1.本发明涉及炼钢连铸设备技术领域,更具体地说,涉及一种连铸铸流气动自动调节导向装置。
背景技术:
2.连铸生产过程中,通过引锭杆把铸坯拉出结晶器,经过二冷区、拉矫机、切前辊道、切后辊道、输送辊道等设备进入出坯区。为了防止柔性引锭杆和铸流铸坯在输送过程中绷直和跑偏,需在二冷区上设置铸流支承导向装置。现有连铸机生产线,同一台连铸机可生多种断面的铸坯,为了满足多种断面铸坯生产的需要,不同的断面的铸坯要求铸流导向装置的开口度不同,铸流导向装置的开口度必须根据生产铸坯断面的不同加以调整,以保证满足生产需求;为了保证导向的可靠,同时要求铸流导向装置压辊对铸坯或柔性引锭杆有一定的夹持,保持恒定的压力。传统的开口度可调的铸流支承导向装置,大多采用人工调节,工人操作不方便,调节精度差,对铸坯夹持过紧或不够,影响铸坯质量;同时结构复杂,占用空间大,使用维护困难,提高了连铸机生产成本。
3.经检索,申请号972375589的申请案公开了一种连铸机扇形段开口度调节装置,油缸内的活塞杆上套有活塞,定距块为轴套状套在套管上,定距块上部有确定开口度的台阶,定距块下部开设有斜滑槽,定距块通过止推轴承与下框架连接,套管上安装有辊轮和防旋转键,辊轮镶在定距块下部的斜滑槽内,防旋转键固定在活塞杆的竖直槽内,该申请案能够自动调节连铸机扇形段开口度,提高作业率,但该申请案仅适用于扇形段加工,且实践应用效果仍有进一步优化空间。
4.又如申请号2013206483641的申请案公开了一种连铸用开口度可调式引锭杆导向装置,包括水冷框架、托辊、压辊和支承框架,还包括锁紧螺母和螺杆,水冷框架包括下框架、压辊轨道和上框架;下框架安装在支承框架上;上框架位于下框架的上方;所述的压辊轨道位于上框架的内侧;托辊位于下框架的内部,压辊位于上框架的内部;螺杆的一端与压辊连接,穿过上框架,锁紧螺母套在穿过上框架后的螺杆的另一端。该申请案通过旋转锁紧螺母即可调节托辊与压辊之间的开口度,但同样仍需要人工调节操作,使用便利性仍有待提高。
技术实现要素:
5.1.发明要解决的技术问题
6.本发明的目的在于克服现有技术中连铸坯生产中开口度调节不便的问题,拟提供一种连铸铸流气动自动调节导向装置,能够实现自动调节铸流导向装置的开口度,保证对铸坯的恒定压力的夹持,方便维护更换,满足同一连铸机生产多断面铸坯的要求,且整体装置结构简单,操作便利。
7.2.技术方案
8.为达到上述目的,本发明提供的技术方案为:
9.本发明的一种连铸铸流气动自动调节导向装置,包括底座和立架,底座上装配有托辊装配,立架顶部铰接有压辊转臂,压辊转臂端部安装有压辊装配,压辊装配上方设有安装内筒,安装内筒内设有隔膜气垫弹簧,隔膜气垫弹簧顶部固定,底部用于充气时为压辊装配提供向下压力,隔膜气垫弹簧通过进气管与外部压缩空气控制管路相连。
10.更进一步地,立架顶部设有向一侧延伸的转臂连接臂,压辊转臂即一端与该转臂连接臂铰接,两者形成开合结构;压辊转臂另一端设有转臂平台,压辊装配即安装于转臂平台下方,安装内筒设置于转臂平台上方。
11.更进一步地,安装内筒上方还设有连接外筒,连接外筒顶部设有顶盖,隔膜气垫弹簧顶部通过连接支架与顶盖相连,进气管亦穿过顶盖连接至隔膜气垫弹簧,隔膜气垫弹簧底部与安装内筒底部之间具有间隙。
12.更进一步地,顶盖的两侧还分别设置有支架柱,支架柱顶部与顶盖连接,底部延伸至立架两侧并与立架之间铰接。
