1.本发明属于喷涂领域,尤其涉及一种免脱模油的模框表面金属喷涂方法。
背景技术:
2.低熔点金属电弧喷涂制模技术,如喷涂铝、锌、锌铝合金等,通常首先制作出模具,然后在模具表面涂抹脱模油,之后再喷涂金属,得到产品。但是由于喷头有脱模油,因此产品表面也会附着上脱模油,需要将脱模油进行清洁。由此不仅增加了清洁费用,而且由于脱模油属于有机物,只能采用有机物清洁,导致产生了大量的有机废物,因此不仅操作步骤多,且容易污染环境,需要进行改进。
技术实现要素:
3.为解决上述问题,本发明公开了一种免脱模油的模框表面金属喷涂方法。本发明通过负压机构对热复原形状记忆板进行拉伸以作为模板,通过热复原的方式使得热复原形状记忆板回复原状以便于和产品脱模,从而不必进行涂油和清洗操作密切不会产生废弃物,有效提高了生产效率,节省了废弃物处理成本,不会污染环境。
4.为实现上述目的,本发明的技术方案为:
5.一种免脱模油的模框表面金属喷涂方法,包括如下步骤:
6.步骤一、设置模具,所述模具包括外壳和内壳,外壳和内壳之间形成有气腔,内壳上均布若干通孔;所述内壳上固定有热复原形状记忆板;热复原形状记忆板与内壳之间形成有缓冲腔体;
7.步骤二、在气腔内抽负压,使得热复原形状记忆板与内壳紧贴,形成模板;
8.步骤三、将在热复原形状记忆板表面进行低熔点金属电弧喷涂;然后等金属固化;
9.步骤四、加热,使得热复原形状记忆板恢复原样,并与喷涂的金属实现自动脱模,得到金属制品。
10.进一步的改进,所述气腔连通有负压管,负压管上安装有气泵。
11.进一步的改进,所述气腔连通有进气管,进气管上安装有阀门、加热器和气泵。
12.进一步的改进,所述热复原形状记忆板顶部形成有u形部,u形部通过压板和螺栓与模具固定。
13.进一步的改进,所述内壳的拐角均为弧形。
14.进一步的改进,所述热复原形状记忆板为聚己内酯热复原形状记忆板或形状记忆合金。
15.本发明优点为:
16.本发明通过负压机构对热复原形状记忆板进行拉伸以作为模板,通过热复原的方式使得热复原形状记忆板回复原状以便于和产品脱模,从而不必进行涂油和清洗操作密切不会产生废弃物,有效提高了生产效率,节省了废弃物处理成本,不会污染环境。
附图说明
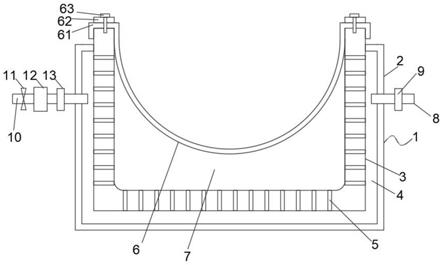
17.图1为模具的结构示意图。
具体实施方式
18.以下通过具体实施方式并且结合附图对本发明的技术方案作具体说明。
19.实施例1
20.一种免脱模油的模框表面金属喷涂方法,包括如下步骤:
21.步骤一、设置模具1,如图1所示,模具1包括外壳2和内壳3,外壳2和内壳3之间形成有气腔4,内壳3上均布若干通孔5;所述内壳3上固定有热复原形状记忆板6;热复原形状记忆板6与内壳3之间形成有缓冲腔体7;气腔4连通有负压管8,负压管8上安装有气泵9。所述气腔4连通有进气管10,进气管10上安装有阀门11、加热器12和气泵13。
22.热复原形状记忆板6顶部形成有u形部61,u形部61通过压板62和螺栓63与模具1固定。内壳3的拐角均为弧形
23.步骤二、在气腔4内抽负压,使得热复原形状记忆板6与内壳3紧贴或受负压拉伸形变,形成模板;
24.步骤三、将在热复原形状记忆板6表面进行低熔点金属电弧喷涂;然后等金属固化;
25.步骤四、加热,使得热复原形状记忆板6恢复原样,并与喷涂的金属实现自动脱模,得到金属制品。加热方法为打开阀门11、加热器12和气泵13,然后向内吹热空气,使得热复原形状记忆板6恢复原状。
26.尽管本发明的实施方案已公开如上,但并不仅仅限于说明书和实施方案中所列运用,它完全可以被适用于各种适合本发明的领域,对于熟悉本领域的人员而言,可容易地实现另外的修改,因此在不背离权利要求及等同范围所限定的一般概念下,本发明并不限于特定的细节和这里所示出与描述的图例。
技术特征:
1.一种免脱模油的模框表面金属喷涂方法,其特征在于,包括如下步骤:步骤一、设置模具(1),所述模具(1)包括外壳(2)和内壳(3),外壳(2)和内壳(3)之间形成有气腔(4),内壳(3)上均布若干通孔(5);所述内壳(3)上固定有热复原形状记忆板(6);热复原形状记忆板(6)与内壳(3)之间形成有缓冲腔体(7);步骤二、在气腔(4)内抽负压,使得热复原形状记忆板(6)与内壳(3)紧贴,形成模板;步骤三、将在热复原形状记忆板(6)表面进行低熔点金属电弧喷涂;然后等金属固化;步骤四、加热,使得热复原形状记忆板(6)恢复原样,并与喷涂的金属实现自动脱模,得到金属制品。2.如权利要求1所述的免脱模油的模框表面金属喷涂方法,其特征在于,所述气腔(4)连通有负压管(8),负压管(8)上安装有气泵(9)。3.如权利要求1所述的免脱模油的模框表面金属喷涂方法,其特征在于,所述气腔(4)连通有进气管(10),进气管(10)上安装有阀门(11)、加热器(12)和气泵(13)。4.如权利要求1所述的免脱模油的模框表面金属喷涂方法,其特征在于,所述热复原形状记忆板(6)顶部形成有u形部(61),u形部(61)通过压板(62)和螺栓(63)与模具(1)固定。5.如权利要求1所述的免脱模油的模框表面金属喷涂方法,其特征在于,所述内壳(3)的拐角均为弧形。6.如权利要求1所述的免脱模油的模框表面金属喷涂方法,其特征在于,所述热复原形状记忆板(6)为聚己内酯热复原形状记忆板或形状记忆合金。
技术总结
本发明公开了一种免脱模油的模框表面金属喷涂方法,包括如下步骤:步骤一、设置模具,步骤二、在气腔内抽负压;步骤三、将在热复原形状记忆板表面进行低熔点金属电弧喷涂;然后等金属固化;步骤四、加热,使得热复原形状记忆板恢复原样,并与喷涂的金属实现自动脱模,得到金属制品。本发明通过负压机构对热复原形状记忆板进行拉伸以作为模板,通过热复原的方式使得热复原形状记忆板回复原状以便于和产品脱模,从而不必进行涂油和清洗操作密切不会产生废弃物,有效提高了生产效率,节省了废弃物处理成本,不会污染环境。不会污染环境。不会污染环境。
技术研发人员:张建军 付昌奇
受保护的技术使用者:湖南绿生永固新材料有限公司
技术研发日:2021.10.27
技术公布日:2022/2/11