1.本发明涉及镍合金制造技术领域,特别是涉及一种纳米增强体改性镍合金粉末及其制备方法与应用。
背景技术:
2.随着金属3d技术的高速发展,镍基高温合金零件的快速制造取得了重大的突破,进行镍基高温合金零件的直接制造,极大促进了航空航天、石油化工等领域中重要零部件的制造效率及其优化升级。
3.作为航空航天零部件中的重要组成材料之一,镍基高温合金能够在600℃以上的条件下长时间稳定工作,并具有优异的高温抗氧化能力和抗腐蚀能力,以及较高的抗拉强度和蠕变强度。因此镍基高温合金材料被广泛地应用于航空航天发动机的涡轮盘、燃气轮机等重要零部件的制造,是航空航天领域中不可替代的基础性材料。镍基高温合金零件的传统制造技术以锻造、铸造和粉末冶金为主,其优点包括成形尺寸大、产量高,较高疲劳强度与致密度,但是其成形的周期长、工序繁琐,直接制造具有复杂外形或内腔的金属零部件,如涡轮叶片、发动机燃油喷头等仍存在问题。利用激光选区熔化技术直接制造镍基高温合金复杂零件,其成形精度更高,成形周期更短,极大程度上解决了在传统工艺中由于多种因素造成的零件成形效率低的问题,是航天发动机精密零部件的快速成形与优化设计发展的关键方向之一。
4.3d打印成形镍基高温合金零件的金属微观组织样貌及其内部组织缺陷较传统锻造、铸造工艺有较明显的差别。通过观察合金微观组织组成、检测合金缺陷的变化,进而选用合适的后处理改善和稳定合金的微观结构,这对提高镍基高温合金零件的高温性能和使用寿命具有重要的意义。由于3d打印成形工艺具有极高的温度梯度和冷却速度,容易形成偏离平衡状态的超细显微组织,镍合金成形件往往强度较高,但是韧性却比较低。同时,由于非平衡凝固,存在各向异性和冶金缺陷,严重影响镍合金材料的综合性能,成为制约slm工艺在航空航天领域的广泛应用的技术瓶颈。因此,研发一种适用于3d打印的镍基合金粉末,以有效抑制3d打印成品的热裂倾向,提高其综合力学性能以及耐高温性能,是亟待解决的问题之一。
技术实现要素:
5.本发明的目的是提供一种纳米增强体改性镍合金粉末及其制备方法与应用,通过调整镍合金粉末中re、nb、mo等合金元素的含量百分比增强镍合金粉末的性能,可有效消除内部微裂纹,提高成形件的致密度与组织形态,并且通过引入陶瓷粉末、石墨烯粉末与镍合金粉末制备成适用于3d打印技术的纳米增强体改性镍合金粉末,陶瓷粉末以及石墨烯粉末的引入可以很好地提高镍合金韧性以及耐高温性能。
6.为实现上述目的,本发明提供了如下方案:
7.本发明提供一种纳米增强体改性镍合金粉末,按重量百分比计,包括下述原料:陶
瓷粉末10-25%、石墨烯粉末5-15%,余量为镍合金粉末;
8.所述镍合金粉末,按重量百分比计,包括以下成分:c:2.5-5%,w:4-10%,cr:6-15%,ti:3-5%,re:1.5-5%,mo:2-2.5%,sn:3-5%,nb:1-2.5%,fe:0.5-2%,cu:5-10%,余量为ni。
9.作为本发明的进一步优化,所述陶瓷粉末为sic、wc、a12o3、y2o3或tib2中的一种;所述陶瓷粉末的粒径为5-9μm。
10.作为本发明的进一步优化,所述石墨烯粉末为电解法制备的石墨烯粉末,所述石墨烯粉末的粒径为10-25μm。
11.作为本发明的进一步优化,所述镍合金粉末,按重量百分比计,包括以下成分:c:2.5-4.0%,w:6-9%,cr:10-13%,ti:3-5%,re:2.0-3.5%,mo:2.0-2.5%,sn:3-5%,nb:1.0-2.5%,fe:1.5-2.0%,cu:7-9%,余量为ni。
12.本发明提供了所述纳米增强体改性镍合金粉末的制备方法,包括以下步骤:
13.(1)制备镍合金粉末;
14.(2)称取陶瓷粉末、石墨烯粉末和步骤(1)制备的镍合金粉末;
15.(3)将陶瓷粉末、石墨烯粉末和镍合金粉末通过球磨得到混合粉末a;