13.更进一步地,隔膜气垫弹簧底部设有突出的定位块,安装内筒底面上对应设有与该定位块相配合的定位槽,当隔膜气垫弹簧充气向下延伸时,其底部定位块配合嵌入定位槽内。
14.更进一步地,安装内筒的筒壁为空心筒壁,并与冷却管相连,冷却管用于向安装内筒提供循环冷却。
15.更进一步地,托辊装配、压辊装配及压辊转臂上均设置有水冷管道。
16.更进一步地,进气管与隔膜气垫弹簧之间通过密封螺纹连接。
17.更进一步地,压辊转臂的最大开口大于铸坯的最大断面高度。
18.3.有益效果
19.采用本发明提供的技术方案,与现有技术相比,具有如下有益效果:
20.(1)本发明的自动调节导向装置,通过利用外部压缩空气控制隔膜气垫弹簧的行程,来自动调节托辊装配与压辊装配之间的开口度,避免了人工调节过程,能够满足同一连铸机生产多断面铸坯的要求,且整体装置结构简单,操作便利。
21.(2)本发明的自动调节导向装置,顶盖的两侧还分别设置有支架柱,支架柱顶部通过锁紧螺母与顶盖连接,底部延伸至立架两侧并与立架之间铰接,通过锁紧螺母对支架柱和顶盖的调整和锁紧,能够有效调整压辊装配与托辊装配之间的初始最大开口度,应用简单方便。
22.(3)本发明的自动调节导向装置,隔膜气垫弹簧顶部通过连接支架与顶盖相连,顶盖的设置可有效防止二冷烟尘和气体进入隔膜气垫弹簧的装配空间,避免影响隔膜气垫弹簧的使用寿命和弹性,影响压辊装配的夹持力。
23.(4)本发明的自动调节导向装置,将压辊装配安装在压辊转臂端部转臂平台上,压辊装配的装配精度可靠和轴向窜动间隙小,压辊转臂的刚性强度好,压辊装配不会出现摆动,有利于引锭杆和铸坯的导向。
24.(5)本发明的自动调节导向装置,压辊转臂的最大开口大于铸坯的最大断面高度,即初始开口大于铸坯最大断面高度,在送引锭杆和铸坯生产过程中,压辊装配在隔膜气垫弹簧作用下随压辊转臂转动,压辊装配始终恒定地夹持引锭杆和铸坯,从而保障可靠导向。
25.(6)本发明的自动调节导向装置,安装内筒上采用水冷方式,有助于保护隔膜气垫
弹簧的长期使用。
附图说明
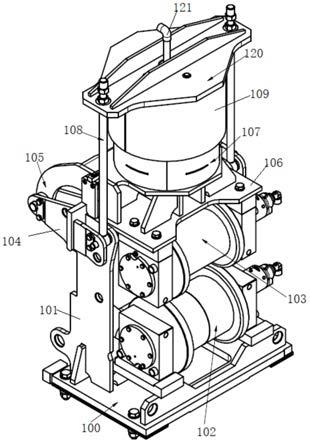
26.图1为本发明的铸流气动自动调节导向装置的结构示意图;
27.图2为本发明的铸流气动自动调节导向装置的侧视结构示意图;
28.图3为本发明的铸流气动自动调节导向装置的状态变化示意图。
29.示意图中的标号说明:
30.100、底座;101、立架;102、托辊装配;103、压辊装配;104、转臂连接臂;105、压辊转臂;106、转臂平台;107、安装内筒;108、支架柱;109、连接外筒;120、顶盖;121、进气管;122、冷却管;123、连接支架;124、隔膜气垫弹簧。
具体实施方式
31.为进一步了解本发明的内容,结合附图对本发明作详细描述。
32.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
33.下面结合实施例对本发明作进一步的描述。
34.实施例1
35.如图1-图3所示,本实施例的一种连铸铸流气动自动调节导向装置,包括底座100和立架101,底座100上装配有托辊装配102,立架101顶部铰接有压辊转臂105,压辊转臂105端部安装有压辊装配103,压辊装配103上方设有安装内筒107,安装内筒107内设有隔膜气垫弹簧124,隔膜气垫弹簧124顶部固定,底部用于充气时为压辊装配103提供向下压力,隔膜气垫弹簧124通过进气管121与外部压缩空气控制管路相连。
