1.本发明涉及涂层制备技术领域,具体涉及一种发动机涡轮叶片表面制备热障涂层的方法。
背景技术:
2.热障涂层已经是高性能航空发动机热端部件防护不可或缺的关键技术之一。通常情况下,热障涂层包括粘结层(bond coat,bc)和陶瓷层(top coat, tc)。粘结层位于热障涂层中顶层陶瓷层和基体之间,用于缓解高温合金基体与陶瓷层热膨胀系数不同引起的内应力,同时保护基体不被氧化。陶瓷层主要起隔热作用,降低金属层表面温度。
3.目前应用最广泛的陶瓷层制备技术为大气等离子喷涂(aps)和电子束物理沉积(eb-pvd)。aps具备工艺简单,成本低,所得涂层热导率低的特点,但是涂层的热循环寿命较差,容易剥落。eb-pvd制备的涂层为柱状结构,具有良好的热循环寿命,但是涂层的热导率高于aps,而且成本较高。同时,aps和eb-pvd均为视线沉积技术,无法在形状复杂的工件阴影区域得到厚度均匀的涂层。
4.等离子物理气相沉积技术(plasma spray-physical vapor deposition, ps-pvd)是一种新的涂层制备技术,它兼具aps和eb-pvd的优点,在超低的工作气压下,采用大功率的等离子喷枪产生的高能等离子射流不仅可以熔化被喷涂颗粒,还可以将其气化,从而实现了气、液、固多相复合沉积和准柱状晶复合结构涂层制备。不同于aps和eb-pvd工艺的视线沉积,ps-pvd射流可以绕射到几何形状复杂的工件的阴影区域,并在其表面沉积涂层,制备复杂多联体叶片涂层的生产效率是eb-pvd涂层的5倍以上,同时制备的准柱状晶结构涂层具有媲美eb-pvd涂层的热循环寿命,隔热效果介于aps和eb-pvd涂层之间,更接近aps涂层。
5.但是ps-pvd的功率大,等离子射流中心温度超过10000℃,在喷涂复杂型面的工件(特别指航空发动机涡轮叶片)时,工件薄弱部位会因等离子射流的加热而熔化变形。因此,如何控制优化喷涂过程,控制工件表面局部不被射流加热熔化,是目前ps-pvd技术在实际工程应用过程中亟待解决的难题。
技术实现要素:
6.基于此,有必要针对ps-pvd的功率大,在喷涂复杂型面的工件时,工件薄弱部位会因等离子射流的加热而熔化变形问题,提供一种发动机涡轮叶片表面制备热障涂层的方法。
7.本发明的目的在于提供一种发动机涡轮叶片表面制备热障涂层的方法,其包括以下步骤:将绕镀遮挡物设置在涡轮叶片表面一定距离的位置,使得等离子射流向涡轮叶片表面喷涂时先绕过所述绕镀遮挡物再到达所述涡轮叶片表面;使用ps-pvd工艺对涡轮叶片表面进行喷涂。
8.在其中一个实施例中,所述涡轮叶片上具有不涂覆涂层区域,所述方法包括在所述不涂覆涂层区域包裹随型遮挡片的步骤。
9.在其中一个实施例中,所述绕镀遮挡物为柱状,所述绕镀遮挡物的长度方向与所述涡轮叶片的高度方向一致,所述绕镀遮挡物的长度大于所述涡轮叶片的高度,所述涡轮叶片的高度为进行喷涂时所述涡轮叶片的顶部距离底部的距离;和/或,所述绕镀遮挡物的直径为10mm~20mm;和/或,所述绕镀遮挡物距离所述涡轮叶片表面的距离为5mm~50mm。
10.在其中一个实施例中,所述涡轮叶片的宽度小于或等于涡轮叶片所在位置的等离子射流直径,所述涡轮叶片的宽度方向与其高度方向相互垂直;在进行喷涂时,所述涡轮叶片沿高度方向自转;所述等离子射流的喷射方向垂直于所述涡轮叶片的高度方向;所述自转的转速为5rpm~50rpm。
