1.本发明涉及喷丸设备技术领域,尤其涉及一种喷丸流量控制装置。
背景技术:
2.19世纪70年代就已经出现了喷丸强化技术,目前喷丸技术在国外已经发展得相当成熟,与喷丸技术相关的机械设备也逐渐向智能化发展。我国与喷丸技术相关的研究起步较晚,而为了适应我国先进制造业以及航空航天的发展,近年来喷丸技术的发展速度也在不断加快,但相比于国外领先的技术工艺还存在不小的差距。
3.喷丸强化处理是利用旋转叶轮或压缩空气带动弹丸,将弹丸高速喷出打击在零件表面,使零件表面形成一层压应力层,进而使零件的抗疲劳强度增加达到延长零件使用寿命的目的。零件表面的强化效果的与许多因素有关,主要的因素有喷丸时间、距离、角度,以及丸粒的流速、流量和大小等,这些因素着重影响喷丸的质量。评估喷丸质量的两个重要指标是:强度和覆盖率,要达到设计要求的喷丸强度和覆盖率,控制丸料的流量至关重要。
4.目前许多喷丸机的丸料控制并不方便,丸料输出过量会导致零件过喷变形,丸料输出缺量会导致零件喷丸不彻底,覆盖率过低。
5.现需要一种喷丸丸料流量控制装置,可以根据喷丸处理要求非常精准地控制丸料的流量,同时通过感应器实时监控丸料流量保证可靠性,解决上述的弊端。
技术实现要素:
6.本发明提供了一种喷丸流量控制装置,通过对现有喷丸流量控制结构进行技术改造,解决了现有的喷丸流量控制结构的丸料控制并不方便,丸料输出过量会导致零件过喷变形,丸料输出缺量会导致零件喷丸不彻底,覆盖率过低的问题。
7.为解决上述技术问题,本发明具体采用如下技术方案:
8.一种喷丸流量控制装置,包括第一控制阀、第二控制阀、第三控制阀和连接部,所述第一控制阀上端与吹砂系统压力罐下端相连,所述第一控制阀下端连接设置有第二控制阀,第二控制阀下端连接设置有第三控制阀,所述第三控制阀下部还设置有流量传感器,所述第一控制阀、第二控制阀和第三控制阀之间通过连接部安装连接,所述第三控制阀输出端与输砂管相连,且所述第二控制阀和第三控制阀与外部设置的plc控制系统电连接。
9.优选的,所述第一控制阀为手动截止阀,所述手动截止阀包括下料筒体、阀门结构和旋转控制把手,所述下料筒体处安装设置有阀门结构,所述阀门结构用于打开或隔断下料筒体内部空腔,所述下料筒体外部设置有旋转控制把手,所述旋转控制把手输出端与阀门结构相连,所述下料筒体上端与压力罐相连通,下料筒体下端通过连接部和第二控制阀相连。
10.优选的,所述连接部包括第一法兰座、第二法兰座、第一连接套筒和第二连接套筒,所述下料筒体下端通过第一连接套筒与第二控制阀相连通,所述第一连接套筒外套设有第一法兰座,且所述第一法兰座与第二控制阀固定连接,所述第二控制阀下端通过第二
连接套筒与第三控制阀相连,所述第二连接套筒外套设有第二法兰座,且所述第二法兰座与第二控制阀底面固定连接。
11.优选的,所述第二控制阀为气动蝶阀,所述气动蝶阀与plc控制系统电连接。
12.优选的,所述第三控制阀包括磨料入口、磨料出口、阀体和流量控制结构,所述阀体上端设置有磨料入口,所述磨料入口与第二连接套筒连通,所述阀体下端设置有磨料出口,所述磨料出口处设置有流量传感器,所述磨料入口与磨料出口在阀体内相互连通,所述磨料入口的下端出口处设置有流量控制结构,所述流量控制结构用于控制磨料入口处通道开口大小。
13.优选的,所述流量控制结构包括直线式伺服电动缸、第三法兰座、连接件和封闭板,所述阀体一侧通过第三法兰座固定连接有直线式伺服电动缸,所述直线式伺服电动缸输出端连接设置有连接件,所述连接件与阀体滑动连接,所述连接件靠近磨料入口处设置有封闭板,所述直线式伺服电动缸用于驱动封闭板逐渐封闭磨料入口通道,所述直线式伺服电动缸与plc控制系统电连接。
14.优选的,所述第三法兰座和连接件之间设置有第一密封圈和第二密封圈,所述第一密封圈设置在阀体上供连接件伸入的开口处,所述第二密封圈设置在连接件的中部位置。
15.优选的,所述直线式伺服电动缸与第三法兰座之间设置有第一调整垫,所述第一调整垫用于调整直线式伺服电动缸在第三法兰座处的安装位置。
16.优选的,所述磨料入口处套设有下砂套,所述下砂套下端面与封闭板抵触,所述下砂套与阀体之间设置有第二调整垫,所述第二调整垫用于下砂套在阀体处的安装位置。
17.优选的,所述阀体背离直线式伺服电动缸一端设置有盖板,所述盖板通过安装螺丝与阀体可拆卸连接,所述直线式伺服电动缸上安装设置有消音器。
18.优选的,所述流量传感器为介质流量传感器。