36.具体地,如图1所示,立架101顶部设有向一侧延伸的转臂连接臂104,压辊转臂105即一端与该转臂连接臂104铰接,两者形成v形的开合结构;压辊转臂105另一端设有转臂平台106,压辊装配103即安装于转臂平台106下方并与下方的托辊装配102相对,安装内筒107设置于转臂平台106上方。通过调整压辊转臂105的开合度大小,即可控制压辊装配103与托辊装配102之间的开合度大小。且将压辊装配103安装在压辊转臂105端部转臂平台106上,压辊装配103的装配精度可靠和轴向窜动间隙小,压辊转臂105的刚性强度好,压辊装配103不会出现摆动,有利于引锭杆和铸坯的导向。
37.如图2所示,本实施例中安装内筒107上方还设有连接外筒109,连接外筒109顶部设有顶盖120,隔膜气垫弹簧124顶部通过连接支架123与顶盖120相连,顶盖120的设置可有效防止二冷烟尘和气体进入隔膜气垫弹簧124的装配空间,避免影响隔膜气垫弹簧124的使用寿命和弹性,影响压辊装配103的夹持力。进气管121穿过顶盖120连接至隔膜气垫弹簧124,隔膜气垫弹簧124底部与安装内筒107底部之间具有间隙。即初始状态下,隔膜气垫弹簧124未充气时顶部保持固定,底部保持悬空,当通过进气管121充气时,则驱动隔膜气垫弹簧124底部向下延伸最终对安装内筒107产生向下压力,从而驱动压辊转臂105产生向下转
动趋势,使转臂平台106和压辊装配103向下运动,与托辊装配102之间开合度减小,如图3所示。且隔膜气垫弹簧124底部设有突出的定位块,安装内筒107底面上对应设有与该定位块相配合的定位槽,当隔膜气垫弹簧124充气向下延伸时,其底部定位块配合嵌入定位槽内,对调节过程进一步导向稳定。
38.本实施例中顶盖120的两侧还分别设置有支架柱108,支架柱108顶部与顶盖120连接,底部延伸至立架101两侧并与立架101之间铰接。具体支架柱108可采用螺杆结构,顶部通过锁紧螺母与顶盖120连接,底部可通过连接销与立架101连接,使顶盖120、支架柱108均可随压辊转臂105的转动过程,而绕连接销转动。通过锁紧螺母对支架柱108和顶盖120的调整和锁紧,还能够有效调整压辊装配103与托辊装配102之间的初始最大开口度,应用简单方便。且压辊转臂105的最大开口大于铸坯的最大断面高度,以满足加工需求,即初始开口大于铸坯最大断面高度,在送引锭杆和铸坯生产过程中,压辊装配103在隔膜气垫弹簧124作用下随压辊转臂105转动,压辊装配103始终恒定地夹持引锭杆和铸坯,从而保障可靠导向。
39.本实施例中外部压缩空气控制管道中还设置有流量控制以自动控制隔膜气垫弹簧124的行程,通过控制隔膜气垫弹簧124的行程来自动调节托辊装配102与压辊装配103之间的开口度,同时可在外部压缩空气控制管道中设置压力控制,以实现恒定的压力,实现铸流气动自动导向,为防止压缩空气泄漏,进气管121与隔膜气垫弹簧124之间还通过密封螺纹连接。
40.如图2所示,安装内筒107的筒壁为空心筒壁,并与冷却管122相连,还另设有流出管,冷却管122与流出管相配合用于向安装内筒107提供循环冷却,保护隔膜气垫弹簧124的长期使用。同理,托辊装配102、压辊装配103及压辊转臂105上均设置有循环水冷管道,满足加工过程中对各部件的有效冷却。
41.以上示意性的对本发明及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。