1.本实用新型涉及汽车零部件打磨技术领域,尤其是涉及一种操作便捷的头枕杆打磨机。
背景技术:
2.汽车头枕是一种驾驶舒适性配置用品和安全防护用品,头枕杆主要用于支撑头枕,在头枕杆在生产加工的过程中,头枕杆打磨机是必不可少的加工设备之一。
3.现有的头枕杆打磨机通常包括机床、电机与打磨轮,机床放置在地面上,电机固定在机床上,电机输出轴与打磨轮固定。加工时,操作人员用手将头枕杆夹紧,启动电机驱动打磨轮转动,打磨轮与头枕杆圆周外壁摩擦将头枕杆打磨光滑。
4.针对上述中的现有技术,发明人认为在打磨过程中操作人员始终需要手握头枕杆,因此存在头枕杆打磨机操作不方便的缺陷。
技术实现要素:
5.为了改善头枕杆打磨机操作不方便的缺陷,本实用新型提供一种操作便捷的头枕杆打磨机。
6.本实用新型提供的一种操作便捷的头枕杆打磨机采用如下的技术方案:
7.一种操作便捷的头枕杆打磨机,包括机床与固定在机床上的电机,所述机床上设置有打磨组件,打磨组件包括皮带轮与打磨皮带,皮带轮设置有两个,皮带轮与机床相对转动连接,其中一个皮带轮与电机固定,打磨皮带套设在两个皮带轮上,在机床上设置有用于压紧头枕杆的压紧组件以及用于夹持头枕杆的夹持组件。
8.通过采用上述技术方案,用夹持组件夹紧头枕杆,并用压紧组件将头枕杆压紧在打磨皮带上,启动电机,电机驱动皮带轮转动带动打磨皮带转动,打磨皮带与头枕杆间产生摩擦力从而将头枕杆打磨光滑;打磨组件、压紧组件与夹持装置配合使用,使头枕杆打磨机结构及功能一体化,操作人员不需要一直手握头枕杆进行打磨,操作便捷。
9.优选的,所述压紧组件包括第一气缸与压紧板,第一气缸竖直固定在机床上,压紧板与第一气缸活塞杆固定。
10.通过采用上述技术方案,启动第一气缸,第一气缸活塞杆向下移动驱动压紧板压紧头枕杆,头枕杆被压紧后位置不会变动,因此在打磨时,打磨皮带可以对头枕杆需要打磨的位置针对性地打磨,加工更加准确。
11.优选的,所述压紧板底面粘附有海绵垫。
12.通过采用上述技术方案,压紧板底面粘附有海绵垫,当头枕杆夹紧在压紧板与打磨皮带之间后,海绵垫与头枕杆间的摩擦力较大,头枕杆不易松动,并且海绵垫材质较软,头枕杆不易由于受到的压紧力较大而变形受损。
13.优选的,所述夹持组件包括支撑块、充气环、输气软管与抽打两用气泵,支撑块上开设有通孔,充气环的周向外壁粘附在通孔内壁上,充气环与输气软管连通,输气软管远离
充气环的一端与抽打两用气泵连通,抽打两用气泵固定在机床上。
14.通过采用上述技术方案,先将头枕杆放入充气环之间,启动抽打两用气泵使充气环因充气而膨胀直至夹紧头枕杆,再关闭抽打两用气泵;使用充气环夹紧头枕杆,在满足对头枕杆夹持作用的前提下,充气环不会由于施加夹紧力较大而使头枕杆损坏,降低了头枕杆加工过程中损坏的几率,且在头枕杆打磨过程中会产生震动,产生震动时头枕杆与打磨皮带间会出现空隙,使头枕杆与打磨皮带打滑,而由于充气环材质较软,因此具有一定的减震作用,避免头枕杆与打磨皮带打滑。
15.优选的,所述机床上固定有用于驱动支撑块靠近或远离打磨皮带的第二气缸,第二气缸活塞杆与支撑块相对固定。
16.通过采用上述技术方案,第二气缸驱动夹持组件靠近或远离打磨皮带,便于更换头枕杆,且第二气缸与支撑块配合使用,使用更加方便。
17.优选的,所述输气软管上固定有输气阀。
18.通过采用上述技术方案,输气阀可以调节进气量,从而调节充气强度以及充气环对头枕杆的夹紧力。
19.优选的,所述第二气缸活塞杆上相对固定有安装片,在安装片与支撑块上开设有若干个定位孔,安装片上设置有定位件,定位件与定位孔配合使用。
20.通过采用上述技术方案,将安装片在滑槽内移动使头枕杆与皮带抵接,将将定位件拧入对应的定位孔,将支撑块与第二气缸固定;定位组件的设置使支撑块固定在合适的位置不易变动,且定位件调节灵活方便。
21.优选的,所述机床上固定有限位板,且第一气缸活塞杆穿过限位板设置。
22.通过采用上述技术方案,第一气缸活塞杆驱动压紧板压紧头枕杆后,第一气缸活塞杆受到压紧板向上的压力,第一气缸活塞杆穿过限位板设置,限位板对第一气缸活塞杆在水平方向起限位作用,使第一气缸活塞杆始终保持竖直,使压紧块对头枕杆压紧作用更加稳定。
23.综上所述,本实用新型具有以下有益效果:
24.打磨组件、压紧组件与夹持组件配合使用使头枕杆打磨机结构及功能一体化,操作人员不需要在打磨过程中时刻手握头枕杆,操作更加便捷。
