1.本实用新型属于商用车轮毂生产技术领域,具体涉及一种商用车轮毂用铸件脱模系统。
背景技术:
2.铝合金轮毂的制造方法有三种:重力铸造、锻造、低压精密铸造。其中,低压模具是一种以很低的注塑压力将封装材料注入模具并快速固化成型的封装工艺方法,这种铸造方式的成形性好,轮廓清晰,密度均匀,表面光洁,既能达到高强度、轻量化,又能控制成本,而且成品率在九成以上,是高品质铝合金轮毂的主流制造方法。
3.随着铝合金轮毂模具技术的发展,产品模具结构越来越复杂,对模具本身提出了更严苛的工艺要求。铝合金低压铸造产品在铸造生产时抱紧力大,而在脱模时大多采用人工挖出,在脱模过程中极容易损坏铸件或模具,造成大量资源浪费,且容易发生烫伤。
技术实现要素:
4.本实用新型实施例提供一种商用车轮毂用铸件脱模系统,能够方便脱模,且减少了对铸件及模具的损伤,提升了安全性。
5.为实现上述目的,本实用新型采用的技术方案是:提供一种商用车轮毂用铸件脱模系统,包括:
6.顶杆板,设置于上模板上方,所述顶杆板上纵向螺纹连接有多个定位螺杆,所述定位螺杆的下端支撑于模架导柱上;
7.多个顶杆,多个所述顶杆均固定于所述顶杆板的下端,多个所述顶杆分别贯穿上模,且顶杆的下端位于型腔的顶部;
8.驱动组件,固定于机台上,所述驱动组件位于所述顶杆板上方,所述驱动组件的动作端朝向所述顶杆板;
9.在开模状态,所述顶杆板通过所述驱动组件驱动动作,带动多个所述顶杆推出铸件。
10.在一种可能的实现方式中,所述顶杆板包括依次上下固定连接的顶杆上板和顶杆下板,所述顶杆的上端设有限位部,所述顶杆下板的上端面开设有容纳所述限位部的容腔,所述顶杆贯穿所述容腔底部,所述容腔与所述顶杆上板的下端面配合,用于限制所述顶杆移动。
11.在一种可能的实现方式中,多个所述顶杆分为多个边顶杆和多个中心顶杆,多个所述边顶杆和多个所述中心顶杆均圆周阵列设置,多个所述边顶杆位于多个所述中心顶杆的外围。
12.在一种可能的实现方式中,所述顶杆板和所述上模板之间设有多个导向组件,所述导向组件包括设于上模板的导向柱和设于所述顶杆板并与所述导向柱滑动配合的导向套。
13.一些实施例中,所述导向柱顶端固定设有位于所述导向套上方的限位片,所述限位片直径大于所述导向柱的截面直径。
14.在一种可能的实现方式中,下模板上端面固定设有支撑板,所述支撑板位于所述下模板和所述上模板之间,所述支撑板顶端设有多个导柱,所述上模板设有与多个所述导柱一一对应的通孔。
15.一些实施例中,多个所述定位螺杆与多个所述导柱一一对应抵接,所述定位螺杆用于支撑所述顶杆板并定位所述顶杆。
16.一些实施例中,所述上模板的上端面固定设有连接板,所述连接板的上端与机台连接。
17.示例性的,所述下模板两端设有多个第一u型槽,所述连接板的上端设有多个第二u型槽,所述第二u型槽下方设有让位槽。
18.在一种可能的实现方式中,所述上模板上下贯通有让位孔,多个所述顶杆均位于所述让位孔内。
19.本实现方式中,模具组件用于容纳铝液,使铝液平稳充型,其中,上模板和下模板均与机台固定连接,通过机台控制上模板正常起落,完成开模、合模动作;顶杆板间隔设于上模板上方,通过抵接于模架导柱的定位螺杆控制上下位置,在灌注铝液时,使连接于顶杆板下端的顶杆的底端与型腔上端的表面吻合,以不影响铝液的灌注及成型后的铸件的外观;在开模后,定位螺杆远离模具组件,铸件与上模抱紧,通过驱动组件驱动顶杆板下降,带动多个顶杆动作,以使铸件从上模位置顺利顶出脱落。该商用车轮毂用铸件脱模系统,与现有技术相比,方便脱模,减少了对铸件及模具的损伤,提升了生产效率与安全性。
附图说明
20.图1为本实用新型实施例提供的商用车轮毂用铸件脱模系统的主视结构示意图;
21.图2为沿图1中a-a线的剖视结构图;
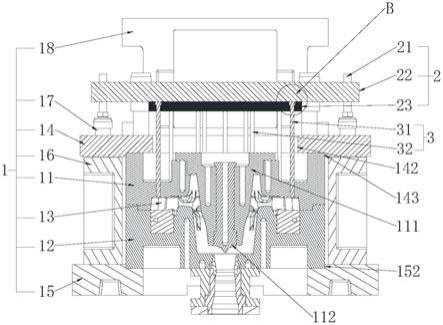
22.图3为图2中b部分的详细结构图;
23.图4为图1所示的商用车轮毂用铸件脱模系统的立体结构示意图。
24.附图标记说明:
25.1、模具组件;2、顶杆板;3、顶杆;4、导向组件;
26.11、上模;12、下模;13、型腔;14、上模板;15、下模板;16、支撑板;17、导柱;18、连接板;21、定位螺杆;22、顶杆上板;23、顶杆下板;31、边顶杆;32、中心顶杆;33、限位部;41、导向柱;42、导向套;43、限位片;
27.111、上模芯;112、分流锥;141、通孔;142、让位孔;143、第二定位槽;151、第一u型槽;152、第一定位槽;181、第二u型槽;182、让位槽;231、容腔。
具体实施方式
28.为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
29.该商用车轮毂用铸件脱模系统需要用到模具组件1,参见图2,模具组件1包括下模
板15、下模12、上模11和上模板14,下模板15底面与机台固定,下模板15上端面与下模12固定,上模板14上端与机台固定,上模板14下端面与上模固定,上模12和下模11之间构成型腔13。
30.请一并参阅图1及图2,现对本实用新型提供的商用车轮毂用铸件脱模系统进行说明。所述商用车轮毂用铸件脱模系统,包括模具组件1、顶杆板2、多个顶杆3和驱动组件;顶杆板2设置于上模板14上方,顶杆板2上纵向螺纹连接有多个定位螺杆21,定位螺杆21的下端支撑于模架导柱上;多个顶杆3均固定于顶杆板2的下端,多个顶杆3分别贯穿上模11,且顶杆3的下端位于型腔13的顶部;驱动组件固定于机台上,驱动组件位于顶杆板2上方,驱动组件的动作端朝向顶杆板2;顶杆板2通过驱动组件驱动动作,带动多个顶杆推出铸件。其中,驱动组件为油缸;模架导柱固定于模具组件的下半部分,模具组件的下半部分与固定的机台固定连接。
31.本实现方式中,模具组件1用于铸模,使铝液平稳充型,其中,上模板14和下模板15均与机台固定连接,通过机台控制上模板14正常起落,完成开模、合模动作;顶杆板2间隔设于上模板14上方,通过抵接于模架导柱的定位螺杆21控制上下位置,在灌注铝液时,使连接于顶杆板2下端的顶杆3的底端与型腔13上端的表面吻合,以不影响铝液的灌注及成型后的铸件的外观;在开模后,定位螺杆21远离模架导柱,铸件与上模11抱紧,通过油缸驱动顶杆板2下降,带动多个顶杆3动作,以使铸件从上模11位置顺利顶出脱落。该商用车轮毂用铸件脱模系统,与现有技术相比,方便脱模,减少了对铸件及模具的损伤,提升了生产效率与安全性。
32.在一些可能的实现方式中,上述顶杆板2采用如图3所示的结构。参见图2及图3,顶杆板2包括依次上下固定连接的顶杆上板22和顶杆下板23,顶杆3上端设有限位部33,顶杆下板23的上端面开设有容纳限位部33的容腔231,顶杆3贯穿容腔231底部,容腔231与顶杆上板22的下端面配合,用于限制顶杆3移动。
33.本实施例中,顶杆上板22和顶杆下板23通过容腔231,将顶杆3固定。
34.具体地,顶杆上板22通过螺栓与顶杆下板23固定。顶杆上板22为长方形,定位螺杆21数量为四,分位于顶杆上板22的四角,且贯穿顶杆上板22的上下端面,定位螺杆21下端与模具组件1抵接,且在开模时,定位螺杆21下端离开模具组件1,以方便顶杆3动作顶出铸件。
35.在一些可能的实现方式中,参见图2,多个顶杆3分为多个边顶杆31和多个中心顶杆32,多个边顶杆31和多个中心顶杆32均圆周阵列设置,多个边顶杆31位于多个中心顶杆32的外围。
36.本实施例中,多个顶杆3分为中心顶杆32和边顶杆31,能够使对成型铸件的用力更加均匀,方便推出铸件而不会损坏铸件。
37.具体地,上模11中间位置固定设有上模芯111,上模芯111中间位置卡接有朝向浇口的分流锥112,中心顶杆32贯穿上模芯111与型腔13连通。
38.在一些可能的实现方式中,参见图4,顶杆板2和上模板14之间设有多个导向组件4,导向组件4包括设于上模板14的导向柱41和设于顶杆板2并与导向柱41滑动配合的导向套42。