11.在其中一个实施例中,所述涡轮叶片包括沿所述涡轮叶片的高度方向依次设置的上缘板、叶身和下缘板,所述涡轮叶片的宽度大于涡轮叶片所在位置等离子射流直径且小于等于等离子射流直径的两倍,在进行喷涂时,所述涡轮叶片以所述涡轮叶片的高度方向为轴进行摆动;所述摆动的幅度为正负30
°
~90
°
;所述摆动的速度为30
°
/秒 ~90
°
/秒。
12.在其中一个实施例中,所述涡轮叶片包括沿所述涡轮叶片的高度方向依次设置的上缘板、叶身和下缘板,所述涡轮叶片的宽度大于涡轮叶片所在位置两倍等离子射流直径,在进行喷涂时,先对所述涡轮叶片的第一表面的喷涂,然后将所述涡轮叶片绕所述涡轮叶片的高度方向所在轴线旋转180
°
后进行第二表面的喷涂,第一表面和第二表面均为上缘板和下缘板之间叶身的弧形表面。
13.在其中一个实施例中,在对所述涡轮叶片的叶身进行喷涂时,等离子射流与所述叶身的表面呈70
°
~90
°
夹角。
14.在其中一个实施例中,所述涡轮叶片包括叶身和缘板,在对所述缘板进行喷涂时,等离子射流与所述缘板呈5
°
~45
°
夹角。
15.在其中一个实施例中,等离子射流的喷涂长度比所述涡轮叶片的宽度多50 mm ~200mm;和/或,喷涂速度为;10 mm/s ~300mm/s;和/或,在进行蛇形喷涂时,相邻两道等离子射流的间隔为1/2~2/3倍的等离子射流直径。
16.在其中一个实施例中,喷涂电流为1700a~1900a,喷涂速度为10 mm/s ~100mm/s;和/或,喷涂电流为1900a~2200a,喷涂速度为100mm/s~200mm/s;和/或,喷涂电流为2200a mm/s ~2500a,喷涂速度为200 mm/s~300mm/s;和/或,涡轮叶片的宽度在涡轮叶片所在位置等离子射流直径以下,喷涂电流为1700a~1900a;和/或,涡轮叶片的宽度在涡轮叶片所在位置等离子射流直径至两倍等离子射流直径之间,喷涂电流为1900a~2200a;和/或,涡轮叶片的宽度在涡轮叶片所在位置两倍等离子射流直径以上,喷涂电流为2200a~2500a。
17.本发明的方法在叶片周围增加遮挡工装的方法,可以控制叶片的表面温度,使叶片表面温度分布均匀,既可以达到适合沉积热障涂层的温度,又可以避免叶片过热损坏,同时还可在叶片不同位置表面获得厚度均匀的涂层。可以用于不同尺寸的发动机涡轮叶片,例如航空发动机涡轮叶片。可同时应用于单体叶片和多联体叶片。针对不同尺寸的叶片,本发明给出了优化喷涂路径和采用遮挡工装(包括绕镀遮挡物和随型遮挡片)在喷涂时所获得的的技术效果对比。附图3、图4、图5分别为涡轮叶片的宽度小于或等于涡轮叶片所在位
置的等离子射流直径时,只采用叶片旋转、采用叶片旋转+优化喷涂路径、采用叶片旋转+优化喷涂路径+遮挡工装喷涂所获得得涂层厚度分布,可见本发明采用叶片旋转的同时优化喷涂路径配合遮挡工装喷涂所获得的涂层厚度均匀性最佳。附图6、图7、图8分别为涡轮叶片的宽度大于涡轮叶片所在位置一倍等离子射流直径且小于等于两倍等离子射流直径时,只采用叶片摆动、采用叶片摆动+优化喷涂路径、采用叶片摆动+优化喷涂路径+遮挡工装喷涂所获得得涂层厚度分布,可见本发明采用叶片摆动的同时优化喷涂路径配合遮挡工装喷涂所获得的涂层厚度均匀性最佳。附图9、图10、图11分别为涡轮叶片的宽度大于涡轮叶片所在位置等离子射流直径且小于等于等离子射流直径的两倍时,只采用叶片正反交替、采用叶片正反交替+优化喷涂路径、采用叶片正反交替+优化喷涂路径+遮挡工装喷涂所获得得涂层厚度分布,可见本发明采用叶片正反交替的同时优化喷涂路径配合遮挡工装喷涂所获得的涂层厚度均匀性最佳。