附图说明
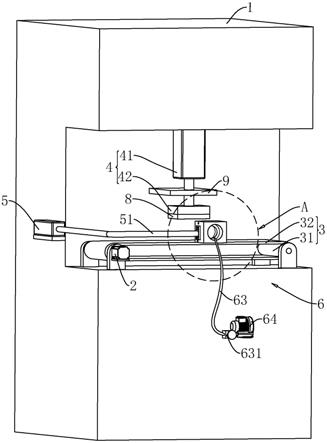
25.图1是本实用新型的结构示意图;
26.图2是图1中a处的局部放大结构示意图。
27.附图标记说明:
28.1、机床;2、电机;3、打磨组件;31、皮带轮;32、打磨皮带;4、压紧组件;41、第一气缸;42、压紧板;5、第二气缸;51、连接杆;511、安装片;6、夹持组件;61、支撑块;611、通孔;612、定位孔;62、充气环;63、输气软管;631、输气阀;64、抽打两用气泵;7、定位螺钉;8、海绵垫;9、限位板。
具体实施方式
29.以下结合附图对本实用新型作进一步详细说明。
30.一种操作便捷的头枕杆打磨机,如图1所示,包括放置在地面上的机床1,机床1上设置有打磨组件3与压紧组件4,压紧组件4位于打磨组件3上方,机床1长度方向的一侧连接有夹持组件6。使用时,夹持组件6用于夹持头枕杆,压紧组件4将头枕杆压紧,打磨组件3对头枕杆进行打磨工作。
31.如图1所示,机床1上固定有电机2,打磨组件3包括皮带轮31与打磨皮带32,皮带轮31设置有两个,两个皮带轮31位于同一水平方向上,其中一个皮带轮31与电机2输出轴固定,两个皮带轮31与机床1相对转动连接,打磨皮带32套设在两个皮带轮31上。
32.如图1所示,压紧组件4包括第一气缸41与压紧板42,第一气缸41竖直固定在机床1上,机床1上水平固定有限位板9,第一气缸41活塞杆竖直穿过限位板9;压紧板42与第一气缸41活塞杆固定,压紧板42水平设置,压紧板42靠近打磨皮带32的壁面上粘附有海绵垫8。
33.使用时,第一气缸41驱动压紧板42向下移动,头枕杆被压紧在压紧板42与打磨皮带32之间。
34.如图1和图2所示,机床1上设置有第二气缸5,第二气缸5水平固定在机床1长度方向一端的侧壁上且第二气缸5活塞杆与打磨皮带32的长度方向垂直;第二气缸5活塞杆远离机床1的一端水平固定有连接杆51,连接杆51长度方向与打磨皮带32长度方向平行设置;夹持组件6包括支撑块61、充气环62、输气软管63与抽打两用气泵64,支撑块61相对固定在连接杆51远离第二气缸5的一端。
35.如图1和图2所示,在支撑块61上开设有用于放置充气环62的通孔611,通孔611的轴线与打磨皮带32的长度方向垂直,通孔611的直径大于头枕杆的直径;充气环62的周向外壁粘附在通孔611内壁上,充气环62与输气软管63连通,输气阀631固定在输气软管63上,输气软管63远离充气环62的一端与抽打两用气泵64连通。
36.使用时,抽打两用气泵64送气使充气环62膨胀将头枕杆夹紧,关闭抽打两用气泵64,启动第二气缸5使头枕杆靠近打磨皮带32进行后续打磨工作。
37.如图2所示,在连接杆51上固定有安装片511,安装片511竖直设置,在安装片511与支撑块61上均开设有若干个定位孔612,在安装片511上设置有定位件,本实施例中定位件采用定位螺钉7,定位螺钉7与定位孔612配合使用。
38.当头枕杆靠近打磨皮带32后,由于不同车型的头枕杆尺寸有所差异,因此头枕杆与打磨皮带32在竖直方向上可能存在一定距离,根据头枕杆与打磨皮带32竖直方向的距离选择适合的定位孔612使头枕杆与打磨皮带32抵接,并将定位螺钉7拧入定位孔612中。
39.本实用新型的使用过程如下:
40.先将头枕杆穿设于充气环62的空隙中,打开抽打两用气泵64调节输气阀631使充气环62膨胀直至充气环62将头枕杆夹紧,关闭抽打两用气泵64;启动第二气缸5使头枕杆在水平方向逐渐靠近打磨皮带32,当头枕杆移动打磨皮带32上方时关闭第二气缸5,若此时头枕杆在竖直方向上与打磨皮带32存在一定距离时,通过将定位螺钉7拧入合适位置的定位孔612使头枕杆与打磨皮带32抵接;启动第一气缸41使头枕杆被压紧在压紧块与打磨皮带32之间,关闭第一气缸41;启动电机2,打磨皮带32对头枕杆进行打磨。
41.打磨工作结束后,关闭电机2,启动第一气缸41使压紧块远离头枕杆,关闭第一气缸41,打开抽打两用气泵64使充气环62失去对头枕杆的夹紧力,取出打磨好的头枕杆,放入下一个需要打磨的头枕杆,重复上述操作。
42.本具体实施方式的实施例均为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。