1.本实用新型涉及一种蘑菇头弹簧钉精铸模具。
背景技术:
2.美容钳是修甲美甲师傅经常用于修剪指甲和剪死皮的工具,然而,美容钳在使用时大都是通过弹簧片支顶助力才能将美容钳钳头打开,传统美容钳装配弹簧,需要在美容钳钳柄身上做一个定位孔,然后退火,再钻孔,淬火,采用铆钉将弹簧片铆接在美容钳钳柄上,上述这种传统结构的美容钳由于加工工序多,造成加工成本高,出货率不大等缺点。
技术实现要素:
3.本实用新型所要解决的技术问题就在于克服现有技术的不足,提供一种蘑菇头弹簧钉精铸模具,通过该精铸模具铸造出来的主钳体和副钳体连体带有蘑菇头弹簧钉,在加工美容钳时有效减少了大量工序,节约了大量资源,提高了出货率。
4.本实用新型是通过以下技术方案来实现:
5.根据本实用新型采用的一个技术方案:本实用新型公开了一种蘑菇头弹簧钉精铸模具,包括有上模和下模,上模和下模上均设有流料道与主钳体模型和副钳体模型连接,上模与下模合模后,铸件蜡在进料道注入流料道填充主钳体模型和副钳体模型,所述在主钳体模型和副钳体模型的柄部侧面设有蘑菇头钉模型,该蘑菇头钉模型与主钳体模型和副钳体模型同为一个主体,在铸造主钳体和副钳体时,就能够一次性铸造带有蘑菇头弹簧钉的主钳体和副钳体出来,所述蘑菇头弹簧钉的钉头部分比钉体部分大0.1mm-0.5mm,通过压力机直接将弹簧片挤压入蘑菇头弹簧钉的钉体部分,挤压进去的蘑菇头弹簧钉的钉体部分比弹簧片厚度高出0.1mm-0.3mm。
6.所述主钳体模型和副钳体模型各设为1-50个。
7.本实用新型采用在主钳体模型和副钳体模型的柄体侧面上设有蘑菇头弹簧钉模型,在铸造主钳体和副钳体时,就可以一次性铸造带有蘑菇头弹簧钉的主钳体和副钳体出来,组装时采用压力机将弹簧挤压入蘑菇头弹簧钉的钉体部分,通过蘑菇头弹簧钉的钉头部分限位弹簧片,这样安装弹簧片稳定性好,松紧度好,有效解决现有结构的美容钳组装弹簧时都要经过很多工序才能得于装配。本实用新型结构简单,构思巧妙,能够节省了大量时间以及资源,提高了出货率。
8.除了上面所描述的目的、特征和优点之外,本实用新型还有其它的目的、特征和优点。下面将参照图,对本实用新型作进一步详细说明。
附图说明
9.构成本申请的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
10.图1是本实用新型优选实施例一种蘑菇头弹簧钉精铸模具结构示意图;
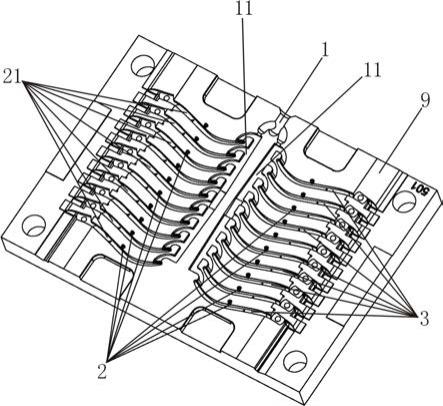
11.图2是本实用新型优选实施例一种蘑菇头弹簧钉精铸模具的下模结构示意图;
12.图3是本实用新型优选实施例一种蘑菇头弹簧钉精铸模具的下模局部放大示意图;
13.图4是本实用新型优选实施例一种蘑菇头弹簧钉精铸模具的主钳体与副钳体组装结构示意图;以及
14.图5是本实用新型优选实施例一种蘑菇头弹簧钉精铸模具的图4局部放大示意图;
15.图6是本实用新型优选实施例一种蘑菇头弹簧钉精铸模具的弹簧片安装在蘑菇头弹簧钉上结构示意图。
具体实施方式
16.需要说明的是,在不冲突的情况下。本申请中的实施例及实施中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本实用新型。