16.(4)将步骤(3)获得的混合粉末a置于等离子球化装置中进行球化,冷却,过筛300-600目,即得纳米增强体改性镍合金粉末。
17.作为本发明的进一步优化,步骤(3)中球磨转速100-200r/min,球料比为5:1-10:1,球磨时间为2-10h,球磨结束后过筛200-300目。
18.作为本发明的进一步优化,步骤(4)中所述等离子球化装置参数为:运载气体流量为40-60l/min,等离子氩气流量为40-60l/min,冷却气体流量为60-100l/min,粉末进料速率为40-60g/min。最优球化参数为:运载气体流量为55l/min,等离子氩气流量为60l/min,冷却气体流量为85l/min,粉末进料速率为45g/min。
19.作为本发明的进一步优化,所述镍合金粉末的制备方法,包括如下步骤;
20.(1)按照比例称取原料,
21.(2)将原料加入真空感应炉熔炼,熔炼结束后,得纯化液;
22.(3)通过雾化制粉法将纯化液制备成合金粉末,雾化制粉法的工艺参数为:喷粉温度1400-1550℃,保温时间10-40min,质量流率为3-5kg/min,喷粉气体为氮气,喷粉压力6-12mpa;将合金粉末进行真空干燥,过筛100-200目,进行脱氧处理,即得镍合金粉末。
23.本发明还提供了所述纳米增强体改性镍合金粉末在3d打印制备镍合金材料中的应用,所述3d打印为选区激光熔融技术(slm)、电子束熔化技术或同轴送粉激光成形技术中的一种。
24.所述slm技术工艺参数如下:激光光斑直径90-100μm,激光功率200-300w,激光扫描速率600-1100mm/s,激光扫描间距80-100μm,铺粉层厚为60-80μm。
25.本发明公开了以下技术效果:
26.本发明公开了一种纳米增强体改性镍合金粉末及其制备方法与应用。通过调整镍合金粉末中re、nb、mo等合金元素的含量百分比增强镍合金粉末的性能,可有效消除内部微裂纹,提高成形件的致密度与组织形态。并且通过引入陶瓷粉末、石墨烯粉末与镍合金粉末制备成适用于述3d打印技术的纳米增强体镍合金粉末,通过球磨以及等离子球化法制粒,
使得制备的纳米增强体改性镍合金粉末中陶瓷粉末、石墨烯粉末均匀分布。本发明制备的纳米增强体改性镍合金粉末结合3d打印技术,可以显著增强成型镍合金材料的力学性能和耐高温性能。
具体实施方式
27.现详细说明本发明的多种示例性实施方式,该详细说明不应认为是对本发明的限制,而应理解为是对本发明的某些方面、特性和实施方案的更详细的描述。
28.应理解本发明中所述的术语仅仅是为描述特别的实施方式,并非用于限制本发明。另外,对于本发明中的数值范围,应理解为还具体公开了该范围的上限和下限之间的每个中间值。在任何陈述值或陈述范围内的中间值以及任何其他陈述值或在所述范围内的中间值之间的每个较小的范围也包括在本发明内。这些较小范围的上限和下限可独立地包括或排除在范围内。
29.除非另有说明,否则本文使用的所有技术和科学术语具有本发明所述领域的常规技术人员通常理解的相同含义。虽然本发明仅描述了优选的方法和材料,但是在本发明的实施或测试中也可以使用与本文所述相似或等同的任何方法和材料。本说明书中提到的所有文献通过引用并入,用以公开和描述与所述文献相关的方法和/或材料。在与任何并入的文献冲突时,以本说明书的内容为准。
30.在不背离本发明的范围或精神的情况下,可对本发明说明书的具体实施方式做多种改进和变化,这对本领域技术人员而言是显而易见的。由本发明的说明书得到的其他实施方式对技术人员而言是显而易见得的。本发明说明书和实施例仅是示例性的。
31.关于本文中所使用的“包含”、“包括”、“具有”、“含有”等等,均为开放性的用语,即意指包含但不限于。
32.实施例1
33.(1)按照重量百分比,称取c:2.5%,w:7%,cr:13%,ti:5%,re:3.5%,mo:2.2%,sn:3%,nb:2%,fe:1.5%,cu:7%,余量为ni,其重量之和为100%。