附图说明
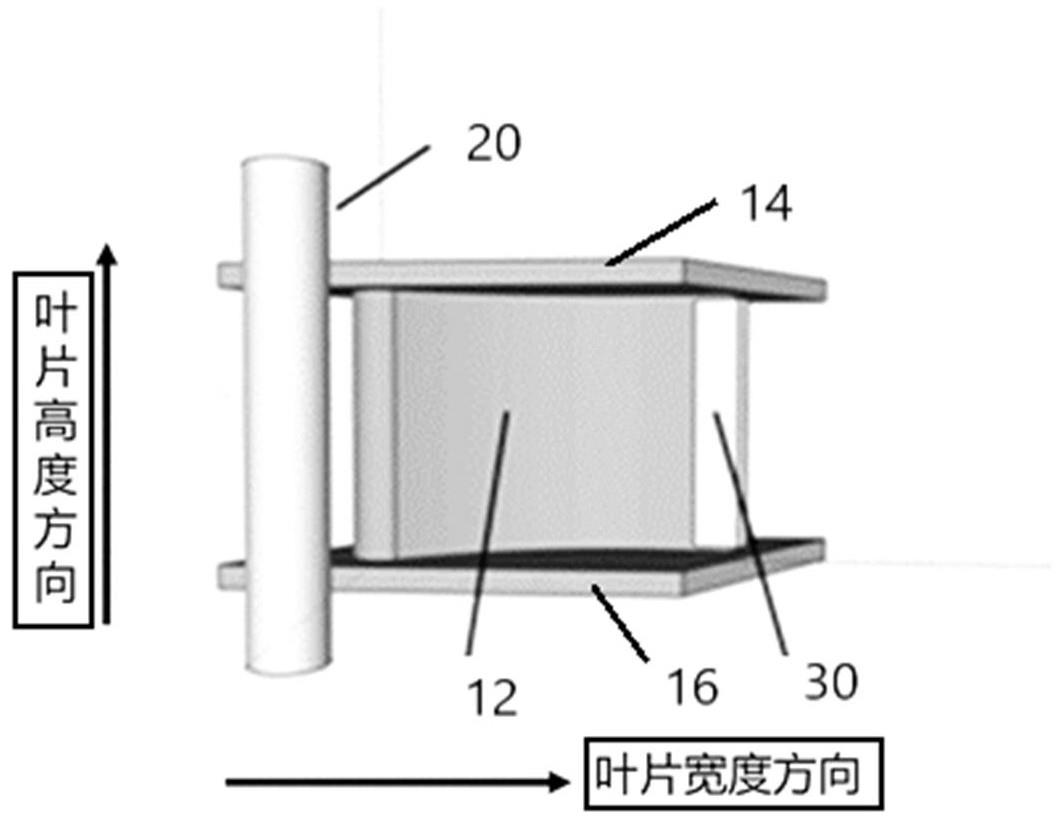
18.图1a是本发明一实施例的单联体叶片遮挡物喷涂立体结构示意图;图1b是本发明一实施例的单联体叶片遮挡物喷涂剖面结构示意图;图2是本发明一实施例的双联体叶片叶身涂层厚度测量位置示意图;图3是本发明一实施例的涡轮叶片的宽度小于或等于涡轮叶片所在位置的等离子射流直径时只采用叶片旋转,未优化喷涂路径,未安装遮蔽工装时涂层厚度分布;图4是本发明一实施例的涡轮叶片的宽度小于或等于涡轮叶片所在位置的等离子射流直径时叶片旋转与优化喷涂路径配合,但未安装遮蔽工装时涂层厚度分布;图5是本发明一实施例的涡轮叶片的宽度小于或等于涡轮叶片所在位置的等离子射流直径时安装遮蔽工装同时叶片旋转与优化喷涂路径配合时的涂层厚度分布;图6是本发明一实施例的涡轮叶片的宽度大于涡轮叶片所在位置一倍等离子射流直径且小于等于两倍等离子射流直径时只采用叶片摆动,未优化喷涂路径,未安装遮蔽工装时涂层厚度分布;图7是本发明一实施例的涡轮叶片的宽度大于涡轮叶片所在位置一倍等离子射流直径且小于等于两倍等离子射流直径时叶片摆动与优化喷涂路径配合,但未安装遮蔽工装时涂层厚度分布;图8是本发明一实施例的涡轮叶片的宽度大于涡轮叶片所在位置一倍等离子射流直径且小于等于两倍等离子射流直径时安装遮蔽工装同时叶片摆动与优化喷涂路径配合时的涂层厚度分布;图9是本发明一实施例的涡轮叶片的宽度大于涡轮叶片所在位置两倍等离子射流直径时只有叶片正反交替,未优化喷涂路径,未安装遮蔽工装时涂层厚度分布;图10是本发明一实施例的涡轮叶片的宽度大于涡轮叶片所在位置两倍等离子射流直径时叶片正反交替与优化喷涂路径配合,但未安装遮蔽工装时的涂层厚度分布;图11是本发明一实施例的涡轮叶片的宽度大于涡轮叶片所在位置两倍等离子射流直径时安装遮蔽工装同时叶片正反交替与优化喷涂路径配合时的涂层厚度分布;图12是本发明一实施例的等离子射流喷涂示意图;图13是本发明一实施例的涡轮叶片的宽度大于涡轮叶片所在位置一倍等离子射
流直径且小于等于两倍等离子射流直径时叶片摆动示意图;图14是本发明一实施例的喷涂路径示意图。
具体实施方式
19.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
20.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
21.本发明的目的在于提供一种发动机涡轮叶片10表面制备热障涂层的方法,包括以下步骤:将绕镀遮挡物20设置在涡轮叶片10表面一定距离的位置,使得等离子射流向涡轮叶片10表面喷涂时先绕过所述绕镀遮挡物20再到达所述涡轮叶片10表面;使用ps-pvd工艺对涡轮叶片10表面进行喷涂。
22.本发明的方法在叶片10周围增加遮挡工装的方法,可以控制叶片10的表面温度,使叶片10表面温度分布均匀,既可以达到适合沉积热障涂层的温度,又可以避免叶片10过热损坏。可以用于不同尺寸的发动机涡轮叶片10,例如航空发动机涡轮叶片10。可同时应用于单体叶片10和多联体叶片10。
