激光熔覆与冷喷涂复合制备的活性ha覆层及其制备方法
技术领域
1.本发明属于医用材料技术领域,尤其涉及一种激光熔覆与冷喷涂复合制备的活性ha覆层及其制备方法。
背景技术:
2.医用ti-6al-4v钛合金因良好的生物兼容性、耐腐蚀性以及优异的力学性能,在人体骨骼植入替代物、人工关节置换以及人工牙齿镶嵌等医疗领域具有大量应用。但该类合金医疗器械因不具备生物活性、存在力学差异、非骨性结合以及释放毒性离子等特征,在人体外力作用以及体液的长期侵蚀下,易造成人体致敏、炎症、血酸以及力学屏蔽等不良反应。
3.羟基磷灰石(简称ha)(化学式为ca5(po4)3(oh))具有良好的生物相容性、与骨成分接近,且易与骨结构形成化学结合。但由于ha强度低、韧性差以及力学性能不佳等因素,严重制约了该材料的人体医疗材料的作用发挥。进一步,羟基磷灰石(ha)具有与人体硬组织中无机物质相似的化学组成和晶体结构,作为成骨生长因子的优秀载体,ha是自20世纪70年代以来研究最多的磷酸钙类生物材料,医疗临床范围领域应用广泛。但由于该材料强度低且脆性大,一般只应用于人体内部承受载荷较小部位,严重限制了其在临床中的应用。
4.而ti-6al-4v钛合金相对较低的弹性模量、良好的疲劳强度、成型性、机械加工性、耐蚀性和生物相容性等特征,可以较好的代偿ha材料的力学短板。综合上述考虑,通常将ha涂层涂覆在医用ti-6al-4v钛合金基体表面,但ha涂层的热膨胀系数为15.2*10-6
/℃,而ti-6al-4v合金的热膨胀系数为9.8*10-6
/℃,较大的热膨胀系数差异,诱发ha涂层与ti-6al-4v钛合金基体之间产生较大的热应力,导致ha涂层与基体剥离,严重影响患者的身体健康和植入体的使用寿命。
5.目前国内外主要的ha涂层的制备技术有等离子喷涂、电泳沉积、气相沉淀、溶胶凝胶等,但上述涂层制备方式仍存以下关键性问题难以解决:
6.(1)等离子喷涂技术实现的ha涂层与基材间的结合强度较弱,涂层结构不均匀、密度较低;
7.(2)电泳沉积工艺较高的烧结温度会使ha发生分解,生成副产物,降低其生物活性,使基材和涂层之间的界面上产生裂纹等缺陷;
8.(3)气相沉淀技术的制备效率较低,且成本较高;
9.(4)溶胶凝胶制备方法的原料有害人体,涂层与基体结合强度低,容易出现开裂、收缩,影响涂层的质量;
10.(5)覆层制备后的抗菌效用不强,具有较大的感染及排异可能性。
技术实现要素:
11.为解决现有技术存在的ha涂层与ti-6al-4v钛合金基体之间的结合强度弱和ha涂层的生物相容性呈现差的问题,本发明提供一种激光熔覆与冷喷涂复合制备的活性ha覆层
及其制备方法。
12.为解决上述技术问题,本发明所采用的技术方案如下,一种激光熔覆与冷喷涂复合制备活性ha覆层的制备方法,将cu金属粉末和ti-6al-4v合金粉末混合成第一混粉,其中,cu金属粉末含量范围为10.0wt%~15.0wt%,ti-6al-4v合金粉末含量范围为85.0wt%~90.0wt%,ti-6al-4v合金粉末的各主要元素及质量百分比范围如下:5.50%~6.80%al,3.40%~4.50%v,0.25%~0.30%fe,0.05%~0.10%c,余量为ti,第一混粉作为熔合层的激光熔覆材料;将cu金属粉末和ca(hpo4)2·
h2o粉末混合成第二混粉,其中,cu金属粉末含量范围为5.0wt%~10.0wt%,ca(hpo4)2·
h2o粉末含量范围为90.0wt%~95.0wt%,ca(hpo4)2·
h2o粉末的各主要元素及质量百分比范围如下:88wt%~94wt%ca(hpo4)2·
h2o,6.8wt%~7.2wt%h3·
po4,0.03wt%~0.05wt%mg,0.008wt%~0.01wt%fe,0.008wt%~0.01wt%nh3,余量为caco3,第二混粉作为覆盖层的冷喷涂材料;
