好的位置定位功能,进而保证其在转运输送工作时,轴承之间不会出现挤压碰撞、擦伤磨损的现象,保证轴承自身品质,避免造成不必要的经济损失,进而提高轴承热处理工作质量,提高加工生产经济效益。
附图说明
18.图1为本发明结构连接示意图;
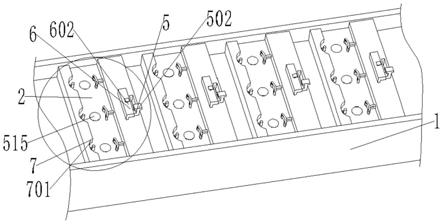
19.图2为本发明图1中结构连接局部放大示意图;
20.图3为本发明定位控制机构与把手结构连接示意图;
21.图4为本发明限位调控机构结构连接俯视图;
22.图5为本发明限位调控机构结构连接仰视图;
23.图6为本发明限位调控机构中传动齿盘结构连接示意图;
24.图7为本发明限位辅助机构结构连接局部剖视。
25.图中:输送台1、固定体2、第一限位条3、第二限位条4、限位调控机构5、传动齿条501、把手502、复位弹簧503、弧形齿条504、活动盘505、第一挤压槽506、挤压杆507、弧形夹
板508、活动圆柱509、连接板510、传动齿板511、传动齿盘512、第二挤压槽513、连杆514、预定位圆块515、定位控制机构6、凸板601、l型固定体602、活动锁紧卡块603、t型活动块604、挤压块605、限位辅助机构7、弧形限位槽701、活动条702、辅助圆柱703。
具体实施方式
26.下面将对本发明实施例中的技术方案进行清楚、完整地描述。本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.请参阅图请参阅图1至图7,本发明提供一种技术方案:一种轴承滚子热处理强化设备,本发明包括输送台1、固定体2、第一限位条3、第二限位条4和限位调控机构5、定位控制机构6、限位辅助机构7;
28.输送台1上等距设置有固定体2,固定体2的一侧一体成型设置有第一限位条3,另一侧一体成型设置有第二限位条4,并且第二限位条4中连接设置有限位调控机构5;
29.限位调控机构5连接设置有定位控制机构6,第一限位条3上等距设置有限位辅助机构7。
30.这里的限位调控机构5包含有传动齿条501、把手502、复位弹簧503、弧形齿条504、活动盘505、第一挤压槽506、挤压杆507、弧形夹板508、活动圆柱509、连接板510、传动齿板511、传动齿盘512、第二挤压槽513、连杆514、预定位圆块515,传动齿条501活动设置在第二限位条4中,并且传动齿条501的一侧设置有把手502,传动齿条501的一端一体成型对称设置有复位弹簧503,复位弹簧503另一端设置在第二限位条4中,并且传动齿条501的一侧啮合连接设置有弧形齿条504,弧形齿条504设置在活动盘505的一侧并且活动盘505上设置有第一挤压槽506,挤压杆507等距活动设置在第二限位条4中,并且挤压杆507的一端活动设置在第一挤压槽506中,另一端设置有弧形夹板508,弧形夹板508中对称活动设置有活动圆柱509,传动齿条501的底端连接设置有连接板510,连接板510的另一端设置有传动齿板511,传动齿板511活动设置在固定体2中,并且传动齿板511的一侧啮合连接设置有传动齿盘512,传动齿盘512上设置有第二挤压槽513,这里对于第二挤压槽513与第一挤压槽506都是有一段弧形平槽与一段弧形挤压斜槽组成,连杆514活动设置在固定体2中,并且连杆514的一端活动设置在第二挤压槽513中,另一端设置有预定位圆块515,预定位圆块515活动设置在活动槽中,并且预定位圆块515在与连杆514相连接端设置有第一连接弹簧,把手502的边侧位置设置有定位控制机构6。
31.这里的定位控制机构6包含有凸板601、l型固定体602、活动锁紧卡块603、t型活动块604、挤压块605,凸板601一体成型设置在把手502的一侧,并且凸板601中活动设置有活动锁紧卡块603,这里的活动锁紧卡块603的一端一体成型设置有挤压弹簧,另一端设置有斜坡,l型固定体602设置在凸板601的边侧位置,并且l型固定体602中活动设置有t型活动块604,t型活动块604上等距设置有挤压块605,t型活动块604上对称设置有第二连接弹簧。
32.这里的限位辅助机构7包含有弧形限位槽701、活动条702、辅助圆柱703,弧形限位槽701等距设置在第一限位条3上,并且第一限位条3中在弧形限位槽701位置活动设置有活动条702,活动条702的一端一体成型设置有辅助圆柱703,另一端一体成型设置有第三连接弹簧,第三连接弹簧另一端设置在第一限位条3中。
33.在实际操作过程中,在对轴承进行热处理过程中,对于轴承进行进行输送转运工作时,首先将待加工轴承放置在第一限位条3与第二限位条4之间,即放置在预定位圆块515上方,预定位圆块515的作用是对轴承进行一个位置预定位,即在对轴承进行定位工作时,避免轴承发生较大位置偏差,提高定位限位工作质量,之后对于待加工轴承进行位置定位工作,即推动把手502,来触动限位调控机构5的运行,把手502带动传动齿条501与弧形齿条504的啮合传动,进而带动活动盘505上的第一挤压槽506对挤压杆507进行挤压,挤压杆507再推动弧形夹板508对轴承的边侧进行挤压,并且第一挤压槽506中分为一段弧形平槽与一段弧形挤压斜槽,首先挤压杆507的一端在弧形平槽中滑动,之后在经过弧形挤压斜槽中时才会受到挤压,在这过程中,设置在传动齿条501底端的传动齿板511与传动齿盘512进行挤压传动,使得第二挤压槽513对连杆514进行挤压,进而使得预定位圆块515下移,进而对于轴承的预定位解除,并且对于第二挤压槽513也是设置为一段弧形挤压斜槽与一段弧形平槽,连杆514首先在弧形挤压斜槽作用下受到向下的挤压,之后再弧形平槽中滑动,最终在弧形限位槽701的配合作用下对轴承进行定位工作,最终使得弧形夹板508限位挤压待加工轴承,、最后再通过设置的定位控制机构6对限位调控机构5进行位置锁定,当轴承转运到热处理加工位点时,再按压t型活动块604,t型活动块604带动挤压块605将活动锁紧卡块603从l型固定体602中挤出,对于限位调控机构5的位置锁紧解除,之后传动齿条501在复位弹簧503作用下回到初始位置,带动传动齿条501与弧形齿条504的反向啮合传动,最终使得轴承的定位解除,将轴承快速取出,之后再根据实际生产需求对其进行退火、正火、淬火、回火处理,在热处理工作中能够最大限度保证轴承自身品质的完成性,提高加工工作经济效益。
34.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。