34.(2)将原料加入真空感应炉熔炼,熔炼结束后,得纯化液。
35.(3)通过雾化制粉法将纯化液制备成合金粉末,雾化制粉法的工艺参数为:喷粉温度1550℃,保温时间40min,质量流率为4kg/min,喷粉气体为氮气,喷粉压力9mpa;将合金粉末进行真空干燥,过筛200目,进行脱氧处理,即得镍合金粉末。
36.(4)按重量百分比,称取粒径为9μm sic陶瓷粉末20%、粒径为25μm石墨烯粉末15%,余量为步骤(3)制备的镍合金粉末。
37.(5)将陶瓷粉末、石墨烯粉末和镍合金粉末通过球磨得到混合粉末a。球磨工艺为球磨转速200r/min,球料比为8:1,球磨时间为8h,过筛300目。
38.(6)将步骤(5)获得的混合粉末a置于等离子球化装置中进行球化,冷却,过筛500目,即得纳米增强体改性镍合金粉末。球化参数为:运载气体流量为55l/min,等离子氩气流量为60l/min,冷却气体流量为85l/min,粉末进料速率为45g/min。
39.(7)步骤(6)制备的纳米增强体改性镍合金粉末在氩气保护气氛下采用slm技术进行3d打印成型镍合金材料。所述slm技术工艺参数如下:激光光斑直径100μm,激光功率259w,激光扫描速率1000mm/s,激光扫描间距90μm,铺粉层厚为60μm。
40.实施例2
41.(1)按照重量百分比,称取c:5%,w:4%,cr:15%,ti:3%,re:5%,mo:2%,sn:4%,nb:2.5%,fe:2%,cu:10%,余量为ni,重量之和为100%。
42.(2)将原料加入真空感应炉熔炼,熔炼结束后,得纯化液。
43.(3)通过雾化制粉法将纯化液制备成合金粉末,雾化制粉法的工艺参数为:喷粉温度1400℃,保温时间30min,质量流率为5kg/min,喷粉气体为氮气,喷粉压力12mpa;将合金粉末进行真空干燥,过筛200目,进行脱氧处理,即得镍合金粉末。
44.(4)按重量百分比,称取粒径为5μm tib2陶瓷粉末10%、粒径为15μm石墨烯粉末10%,余量为步骤(3)制备的镍合金粉末,重量之和为100%。
45.(5)将陶瓷粉末、石墨烯粉末和镍合金粉末通过球磨工艺得到混合粉末a。球磨工艺为球磨转速180r/min,球料比为6:1,球磨时间为10h,过筛200目。
46.(6)将步骤(5)获得的混合粉末a置于等离子球化装置中进行球化,冷却,过筛400目,即得纳米增强体改性镍合金粉末。球化参数为:运载气体流量为40l/min,等离子氩气流量为50l/min,冷却气体流量为100l/min,粉末进料速率为40g/min。
47.(7)步骤(6)制备的纳米增强体改性镍合金粉末在氩气保护气氛下采用slm技术进行3d打印成型镍合金材料。激光光斑直径90μm,激光功率200w,激光扫描速率600mm/s,激光扫描间距80μm,铺粉层厚为80μm。
48.实施例3
49.(1)按照重量百分比,称取c:4%,w:10%,cr:6%,ti:4%,re:1.5%,mo:2.5%,sn:5%,nb:1%,fe:0.5%,cu:5%,余量为ni,重量之和为100%。
50.(2)将原料加入真空感应炉熔炼,熔炼结束后,得纯化液。
51.(3)通过雾化制粉法将纯化液制备成合金粉末,雾化制粉法的工艺参数为:喷粉温度1500℃,保温时间20min,质量流率为3kg/min,喷粉气体为氮气,喷粉压力8mpa;将合金粉末进行真空干燥,过筛200目,进行脱氧处理,即得镍合金粉末。
52.(4)按重量百分比,称取粒径为5μm y2o3陶瓷粉末25%、粒径为25μm石墨烯粉末5%,余量为步骤(3)制备的镍合金粉末,重量之和为100%。
53.(5)将陶瓷粉末、石墨烯粉末和镍合金粉末通过球磨工艺得到混合粉末a。球磨工艺为球磨转速100r/min,球料比为10:1,球磨时间为5h,过筛200目。
