1.本发明属于除锡涂锡领域,具体涉及一种用于电气设备除锡涂锡设备及其使用方法。
背景技术:
2.本部分的陈述仅仅是提供了与本发明相关的背景技术信息,不必然构成在先技术。
3.镀锡屏蔽控制电缆特点:电缆导体的长期允许工作温度为70℃c,电缆敷设温度应不低于0℃c。电缆允许的弯曲半径:对有铠装或铜带屏蔽结构的电缆应不小于电缆外径的12倍。对有屏蔽层结构的软电缆,应不小于电缆外径的6倍。对无铠装层的电缆应不小于电缆外径的6倍。直流电缆通信电源用阻燃软电缆是适用于通信局(站)及高层建筑等电源的输、配电系统中用的阻燃软电缆。
4.为了提高强度,避免铜氧化集腐蚀,现在的做法是在连接电缆和电气设备的铜鼻子(包括铜排等)上镀锡,而电气设备需要在三年到五年进行小修或者大修一次,检修的时候需要把铜鼻子(包括铜排等)拆卸下来,才能进行电缆、电气设备以及铜鼻子的检查。拆下来的铜鼻子(包括铜排等)上会有锡,这些锡一般都发生了氧化。如果再想用铜鼻子(包括铜排等),需要将铜鼻子(包括铜排等)上氧化后的锡剔除,然后再使用时重新镀锡。
5.可见,现有技术缺乏除锡镀锡一体化的装置。
技术实现要素:
6.本发明为了解决上述问题,提出了一种用于电气设备除锡涂锡设备及其使用方法,本发明采用一个设备实现了铜鼻子(包括铜排等)上的除锡和涂锡。
7.根据一些实施例,本发明采用如下技术方案:
8.第一个方面,本发明提供了一种用于电气设备除锡涂锡设备。
9.一种用于电气设备除锡涂锡设备,包括:设备本体,所述设备本体内设有除锡层和涂锡层,所述除锡层的顶部设有降温管道,所述涂锡层设有加热丝;
10.当除锡时,使带有锡的铜鼻子或者铜排放置在除锡层,通过降温管道连接液氮发生设备,液氮进入除锡层使温度快速降低,锡粉末化,达到除锡的目的;
11.当涂锡时,使除锡层中的铜鼻子或者铜排下降到涂锡层,到达涂锡的目的。
12.进一步地,所述除锡层设置在涂锡层的上方。
13.进一步地,所述除锡层设有旋转装置,所述旋转装置包括链轮和链条,所述链轮和链条啮合。
14.进一步地,所述除锡层设有三层,在第一层和第三层内均设有两个链轮,相平行的第一层的链轮与第三层的链轮之间通过链条连接。
15.进一步地,第一层的两个链轮之间与第三层的两个链轮之间均设有转轴。
16.进一步地,除锡层的每一层上均设有网架,所述网架通过连接件连接所述链条。
17.进一步地,所述网架上设有固定件,用于固定铜鼻子或铜排。
18.进一步地,当每层网架旋转到涂锡层时,该网架会进入涂锡层的锡液池中。
19.进一步地,所述设备本体上设有开关,用于控制除锡层内旋转装置的开启或关闭。
20.第二个方面,本发明提供了一种用于电气设备除锡涂锡设备的使用方法。
21.一种用于电气设备除锡涂锡设备的使用方法,采用第一个方面所述的用于电气设备除锡涂锡设备,包括:
22.将带有锡的铜鼻子或者铜排放置在除锡层的网架上,使液氮发生设备连接降温管道,开启液氮发生设备,使液氮喷射在除锡层,使带有锡的铜鼻子上的锡粉末化;
23.启动涂锡层的加热丝,直到加热丝上的锡融化,启动开关,除锡层上的网架依次旋转到涂锡层,使融化后的锡涂在铜鼻子或者铜排上,完成涂锡后,直至所有铜鼻子或者铜排均涂上锡;
24.关闭开关,至所有网架运转到除锡层,完成除锡涂锡的过程。
25.与现有技术相比,本发明的有益效果为:
26.本发明采用的除锡涂锡设备能够实现铜鼻子或者铜排上除锡和涂锡,简单易操作。
27.本发明所述的除锡涂锡设备能够实现大批量的铜排或者铜鼻子除锡和涂锡工作,提高了工作效率,节省了时间。
附图说明
28.构成本发明的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
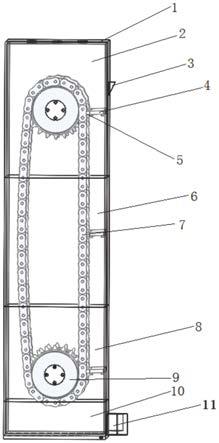
29.图1是本发明示出的用于电气设备除锡涂锡设备的整体结构图;
30.图2是本发明示出的用于电气设备除锡涂锡设备的俯视图;
31.图3是本发明示出的用于电气设备除锡涂锡设备的外部图;
32.其中,1、设备本体,2、第一层,3、开关,4、网架,5、连接件,6、第二层,7、链条,8、第三层,9、链轮,10、第四层,11、收纳盒,12、降温管道,13、转轴。
具体实施方式:
33.下面结合附图与实施例对本发明作进一步说明。
34.应该指出,以下详细说明都是例示性的,旨在对本发明提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本发明所属技术领域的普通技术人员通常理解的相同含义。