39.本实施例中,导向柱41和导向套42的数量均为四,顶杆上板22为长方形,导向套42分设于顶杆上板22四角并贯穿顶杆上板22上下端面,导向柱41与导向套42滑动配合,以导
向并支撑顶杆板2上下平稳移动。
40.具体地,导向套42可以是直线轴承也可以是塑料导向套42。
41.在一些可能的实现方式中,参见图4,导向柱41顶端固定设有位于导向套42上方的限位片43,限位片43直径大于导向柱41截面直径。
42.本实施例中,通过限位片43与导向套42抵接,对顶杆板2起到向上限位的作用,防止顶杆板2由导向柱41顶端脱出。
43.具体地,限位片43通过螺栓固定于导向柱41顶端。
44.在一些可能的实现方式中,参见图4,下模12下端固定设有下模板15,下模板15上端面固定设有支撑板16,支撑板16位于下模板15和上模板14之间,支撑板16顶端设有多个导柱17,上模板14上设有与多个导柱17一一对应的通孔141。
45.本实施例中,下模板15固定于机台,导柱17与通孔141匹配,用于定位上模板14与下模板15的相对位置,以使上模11与下模12完全匹配。支撑板16也用于限制上模板14与下模板15的相对位置,以防机台带动下模板15移动过位而损坏模具。具体地,支撑板16设有两个,分别位于下模板15的两侧,每个支撑板16上的两端分别设有一个导柱17,以准确定位并加强支撑。
46.在一些可能的实现方式中,参见图1及图2,多个定位螺杆21与多个导柱17一一对应,定位螺杆21用于支撑顶杆板2并定位顶杆3。
47.本实施例中,通过定位螺杆21与导柱17抵接,以支撑顶杆上板22、顶杆下板23并定位顶杆3,以使顶杆3位于型腔13边缘面,使顶杆3不妨碍轮毂的成型及外观。具体地,通过旋转定位螺杆21,以升降顶杆板2调整顶杆3位置。具体地,定位螺杆21为螺栓,设有四个,分别对应四个导柱17。在开模后,定位螺杆21会远离导柱17,以使油缸能够带动推杆动作,使铸件脱落。
48.在一些可能的实现方式中,参见图4,上模板14的上端面固定设有连接板18,连接板18的上端与机台连接。
49.本实施例中,通过设置连接板18,连接板18高于铸件脱模机构,以给铸件脱模机构动作留出空间。具体地,连接板18数量为两个,分别设于上模板14上方的两侧且与支撑板16垂直。
50.在一些可能的实现方式中,上述连接板18可以采用如图4所示结构。参见图4,下模板15两端设有多个第一u型槽151,连接板18上端面设有多个第二u型槽181,第二u型槽181下方设有让位槽182。
51.本实施例中,第一u型槽151用于下模板15的限位,并用螺栓固定在机台上。第二u型槽181与上方机台板通过螺栓固定连接,保证模具上半部分随机台正常起落,使模具顺利完成开模、合模动作,其中,第二u型槽181下方设置让位槽182,能够方便进行锁紧螺栓操作,第二u型槽181位于连接板18的支撑柱上方,能够更好地受力。具体地,参见图3,第一u型槽151设有8个,分列于下模板15两侧面,参见图4,第二u型槽181设有四个,分别位于每个连接板18的两侧。
52.在一些可能的实现方式中,参见图2,上模板14上下贯通有让位孔142,多个顶杆3均位于让位孔142内。
53.本实施例中,让位孔142用于留出通道以使顶杆3能够通过上模板14上下两侧,分
别与顶杆板2和上模11连接或贯通。让位孔142使上模11上端与外部连通,能够辅助上模11散热冷却。具体地,让位孔142为圆形,靠近边顶杆31外围。
54.在一些可能的实现方式中,参见图2,下模板15上端面设有第一定位槽152,上模板14下端面设有第二定位槽143,下模12的下端位于第一定位槽152内,上模11的上端位于第二定位槽143内。
55.本实施例中,通过第一定位槽152与下模12的下端面和底部侧面抵接,以定位下模12,通过第二定位槽143与上模11的上端面和顶部侧面抵接,以定位上模11。下模12和上模11通过螺栓分别与下模板15和上模板14固定。
56.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。