23.本发明方法适用的涡轮叶片10可以为工作叶片10或者导向叶片10等。
24.绕镀遮挡物20设置在涡轮叶片10前一定距离的位置,对等离子射流有一定阻挡,等离子射流绕过该遮挡物后到达涡轮叶片10表面,在涡轮叶片10表面沉积形成涂层。
25.所述涡轮叶片10具有顶部、底部和侧面。顶部和底部相对设置。侧面连接顶部和底部。所述涡轮叶片10具有宽度和高度。所述高度指的是涡轮叶片10的顶部至底部的垂直距离。所述宽度指的是所述涡轮叶片10的垂直于高度方向的表面上任意两端点的距离。涡轮叶片10的高度方向指的是涡轮叶片10的顶部至底部的垂线方向。当涡轮叶片10的顶部表面与底部表面不平行时,高度方向指的是垂直于底部表面的方向。一般情况下,在进行喷涂时,涡轮叶片10的底部放置在地面,顶部背向地面。
26.请参阅图12,在进行ps-pvd工艺喷涂时,等离子射流的喷射方向基本垂直于所述涡轮叶片10的高度方向。
27.在一些实施方式中,绕镀遮挡物20形状可为柱状或根据涡轮叶片10需保护位置设置为特定的形状,如圆柱体、球体、圆锥体、圆锥台、长方体等,当遮挡物为圆柱体时称为圆柱体遮挡杆。可用于避免涡轮叶片10局部位置因等离子射流加热而温度过高,同时要求遮蔽区域有涂层涂覆。
28.在一些实施方式中,圆柱体遮挡杆的直径为10mm~20mm。具体直径可以为10mm、11mm、12mm、13mm、14mm、15mm、16mm、17mm、18mm、19mm、20mm。
29.在一些实施方式中,所述绕镀遮挡物20的长度大于所述涡轮叶片10的高度。这里
的绕镀遮挡物20的长度指的是柱形体的长度。所述涡轮叶片10的高度为进行喷涂时所述涡轮叶片10的顶部距离底部的距离。底部为紧贴地面的表面。顶部为涡轮叶片10的远离地面一端。所述绕镀遮挡物20的长度方向与所述涡轮叶片10的高度方向一致。也可以根据需要遮挡的位置调整遮挡物的方向。
30.在一些实施方式中,所述绕镀遮挡物20距离所述涡轮叶片10表面的距离为5mm~50mm。具体的距离可以为5mm、10mm、15mm、20mm、25mm、30mm、35mm、40mm、45mm、50mm。
31.在一些实施方式中,控制喷涂距离为800mm~1200mm。具体可以为800mm、850mm、900mm、950mm、1000mm、1050mm、1100mm、1150mm、1200mm。将喷枪的喷嘴端面到基体表面的直线距离定义为喷涂距离。喷涂距离不同导致射流状态存在明显差异。
32.在一些实施方式中,由于一些特殊的结构或者功能设置,要求涡轮叶片10上具有一块或多块的不涂覆涂层区域时(例如具有孔结构),可以在所述不涂覆涂层区域包裹随型遮挡片30。在一些实施方式中,随型遮挡片30的形状根据不涂覆涂层区域的形状进行加工,随型遮挡片30的尺寸刚好完全覆盖不涂覆涂层区域。在一些实施方式中,随型遮挡片30的厚度为3mm-5mm。优选的,随型遮挡片30紧贴被不涂覆涂层区域安装,距离为0-5mm。