13.该制备方法包括如下步骤:
14.步骤一:去除钛合金基材表面腐蚀;
15.步骤二:干燥第一混粉和第二混粉;
16.步骤三:装夹钛合金基材,将钛合金基材置于惰性气体保护箱内的夹具上,再调整激光熔覆及冷喷涂工艺参数及制备成形路径,示教验证程序正确性;
17.步骤四:设置惰性气体保护,实现惰性气体保护箱的密闭,向惰性气体保护箱内充入氩气,并检测惰性气体保护箱内氧含量,保持惰性气体保护箱内氧含量不高于100ppm;
18.步骤五:激光熔覆工艺制备熔合层,使用氩气作为送粉载气和熔池保护气,采用四路同轴送粉方式进行再制造成形,熔合层高度不大于1mm,根据制备的面积和单道成形工艺参数,控制成形层数,成形层数应控制为一层或二层,激光熔覆工艺参数为:激光功率为0.8w~1.3w,扫描速度为4mm/s~7mm/s,送粉速率为15.6g/min~22.8g/min,载气流量为2.5l/min~3.5l/min,脉宽为5ms~15ms,占空比为8:1~10:1,光斑为圆形,光斑直径为3mm~3.5mm;
19.步骤六:冷喷涂工艺制备覆盖层,通过电弧冷喷涂工艺,工作气体为氩气,设定喷涂空气压力为0.50mpa~0.70mpa,调整控制电弧温度为250℃~400℃,保持喷涂距离为20mm~30mm,喷枪以2mm/s~5mm/s的横向速率在熔合层进行移动喷涂。
20.作为优选,在步骤三中,当成形层数为二层时,在第一成形层和第二成形层制备之间进行层间清理。去除第一成形层的表面夹渣,保证熔合层的熔覆质量。
21.作为优选,该制备方法还包括如下步骤:步骤七:惰性气体保护箱内抽烟除尘与降温,覆盖层喷涂结束后,应对惰性气体保护箱内进行抽烟除尘操作,并缓慢降温至室温;步骤八:无损探伤,采用工业x射线对制备覆盖层的钛合金基材进行无损探伤检测。便于检验制备覆盖层的钛合金基材是否有损伤,且检验效果好,检验精度高。
22.进一步地,在步骤一中,在惰性气体保护箱内,采用粗砂纸对钛合金基材进行表面打磨,以去除表面氧化膜及锈蚀,再用丙酮及无水乙醇清洗,惰性气体保护箱内充以氩气对箱内空气进行排出,保持惰性气体保护箱内氧含量不高于100ppm。提高钛合金基材表面腐蚀去除效果。
23.进一步地,在步骤二中,将第一混粉和第二混粉放入真空干燥烘箱内,抽真空至0.2mpa以下,然后加热至100℃-150℃,保温1h-2h,随炉冷却到室温。提高第一混粉和第二
混粉的干燥效率。
24.进一步地,在步骤五中,激光熔覆工艺制备熔合层时,可视第一混粉的脱氧造渣性能差别,选择不在惰性气体保护环境下进行制备熔合层。熔合层的作用主要是连接钛合金基体和覆盖层,提高熔合层的表面粗糙度,有利于提高覆盖层与熔合层的结合强度,且便于增加覆盖层的厚度。
25.进一步地,在步骤三中,第一成形层和第二成形层制备之间进行层间清理时,停止激光辐照和向熔池内送粉,采用钢刷对第一成形层的表面进行反复清理,以去除表面夹渣,并对惰性气体保护箱进行抽烟排尘。便于去除第一成形层的表面夹渣,提高熔合层的熔覆质量。
26.进一步地,所述第一混粉和第二混粉均为球形,且其粒度的范围均为50μm-150μm。有利于保证激光熔覆和冷喷涂的质量。
27.作为优选,在步骤二中,将第一混粉和第二混粉放入真空干燥烘箱内,抽真空至0.2mpa以下,然后加热至150℃,保温2h,随炉冷却到室温;在步骤四中,向惰性气体保护箱内充入的氩气纯度为99.99%;在步骤五中,熔合层高度为0.08mm,成形层数为一层,激光功率为1w,扫描速度为5mm/s,送粉速率为18.8g/min,载气流量为3l/min,脉宽为10ms,占空比为10:1,光斑直径为3mm,光束能量呈现高斯分布;在步骤六中,设定喷涂空气压力为0.50mpa,调整控制电弧温度为250℃,保持喷涂距离为20mm,喷枪以4mm/s的横向速率在熔合层进行移动喷涂。有利于保证激光熔覆和冷喷涂的质量。