19.相对于现有技术,本发明具有如下有益效果:
20.本发明压力罐中的丸料由气动碟阀进行控制是否通过,压力罐与丸料流量阀之间设有手动截止阀,可方便设备的检修工作,避免在维修时要将压力罐中的所有丸料全部放出。
21.本发明的流量控制阀通过设置直线式伺服电动缸控连接件移动,进而驱动封闭板移动来控制阀门的开合度(控制丸料通过阀门的流量),利用plc控制系统的pid功能来实现阀门流量自动调节,在工控机的组态软件上对喷丸时所需的丸流量进行设定和实时显示,能够方便地实现磨料流量的调节,且具有调节精度高,可靠性好的优点。
22.本发明的喷砂机供砂系统,通过在流量控制阀下端设置有美国ei 70-24型传感器检测丸料的实际通过流量,检测其实际通过的丸料流量,将测量得到的磨料流量数据反馈至喷砂机的plc控制系统,控制系统再通过直线伺服电动缸控制流量控制阀的开度,且介质流量传感器具有精度高、可靠性高的优点。
附图说明
23.图1为本发明控制阀位置示意图;
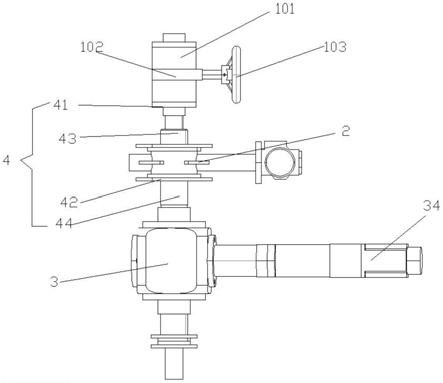
24.图2为本发明结构示意图;
25.图3为本发明第三控制阀剖视图;
26.标号说明:第一控制阀1、下料筒体101、阀门结构102、旋转控制把手103、第二控制阀2、第三控制阀3、磨料入口31、下砂套311、磨料出口32、阀体33、盖板331、流量控制结构34、直线式伺服电动缸341、第三法兰座342、连接件343、封闭板344、连接部4、第一法兰座41、第二法兰座42、第一连接套筒43、第二连接套筒44、压力罐5、流量传感器6、第一密封圈7、第二密封圈8、第一调整垫9、第二调整垫10、消音器11。
具体实施方式
27.下面结合附图和实施例来详细说明本发明的具体内容。
28.如图1-3所示,本实施例提供了一种喷丸流量控制装置,包括第一控制阀1、第二控制阀2、第三控制阀3和连接部4,所述第一控制阀1上端与吹砂系统压力罐5下端相连,所述第一控制阀1下端连接设置有第二控制阀2,第二控制阀2下端连接设置有第三控制阀3,所述第三控制阀3下部还设置有流量传感器6,所述第一控制阀1、第二控制阀2和第三控制阀3之间通过连接部4安装连接,所述第三控制阀3输出端与输砂管相连,且所述第二控制阀2和第三控制阀3与外部设置的plc控制系统电连接。
29.进一步地,所述第一控制阀1为手动截止阀,所述手动截止阀包括下料筒体101、阀门结构102和旋转控制把手103,所述下料筒体101处安装设置有阀门结构102,所述阀门结构102用于打开或隔断下料筒体101内部空腔,所述下料筒体101外部设置有旋转控制把手103,所述旋转控制把手103输出端与阀门结构102相连,所述下料筒体101上端与压力罐5相连通,下料筒体101下端通过连接部4和第二控制阀2相连。
30.进一步地,为了实现第一控制阀1、第二控制阀2、第三控制阀3的连接效果,所述连接部4包括第一法兰座41、第二法兰座42、第一连接套筒43和第二连接套筒44,所述下料筒体101下端通过第一连接套筒43与第二控制阀2相连通,所述第一连接套筒43外套设有第一法兰座41,且所述第一法兰座41与第二控制阀2固定连接,所述第二控制阀2下端通过第二连接套筒44与第三控制阀3相连,所述第二连接套筒44外套设有第二法兰座42,且所述第二法兰座42与第二控制阀2底面固定连接。
31.进一步地,所述第二控制阀2为气动蝶阀,所述气动蝶阀与plc控制系统电连接。压力罐中的丸料由气动碟阀进行控制是否通过,压力罐与丸料流量阀之间设有手动截止阀,可方便设备的检修工作,避免在维修时要将压力罐中的所有丸料全部放出。
32.进一步地,为了实现第三控制阀能够控制磨料流量,所述第三控制阀3包括磨料入口31、磨料出口32、阀体33和流量控制结构34,所述阀体33上端设置有磨料入口31,所述磨料入口31与第二连接套筒44连通,所述阀体33下端设置有磨料出口32,所述磨料出口32处设置有流量传感器6,所述磨料入口31与磨料出口32在阀体33内相互连通,所述磨料入口31的下端出口处设置有流量控制结构34,所述流量控制结构34用于控制磨料入口31处通道开口大小。
33.进一步地,所述流量控制结构34包括直线式伺服电动缸341、第三法兰座342、连接件343和封闭板344,所述阀体33一侧通过第三法兰座342固定连接有直线式伺服电动缸341,所述直线式伺服电动缸341输出端连接设置有连接件343,所述连接件343与阀体33滑动连接,所述连接件343靠近磨料入口31处设置有封闭板344,所述直线式伺服电动缸341用