33.虽然ps-pvd工艺具有非视线沉积的特性,但是较为均匀的绕镀仍然具有一定的条件限制。由于ps-pvd的等离子射流长度超过2m,直径超过10cm,在喷涂尺寸小于等离子射流直径的工件时,高速射流可以持续包裹工件,工件整体受到射流的持续加热,使整体温度超过气相粒子的沉积温度,射流中气化的喷涂原料可以随射流到达遮蔽区域实现沉积。但是当工件体积超出等离子射流直径较多且工件结构较为复杂时,等离子射流无法包裹工件,一方面较大的尺寸对等离子射流实现了完全的遮挡,射流无法绕到被完全遮挡的区域,另一方面,等离子射流无法持续接触的区域温度会降低到气相粒子沉积温度以下,从而导致无法实现完全的绕镀,导致涂层的厚度出现不均匀。在服役过程中,涂层的厚度不均匀会导致涂层中应力分布不均,从而使涂层提早发生剥落失效。
34.因此,本发明根据叶片10尺寸和涂层要求,本发明通过设置共有三种移动方式:旋转,摆动和正反面交替,实现对不同情况尺寸的叶片10的均匀喷涂。移动的目的是为了减少工件对等离子射流的遮挡,并且使涡轮叶片10表面的温度分布更加均匀。
35.在一些实施方式中,所述涡轮叶片10的宽度小于或等于涡轮叶片10所在位置的等离子射流直径,在进行喷涂时,所述涡轮叶片10伴随旋转的方式进行移动,所述旋转的方向为所述涡轮叶片10绕涡轮叶片10的高度方向的轴线进行自转。优选的,所述等离子射流的喷射方向垂直于所述涡轮叶片10的高度方向,所述涡轮叶片10的宽度方向与其高度方向相互垂直。即,所述旋转的方向为所述涡轮叶片10绕垂直于地面的轴线进行旋转。由于涡轮叶片10的宽度较小,因此通过旋转的方式能够实现涡轮叶片10的360
°
喷涂。
36.在一些实施方式中,所述自转的转速为5 rpm~50rpm。具体的自转转速可以为5 rpm、10rpm、15 rpm、20rpm、25 rpm、30rpm、35 rpm、40rpm、45 rpm、50rpm。
37.请参阅图13,在一些实施方式中,所述涡轮叶片10的宽度大于涡轮叶片10所在位置等离子射流直径且小于等于两倍等离子射流直径,在进行喷涂时,所述摆动的方向为所述涡轮叶片10绕涡轮叶片10的高度方向的轴线进行旋转。优选的,所述等离子射流的喷射方向垂直于所述涡轮叶片10的高度方向,所述涡轮叶片10的宽度方向与其高度方向相互垂直。优选的,在进行喷涂时,所述涡轮叶片10以所述涡轮叶片10的高度方向为轴进行摆动。
优选的,所述摆动的幅度为正负30
°
~90
°
。具体的摆动的幅度可以为正30
°
、正40
°
、正50
°
、正60
°
、正70
°
、正80
°
、正90
°
、负30
°
、负40
°
、负50
°
、负60
°
、负70
°
、负80
°
、负90
°
。由于涡轮叶片10的宽度大于等离子射流的直径,当一束等离子射流喷涂至涡轮叶片10表面时无法完全覆盖涡轮叶片10的整个宽度,通过摆动,使得等离子射流覆盖至涡轮叶片10的整个宽度的位置,实现均匀涂覆。
38.在一些实施方式中,所述摆动的速度为30
°
/秒 ~90
°
/秒。具体的摆动的速度可以为30
°
/秒、40
°
/秒、50
°
/秒、60
°
/秒、70
°
/秒、80
°
/秒、90
°
/秒。
39.在一些实施方式中,所述涡轮叶片10的宽度大于涡轮叶片10所在位置两倍等离子射流直径,在进行喷涂时,先对所述涡轮叶片10的第一表面的喷涂,然后将所述涡轮叶片10绕所述涡轮叶片10的高度方向所在轴线旋转180
°