35.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本发明的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
36.在本发明中,术语如“侧”等指示的方位或位置关系为基于附图所示的方位或位置关系,只是为了便于叙述本发明各部件或元件结构关系而确定的关系词,并非特指本发明中任一部件或元件,不能理解为对本发明的限制。
37.本发明中,术语如“连接”等应做广义理解,表示可以是固定连接,也可以是一体地连接或可拆卸连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的相关科研或技术人员,可以根据具体情况确定上述术语在本发明中的具体含义,不能理解为对本发明的限制。
38.实施例一
39.本实施例提供了一种用于电气设备除锡涂锡设备。
40.一种用于电气设备除锡涂锡设备,包括:设备本体1,所述设备本体1内设有除锡层和涂锡层,所述除锡层的顶部设有降温管道12,所述涂锡层设有加热丝;
41.当除锡时,使带有锡的铜鼻子或者铜排放置在除锡层,通过降温管道12连接液氮发生设备,液氮进入除锡层使温度快速降低,锡粉末化,达到除锡的目的;
42.当涂锡时,使除锡层中的铜鼻子或者铜排下降到涂锡层,到达涂锡的目的。
43.作为一种或多种实施方式,所述除锡层设置在涂锡层的上方。
44.作为一种或多种实施方式,所述除锡层设有旋转装置,所述旋转装置包括链轮9和链条7,所述链轮9和链条7啮合。
45.作为一种或多种实施方式,所述除锡层设有三层,在第一层2和第三层内均设有两个链轮9,相平行的第一层2的链轮9与第三层的链轮9之间通过链条7连接。具体地,除锡层包括:第一层2、第二层6、第三层。
46.作为一种或多种实施方式,第一层2的两个链轮9之间与第三层的两个链轮9之间均设有转轴13。
47.作为一种或多种实施方式,除锡层的每一层上均设有网架4,所述网架4通过连接件5连接所述链条7。
48.作为一种或多种实施方式,所述网架4上设有固定件,用于固定铜鼻子或铜排。
49.作为一种或多种实施方式,当每层网架4旋转到涂锡层时,该网架4会进入涂锡层(第四层10)的锡液池中。具体地,涂锡层的底部设有加热丝,加热丝的上设有锡液池,加热丝连通电源。
50.作为一种或多种实施方式,所述设备本体1上设有开关3,用于控制除锡层内旋转装置的开启或关闭。
51.作为一种或多种实施方式,所述降温管道12连接液氮发生设备的液氮喷射管。
52.作为一种或多种实施方式,所述设备本体1的下方设备放置钢丝锡刷的收纳盒11,其中钢丝锡刷用于降温后,刷掉铜鼻子或者铜排表面的锡粉,使锡粉掉落到涂锡层5的加热丝上。
53.设备本体1限定在1.5米-2米。
54.液氮发生设备发射的液氮能到达到-13.2℃以下,使铜鼻子或铜排表面的锡粉末化。
55.设备本体1上设置有门,操作人员打开门后就可以将待除锡铜鼻子或铜排放在除锡层的网架上。
56.在除锡后,存在涂锡层的锡粉不够的情况,可以通过增加一定数量的锡块放入加热丝上,开启加热丝,使温度快速升至到232℃以上,使固态锡和粉末化锡转换成锡液。
57.旋转装置启动后,每层的网架4依次旋转都涂锡层,网架4上的铜鼻子或者铜排经
过锡液池后,都涂上了锡,直到网架4运转到除锡层的位置,关闭开关3。取下铜鼻子或者铜排,若铜鼻子或者铜排上没有完全涂上锡,需要人工使用锡勺,淋在没有镀锡的位置。
58.实施例二
59.本实施例提供了一种用于电气设备除锡涂锡设备的使用方法。
60.一种用于电气设备除锡涂锡设备的使用方法,采用实施例一所述的用于电气设备除锡涂锡设备,包括:
61.将带有锡的铜鼻子或者铜排放置在除锡层的网架4上,使液氮发生设备连接降温管道12,开启液氮发生设备,使液氮喷射在除锡层,使带有锡的铜鼻子上的锡粉末化;
62.启动涂锡层的加热丝,直到加热丝上的锡融化,启动开关3,除锡层上的网架4依次旋转到涂锡层,使融化后的锡涂在铜鼻子或者铜排上,完成涂锡后,直至所有铜鼻子或者铜排均涂上锡;
63.关闭开关3,至所有网架4运转到除锡层,完成除锡涂锡的过程。
64.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。