于驱动封闭板344逐渐封闭磨料入口31通道,所述直线式伺服电动缸341与plc控制系统电连接。
34.进一步地,为了获得更好的密封效果,所述第三法兰座342和连接件343之间设置有第一密封圈7和第二密封圈8,所述第一密封圈7设置在阀体33上供连接件343伸入的开口处,所述第二密封圈8设置在连接件343的中部位置。
35.进一步地,为了方便调整直线式伺服电动缸,能够调整封闭板与磨料入口下沿的贴合更加紧密,所述直线式伺服电动缸341与第三法兰座342之间设置有第一调整垫9,所述第一调整垫9用于调整直线式伺服电动缸341在第三法兰座342处的安装位置。
36.进一步地,为了能够确保磨料入口与封闭板更好的接触配合。所述磨料入口31处套设有下砂套311,所述下砂套311下端面与封闭板344抵触,所述下砂套311与阀体33之间设置有第二调整垫10,所述第二调整垫10用于下砂套311在阀体33处的安装位置。
37.进一步地,所述阀体33背离直线式伺服电动缸341一端设置有盖板331,所述盖板331通过安装螺丝与阀体33可拆卸连接,所述直线式伺服电动缸341上安装设置有消音器11。所述盖板能够方便的安装拆卸,便于检修、维护。且盖板处设置有密封圈结构,保证阀体的密封性。
38.进一步地,所述流量传感器6为介质流量传感器。所述介质流量传感器选用70-24型介质流量传感器,可用于陶瓷,玻璃珠。采用弯曲梁流量测量技术,精度为
±
5%的全尺寸准确度(标准),从24伏直流电源开始运行,输出信号为0-10vdc,可选
±
1%精度校准,兼容ce。
39.弯曲光束流量测量技术提供了一种简单而高精度的传感颗粒介质流量的方法,坠落的介质会影响薄刀片的末端。测量位移提供了对介质流速的直接测量方法。位移传感器输出信号缩放0-10vdc以表示媒体交通流量。通过usb端口和电缆简单连接到基于windows的笔记本电脑和终端程序将允许选择单点或多点(最多10点)校准,产生
±
1%的精度,额外的高级校准可用于需要更高精度的应用程序。
40.吹砂机设备选用siemens公司828d数控系统为核心控制单元,可实现对各个系统动作进行控制,其功能多、适应面广,同时15英寸彩色触摸屏上运行hmi组态界面,可对数控吹砂时的工艺参数进行监控、记录和保存,可归档吹砂数据和报警信息,能保护操作者正常操作和误操作时的人身安全,在设备动行时,如果吹砂压力、工作转台的实际参数超过设定参数的10%,设备能够保证自动停机报警,并通过hmi界面初步诊断故障部位,显示报警信息,使设备具有过程监控和安全联锁控制功能,对吹砂系统各单元执行集成编程控制,并执行自动或手动操作控制。
41.下压力容器底部装置丸流量控制阀,丸料按设定的流量通过控制阀,由压缩空气将丸料输送到喷嘴。丸料输送系统设压力表显示其工作压力,压力表采用1级精度等级,量程为1mpa。压力表放置位置便于操作者观察。
42.压力罐中的丸料由气动碟阀进行控制是否通过,压力罐与丸料流量阀之间设有手动截止阀,可方便设备的检修工作,避免在维修时要将压力罐中的所有丸料全部放出。
43.在喷丸过程中压力罐内的弹丸根据料位计的探测,由控制系统按设定的程序控制双压力罐上的各个气动夹管阀的开或闭,控制丸料按程序流入上压力罐,然后再流入下压力罐,保证喷丸连续不间断工作。
44.本发明调节阀具有质量可靠、调整方便、维护简单等特点,喷丸设备使用,流量稳定,精度高。可保证在0.2-0.6mpa下连续稳定出砂,砂流量不小于2kg/min,满刻度弹丸流量控制精度≤
±
2%,流量范围:0~10kg/min。
45.最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
46.本发明使用到的标准零件均可以从市场上购买,异形件根据说明书的和附图的记载均可以进行订制,各个零件的具体连接方式均采用现有技术中成熟的螺栓、铆钉、焊接等常规手段,机械、零件和设备均采用现有技术中常规的型号,加上电路连接采用现有技术中常规的连接方式,在此不再详述。
47.在本发明的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”应作广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。