后进行第二表面的喷涂,所述第一表面和所述第二表面为垂直于所述等离子射流的表面。第一表面和第二表面均为上下缘板16和下缘板16之间叶身12的弧形表面。由于涡轮叶片10的宽度太大,仅通过旋转或者摆动的方式无法很快实现整个叶片10表面的喷涂,因此采用先喷涂一个表面,再喷涂另一项对表面的方式,在喷涂某一表面的过程中可结合进行上述的旋转或者摆动的方式。
40.在一些实施方式中,在对所述涡轮叶片10的叶身12进行喷涂时,等离子射流与所述叶身12的表面呈70
°
~90
°
夹角。当等离子射流与叶身12夹角在此范围内,柱状晶的生长与叶身12表面切线呈90
°
左右,涂层具有较好的热循环性能,且涂层的沉积效率较高。
41.在一些实施方式中,所述涡轮叶片10包括叶身12和缘板,所述缘板设置在所述叶身12的顶部和/或底部,所述缘板的轮廓在垂直于所述叶身12的高度方向上凸出于所述叶身12的表面。上缘板14、叶身12和下缘板16沿所述涡轮叶片10的高度方向依次设置。在对所述缘板进行喷涂时,等离子射流与所述缘板呈5
°
~45
°
夹角。因为受限于叶片10本身的形状与喷涂空间的限制,要使等离子射流与缘板之间的夹角达到70
°
~90
°
,需要对设备与工装进行较大改动,由于ps-pvd工艺的绕镀性,当射流与叶片10缘板面呈5
°
~45
°
夹角时,涂层的柱状晶结构和沉积效率仍然在可接受的范围内,综合考虑技术的复杂性与涂层的质量的平衡,此夹角范围效果更好。
42.在一些实施方式中,对缘板进行喷涂时,等离子射流扫描路径沿上缘板14顶角连线或下缘板16顶角连线移动。
43.在一些实施方式中,对所述涡轮叶片10进行喷涂时,喷涂路径为蛇形。请参阅图14。
44.在一些实施方式中等离子射流的喷涂长度比所述涡轮叶片10的宽度多50 mm ~200mm。
45.在一些实施方式中,可先进行叶身12喷涂,再进行缘板的喷涂。
46.在一些实施方式中,喷涂速度为10 mm/s ~300mm/s。具体喷涂速度可以为10 mm/s、50mm/s、100 mm/s、150mm/s、200 mm/s、250mm/s、300mm/s。
47.在一些实施方式中,在进行蛇形喷涂时,相邻两道等离子射流的间隔为1/2~2/3倍的等离子射流直径在一些实施方式中,喷涂电流为1700a~1900a,喷涂速度为10mm/s ~100mm/s。
48.在一些实施方式中,喷涂电流为1900a~2200a,喷涂速度为100mm/s~200mm/s。
49.在一些实施方式中,喷涂电流为2200a mm/s ~2500a,喷涂速度为200 mm/s~
300mm/s。
50.喷涂电流的设定根据涡轮叶片10的尺寸进行设定,当涡轮叶片10的宽度在涡轮叶片10所在位置一倍等离子射流直径以下时,喷涂电流设定为1700a~1900a;当工件宽度在涡轮叶片10所在位置一倍等离子射流直径至两倍等离子射流直径之间时,喷涂电流设定为1900a~2200a;当工件宽度在涡轮叶片10所在位置两倍等离子射流直径以上时,喷涂电流设定为2200a~2500a。
51.喷涂路径可通过喷涂机器人进行自动设置和调节。
52.在一些实施方式中,先将涡轮叶片10放入真空室,真空室的压力低于2mbar再进行喷涂。
53.在一些实施方式中,叶片10表面温度达到800℃~1000℃后再进行热障涂层的喷涂。
54.在一些实施方式中,喷涂气体为ar25~35slpm,he50~70slpm。