17.请参见附图说明,作为本实用新型的第一个技术方案,如附图1、附图2、附图3、附图4、附图5、附图6所示,本实用新型公开了一种蘑菇头弹簧钉精铸模具,包括有上模10和下模9,上模和下模上均设有流料道11与主钳体模型21和副钳体模型3连接,上模与下模合模后,铸件蜡在进料道1注入流料道填充主钳体模型和副钳体模型,所述在主钳体模型和副钳体模型的柄部侧面设有蘑菇头钉模型2,该蘑菇头钉模型与主钳体模型和副钳体模型同为一个主体,在铸造主钳体5和副钳体18时,就能够一次性铸造带有蘑菇头弹簧钉51的主钳体和副钳体出来,所述蘑菇头弹簧钉的钉头部分8比钉体部分6大0.1mm-0.5mm,通过压力机直接将弹簧片30挤压入蘑菇头弹簧钉的钉体部分,挤压进去的蘑菇头弹簧钉的钉体部分比弹簧片30厚度高出0.1mm-0.3mm。
18.所述主钳体模型21和副钳体模型3各设为1-50个,实际在生产中可以根据厂家而定生产8个、10个、12个或其它任何个数量主钳体模型21和副钳体模型3。
19.本实用新型采用在精铸模具的主钳体模型21和副钳体模型3设置有两个蘑菇头弹簧钉模型2,在铸造主钳体5和副钳体18时,就能够一次性铸造带有蘑菇头弹簧钉51的主钳体5和副钳体18出来,在安装弹簧片30时通过压力机挤压弹簧片进入蘑菇头弹簧钉的钉体部分即可,从面大大缩短了加工美容钳制造时间,减少了大量加工工序,达到节省资源以及提高出货率的效果。
20.所述本实用新型在主钳体模型和副钳体模型上均设有蘑菇头弹簧钉模型,实际在加工时可以根据厂家需要而定,在主钳体模型或副钳体模型任意一个钳体模型上设置一个菇头弹簧钉模型,铸造主钳体和副钳体时就是其中一个钳体带有蘑菇头弹簧钉,达到满足市场上多方面人群的需求。
21.以上所述仅是本实用新型的最佳方案而已,本实用新型可以有各种更改和变化,凡在本实用新型的精神和原理之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围内。
技术特征:
1.一种蘑菇头弹簧钉精铸模具,包括有上模(10)和下模(9),上模和下模上均设有流料道(11)与主钳体模型(21)和副钳体模型(3)连接,上模与下模合模后,铸件蜡在进料道(1)注入流料道填充主钳体模型和副钳体模型,其特牲在于,所述在主钳体模型和副钳体模型的柄部侧面设有蘑菇头钉模型(2),该蘑菇头钉模型与主钳体模型和副钳体模型同为一个主体,在铸造主钳体(5)和副钳体(18)时,就能够一次性铸造带有蘑菇头弹簧钉(51)的主钳体和副钳体出来,所述蘑菇头弹簧钉的钉头部分(8)比钉体部分(6)大0.1mm-0.5mm,通过压力机直接将弹簧片挤压入蘑菇头弹簧钉的钉体部分,挤压进去的蘑菇头弹簧钉的钉体部分比弹簧片(30)厚度高出0.1mm-0.3mm。2.根据权利要求1所述一种蘑菇头弹簧钉精铸模具,其特征在于,所述主钳体模型和副钳体模型各设为1-50个。
技术总结
本实用新型公开了一种蘑菇头弹簧钉精铸模具,包括有上模和下模,上模和下模上均设有流料道与主钳体模型和副钳体模型连接,铸件蜡在进料道注入流料道填充主钳体模型和副钳体模型,主钳体模型和副钳体模型的柄部侧面设有蘑菇头钉模型,在铸造主钳体和副钳体时,就能够一次性铸造带有蘑菇头弹簧钉的主钳体和副钳体出来。采用上述结构,本实用新型有效缩短了加工美容钳制造时间,减少了大量加工工序,达到节省资源以及提高出货率的效果。达到节省资源以及提高出货率的效果。达到节省资源以及提高出货率的效果。
技术研发人员:苏德政
受保护的技术使用者:苏德政
技术研发日:2021.10.03
技术公布日:2022/1/28