54.(6)将步骤(5)获得的混合粉末a置于等离子球化装置中进行球化,冷却,过筛300目,即得纳米增强体改性镍合金粉末。球化参数为:运载气体流量为60l/min,等离子氩气流量为40l/min,冷却气体流量为80l/min,粉末进料速率为55g/min。
55.(7)步骤(6)制备的纳米增强体改性镍合金粉末在氩气保护气氛下采用slm技术进行3d打印成型镍合金材料。所述slm技术工艺参数如下:激光光斑直径100μm,激光功率300w,激光扫描速率1100mm/s,激光扫描间距100μm,铺粉层厚为80μm。
56.实施例4
57.(1)按照重量百分比,称取c:4%,w:6%,cr:10%,ti:4%,re:2%,mo:2.5%,sn:5%,nb:1%,fe:1.7%,cu:9%,余量为ni,重量之和为100%。
58.(2)将原料加入真空感应炉熔炼,熔炼结束后,得纯化液。
59.(3)通过雾化制粉法将纯化液制备成合金粉末,雾化制粉法的工艺参数为:喷粉温
度1550℃,保温时间10min,质量流率为3kg/min,喷粉气体为氮气,喷粉压力6mpa;将合金粉末进行真空干燥,过筛300目,进行脱氧处理,即得镍合金粉末。
60.(4)按重量百分比,称取粒径为8μm wc陶瓷粉末15%、粒径为15μm石墨烯粉末10%,余量为步骤(3)制备的镍合金粉末,重量之和为100%。
61.(5)将陶瓷粉末、石墨烯粉末和镍合金粉末通过球磨工艺得到混合粉末a。球磨工艺为球磨转速200r/min,球料比为10:1,球磨时间为2h,过筛300目。
62.(6)将步骤(5)获得的混合粉末a置于等离子球化装置中进行球化,冷却,过筛300目,即得纳米增强体改性镍合金粉末。球化参数为:运载气体流量为60l/min,等离子氩气流量为55l/min,冷却气体流量为60l/min,粉末进料速率为60g/min。
63.(7)步骤(6)制备的纳米增强体改性镍合金粉末在氩气保护气氛下采用slm技术进行3d打印成型镍合金材料。所述slm技术工艺参数如下:激光光斑直径100μm,激光功率300w,激光扫描速率1100mm/s,激光扫描间距100μm,铺粉层厚为80μm。
64.实施例5
65.制备方法同实施例4,不同之处仅在于陶瓷粉末为a12o3陶瓷粉末。
66.对比例1
67.制备方法同实施例1,不同之处仅在于,未引入陶瓷粉末和石墨烯粉末制备镍基合金复合粉末。
68.对比例2
69.从市场购买常用的ren
é
104镍基合金粉末,采用与实施例1相同的slm工艺制备成型镍基合金材料。
70.试验例1
71.在室温条件下对实施例1-5以及对比例1-2中通过3d打印制备的成型的镍合金材料进行力学性能测试,结果见表1。
72.表1
73.实施例屈服强度(mpa)抗拉伸强度(mpa)伸长率(%)实施例11650198213.0实施例21653195612.2实施例31620198013.5实施例41619193012.8实施例51670189813.1对比例1122014309.6对比例298011628.5
74.通过表1可以得出,本发明实施例1-5制备的纳米增强体改性镍合金粉末结合slm技术制备的成型镍合金材料,在屈服强度、抗拉伸强度以及伸长率方面均要优于对比例1-2。说明本发明制备的成型镍合金材料具有优异的力学性能。
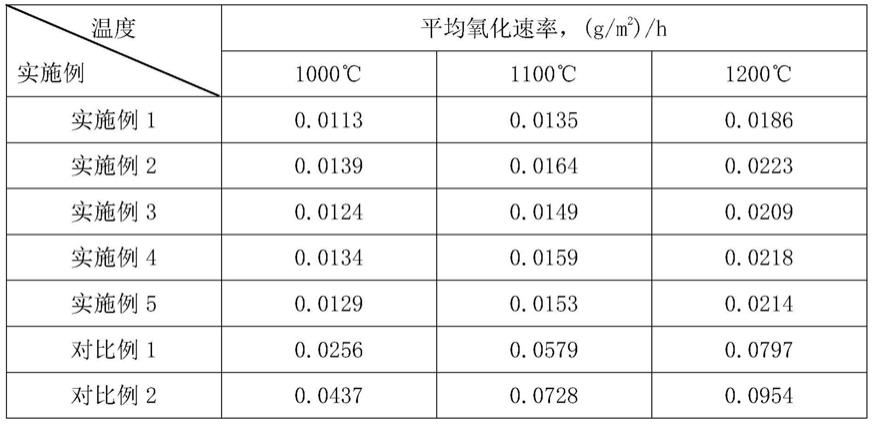
75.对实施例1-5以及对比例1-2中通过3d打印制备的成型的镍合金材料进行耐热抗氧化性能测试,结果见表2。
76.表2
[0077][0078]
通过表2可以得出,本发明实施例1-5制备的纳米增强体改性镍合金粉末结合slm技术制备的成型镍合金材料,在1000-1200℃均有良好的耐热性能。
[0079]
以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。