55.在一些实施方式中,喷涂结束后,逐步减小等离子气体流量和喷涂电流,再逐步减小真空度,向真空室内充入ar至真空室气压超过70mbar后,熄枪,待真空室冷却后,充入ar和空气,打开真空室并取出涡轮叶片10。
56.制备的热障涂层可以为陶瓷涂层。
57.遮挡工装(绕镀遮挡物20或随型遮挡片30)材料可以为不锈钢或高温合金。遮挡工装表面可涂覆有金属粘结层。
58.在一些实施方式中,对已经沉积金属粘结层的涡轮叶片10进行磁力抛光,然后再进行ps-pvd热障涂层(陶瓷层)喷涂。抛光转速可以为1000-2000rpm,抛光时间可以为5min~15min。
59.与现有技术相比,本发明至少具有以下主要优点及有益效果:1、本发明通过使用机器人控制等离子射流进行扫描喷涂、控制叶片10运动和在叶片10周围增加遮挡工装的方法,可以控制叶片10的表面温度,使叶片10表面温度分布均匀,既可以达到适合沉积热障层的温度,又可以避免叶片10过热损坏。
60.2、本发明通过优化喷涂路径控制等离子射流进行扫描、控制叶片10运动和在叶片10周围增加遮挡工装的方法,可以使叶片10表面涂层的厚度分布更加均匀,从而得到厚度均匀,质量一致的热障涂层。特别增加针对双联叶片10的作用,提高均匀性。
61.3、本发明利用ps-pvd技术的绕镀性,使得机器人移动路径和工件运动方式较传统热喷涂方式有较大简化,编程难度降低。
62.4、本发明可在发动机叶片10上难以用传统涂覆方法制备涂层的区域(例如上下缘板16、遮蔽区)制备高质量热障涂层,并且涂层厚度与叶身12涂层厚度接近。该方法可以用于不同尺寸的航空发动机涡轮叶片10,可同时应用于单体叶片10和多联体叶片10,如图1a、图1b和图2。
63.5、采用本发明的方法制备热障涂层沉积效率高。
64.6、采用本发明的方法制备的热障涂层有良好的隔热性能。
65.7、采用本发明的方法制备的热障涂层有很好的抗热震性能。
66.以下为具体实施例。
67.实施例:在一种双联体航空发动机导向叶片10上制备均匀ysz涂层
1、叶片10前处理使用磁力抛光机对已经沉积金属粘结层的叶片10进行抛光,磁力抛光转速为2000rpm,抛光时间10min,检测叶身12表面粗糙度至ra《1μm。叶片10的位置标记如图2。
68.2、加装遮挡工装在叶片10周围安装遮挡工装,使用圆柱体遮挡杆对叶片10边缘位置进行保护,使用随型遮挡片30对叶片10尾缘进行保护。圆柱体遮挡杆尺寸为:直径10mm,长度200mm;随型遮挡片30尺寸为:厚度3mm,长度覆盖叶片10尾缘。按照图1a、图1b中方式对叶片10前缘和尾缘进行保护。
69.3、使用abb robotstudio软件编写喷涂程序。
70.根据此叶片10尺寸,优化的喷涂路径分三部分:叶身12喷涂、上缘板14喷涂和下缘板16喷涂。下缘板16尖端连线垂直于射流方向定义叶片10角度为0
°
。
71.叶身12喷涂:喷涂机器人控制等离子射流沿蛇形扫描,射流平行于地面,正对叶片10中央,喷涂距离为1200mm。扫描速度为200mm/s,扫描线长度为300mm,扫描线数量为3,扫描线间隔为100mm。扫描途中叶片10保持0
°
位置固定不动,扫描5遍后,叶片10绕垂直于地面轴线旋转至180
°
位置,再扫描5遍,共10遍记为1个叶身12喷涂循环。
72.上缘板14喷涂:喷涂机器人控制射流向z轴正方向倾斜10
°