28.一种激光熔覆与冷喷涂复合制备的活性ha覆层,采用上述的任一种制备方法制备得到该活性ha覆层,该活性ha覆层包括熔合层和覆盖层,所述熔合层通过激光熔覆设置在钛合金基体上,所述覆盖层通过冷喷涂设置在熔合层上,所述熔合层的材质为掺cu元素的ti-6al-4v合金材质,所述覆盖层的材质为掺cu元素的ha材质。
29.有益效果:
30.1、本发明的激光熔覆与冷喷涂复合制备活性ha覆层的制备方法,激光熔覆工艺制备掺cu的ti-6al-4v合金熔合层,可实现一定体积损伤或者表面腐蚀减薄的ti-6al-4v合金医疗器械形状和尺寸恢复,掺cu提升抗菌能力;同时又保证覆盖层与基体间性能良好的冶金结合,形成较高的结合强度,有效解决ha覆层与基体结合能力差的问题;
31.2、本发明的激光熔覆与冷喷涂复合制备活性ha覆层的制备方法,冷喷涂工艺制备掺cu的ca(hpo4)2·
h2o粉末覆盖层,得到具有活性ha的覆盖层,可有效解决p等元素易烧损、ha覆层与基体结合能力差以及生物相容性无法表层呈现的问题,且因激光熔覆工艺制备熔合层,提高了熔合层的表面粗糙度,有利于提高覆盖层与熔合层的结合强度,且有利于增加覆盖层的厚度,大大提升活性ha覆层的使用寿命;
32.3、本发明的激光熔覆与冷喷涂复合制备活性ha覆层的制备方法,医用合金表面复合制备的生物活性ha覆层,除具有良好的生物相容性、成形性以及力学性能外,还掺cu具有一定的抗菌能力,可实现具有该活性ha覆层的合金医疗器械使用寿命的提升;
33.4、本发明的激光熔覆与冷喷涂复合制备活性ha覆层的制备方法,原位复合制备ha生物活性覆层,兼具制备效率高,成本较低,且对环境污染低的优势。
附图说明
34.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域的普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它附图。
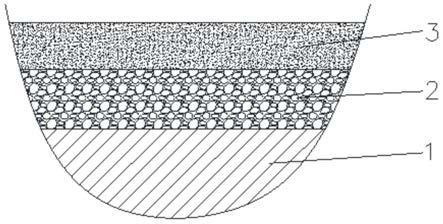
35.图1是本发明激光熔覆与冷喷涂复合制备的活性ha覆层的局部剖视示意图;
36.图中:1、钛合金基体,2、熔合层,3、覆盖层。
具体实施方式
37.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
38.实施例
39.如图1所示,一种激光熔覆与冷喷涂复合制备活性ha覆层的制备方法,将cu金属粉末和ti-6al-4v合金粉末混合成第一混粉,其中,cu金属粉末含量范围为10.0wt%~15.0wt%,ti-6al-4v合金粉末含量范围为85.0wt%~90.0wt%,ti-6al-4v合金粉末的各主要元素及质量百分比范围如下:5.50%~6.80%al,3.40%~4.50%v,0.25%~0.30%fe,0.05%~0.10%c,余量为ti,第一混粉作为熔合层2的激光熔覆材料;将cu金属粉末和ca(hpo4)2·
h2o粉末混合成第二混粉,其中,cu金属粉末含量范围为5.0wt%~10.0wt%,ca(hpo4)2·
h2o粉末含量范围为90.0wt%~95.0wt%,ca(hpo4)2·
h2o粉末的各主要元素及质量百分比范围如下:88wt%~94wt%ca(hpo4)2·
h2o,6.8wt%~7.2wt%h3·
po4,0.03wt%~0.05wt%mg,0.008wt%~0.01wt%fe,0.008wt%~0.01wt%nh3,余量为caco3,第二混粉作为覆盖层3的冷喷涂材料;本实施例的所述第一混粉和第二混粉均为球形,且其粒度的范围均为50μm-150μm;
40.该制备方法包括如下步骤:
41.步骤一:去除钛合金基材表面腐蚀;具体地,在本实施例中,在惰性气体保护箱内,采用400目粗砂纸对钛合金基材进行表面打磨,以去除表面氧化膜及锈蚀,再用丙酮及无水乙醇清洗,惰性气体保护箱内充以氩气对箱内空气进行排出,保持惰性气体保护箱内氧含量不高于100ppm;
42.步骤二:干燥第一混粉和第二混粉;具体地,在本实施例中,将第一混粉和第二混粉放入真空干燥烘箱内,抽真空至0.2mpa以下,然后加热至100℃-150℃,保温1h-2h,随炉冷却到室温;进一步地,在本实施例中,抽真空至0.2mpa以下,然后加热至150℃,保温2h,随炉冷却到室温;
43.步骤三:装夹钛合金基材,将钛合金基材置于惰性气体保护箱内的夹具上,再调整激光熔覆及冷喷涂工艺参数及制备成形路径,示教验证程序正确性;
44.步骤四:设置惰性气体保护,实现惰性气体保护箱的密闭,向惰性气体保护箱内充入高纯氩气,本实施例的氩气纯度为99.99%,并检测惰性气体保护箱内氧含量,保持惰性
气体保护箱内氧含量不高于100ppm;
45.步骤五:激光熔覆工艺制备熔合层2,使用氩气作为送粉载气和熔池保护气,采用四路同轴送粉方式进行再制造成形,熔合层2高度不大于1mm,根据制备的面积和单道成形工艺参数,控制成形层数,成形层数应控制为一层或二层,激光熔覆工艺参数为:激光功率为0.8w~1.3w,扫描速度为4mm/s~7mm/s,送粉速率为15.6g/min~22.8g/min,载气流量为2.5l/min~3.5l/min,脉宽为5ms~15ms,占空比为8:1~10:1,光斑为圆形,光斑直径为3mm~3.5mm;具体地,在本实施例中,熔合层2高度为0.08mm,成形层数为一层,激光功率为1w,扫描速度为5mm/s,送粉速率为18.8g/min,载气流量为3l/min,脉宽为10ms,占空比为10:1,光斑直径为3mm,光束能量呈现高斯分布;具体地,在本实施例中,可视第一混粉的脱氧造渣性能差别,选择不在惰性气体保护环境下进行制备熔合层2,因熔合层2的作用主要是连接钛合金基体1和覆盖层3,提高熔合层2的表面粗糙度,有利于提高覆盖层3与熔合层2的结合强度,且便于增加覆盖层3的厚度。
46.步骤六:冷喷涂工艺制备覆盖层3,通过电弧冷喷涂工艺,工作气体为氩气,设定喷涂空气压力为0.50mpa~0.70mpa,调整控制电弧温度为250℃~400℃,保持喷涂距离为20mm~30mm,喷枪以2mm/s~5mm/s的横向速率在熔合层2进行移动喷涂,同时ca(hpo4)2·
h2o与caco3原位合成羟基磷灰石(简称ha)(化学式为ca5(po4)3(oh));具体地,在本实施例中,设定喷涂空气压力为0.50mpa,调整控制电弧温度为250℃,保持喷涂距离为20mm,喷枪以4mm/s的横向速率在熔合层2进行移动喷涂;
47.步骤七:惰性气体保护箱内抽烟除尘与降温,覆盖层3喷涂结束后,应对惰性气体保护箱内进行抽烟除尘操作,并缓慢降温至室温;
48.步骤八:无损探伤,采用工业x射线对制备覆盖层3的钛合金基材进行无损探伤检测。
49.在步骤三中,当成形层数为二层时,在第一成形层和第二成形层制备之间进行层间清理,进行层间清理时,停止激光辐照和向熔池内送粉,采用钢刷对第一成形层的表面进行反复清理,以去除表面夹渣,并对惰性气体保护箱进行抽烟排尘。
50.如图1所示,一种激光熔覆与冷喷涂复合制备的活性ha覆层,采用上述的制备方法制备得到该活性ha覆层,该活性ha覆层包括熔合层2和覆盖层3,所述熔合层2通过激光熔覆设置在钛合金基体1上,所述覆盖层3通过冷喷涂设置在熔合层2上,所述熔合层2的材质为掺cu元素的ti-6al-4v合金材质,所述覆盖层3的材质为掺cu元素的ha材质。
51.以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。