,射流沿上缘板14顶角连线往复扫描,叶片10角度为0
°
,喷涂距离为1200mm,扫描速度为200mm/s,扫描线长度为300mm。0
°
位置扫动5个来回后,叶片10绕垂直于地面轴线旋转至180
°
位置,扫动5个来回共10遍记为1个上缘板14喷涂循环。
73.下缘板16喷涂:喷涂机器人控制射流向z轴负方向倾斜10
°
,射流沿下缘板16顶角连线往复扫描,叶片10角度为0
°
,喷涂距离为1200mm,扫描速度为200mm/s,扫描线长度为300mm。0
°
位置扫动5个来回后,叶片10绕垂直于地面轴线旋转至180
°
位置,扫动5个来回共10遍记为1个下缘板16喷涂循环。
74.4、叶片10装夹将带有遮挡工装的叶片10装入真空室内的工件操作台上,安装时保持下缘板16尖端连线垂直于射流方向为喷涂机器人控制叶片10角度0
°
。
75.5、抽真空关闭真空室,抽真空,直到真空室内的压力低于2mbar。
76.7、起弧调整喷涂电流至300a,起弧,待等离子电弧稳定后,抽真空至2mbar,逐步调整气体流量到指定气体流量至ar30slpm,he60slpm;同时增大喷涂电流至2200a。
77.8、叶身12喷涂控制喷涂机器人运行叶身12喷涂程序,叶身12喷涂程序运行15个循环后,红外测温检测到叶身12表面温度超过800℃,此时打开ysz粉末送粉器,将粉末送入射流。送粉方式为双送粉,每路送粉速率为5g/min,总送粉速率为10g/min,每一路送粉载气均为ar 10l/min。喷涂20个循环后,关闭ysz粉末送粉器。
78.9、上缘板14喷涂控制喷涂机器人运行上缘板14喷涂程序,上缘板14喷涂程序运行5个循环后,红外测温检测到上缘板14表面温度超过800℃,此时打开ysz粉末送粉器,将粉末送入射流。送粉
方式为双送粉,每路送粉速率为5g/min,总送粉速率为10g/min,每一路送粉载气均为ar 10l/min。喷涂10个循环后,关闭ysz粉末送粉器。
79.10、下缘板16喷涂控制喷涂机器人运行下缘板16喷涂程序,下缘板16喷涂程序运行5个循环后,红外测温检测到下缘板16表面温度超过800℃,此时打开ysz粉末送粉器,将粉末送入射流。送粉方式为双送粉,每路送粉速率为5g/min,总送粉速率为10g/min,每一路送粉载气均为ar 10l/min。喷涂10个循环后,关闭ysz粉末送粉器。
80.11、熄枪、冷却并取出叶片10控制喷涂机器人运行叶身12喷涂程序,缓慢调整等离子气体流量至ar 40l/min、喷涂电流至400a,此时红外测温显示叶身12表面温度降至500℃以下,向真空室内充入ar至真空室气压超过70mbar后,熄灭等离子喷枪,等待30min后,向真空室充入ar和空气至大气压,打开真空室并取出叶片10。
81.实施例结果和对比结果如图3~5所示。未优化喷涂路径时指的是:喷涂叶身12和上下缘板16时角度为唯一角度;非蛇形扫描。
82.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
83.以上所述实施例仅表达了本发明的几种实施方式,便于具体和详细地理解本发明的技术方案,但并不能因此而理解为对发明专利保护专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准,说明书可以用于解释权利要求的内容。