1.本发明属于冶金板材生产技术领域,具体涉及一种低屈强比桥梁钢及其生产方法。
背景技术:
2.桥梁用结构钢是低合金高强度钢中的典型钢种,主要用于制造大型箱梁结构公路桥和焊接结构铁路桥。近年来,随着我国国民经济的快速发展,平均每年修建普通等级公路8500km、高速公路1300km、单跨800m以上的公路桥8座;在铁路建设方面,包括东部通道、西南部通道和国际铁路工程,合计新建、改造线路长达10000余km,仅桥梁建设就需要50余万吨钢材。
3.公路、铁路建设迅猛发展,对桥梁钢的质量提出了更高的要求。桥梁钢一方面由于桥梁本身重量的需要和厚度规格的要求朝向高强度发展;另一方面为了提高疲劳寿命而朝向高韧性发展;另外,为了降低桥梁寿命周期成本,还对高耐候性能提出了要求,同时对屈强比也提出相应要求。在目前市场形势下,高性能低屈强比桥梁钢具有很好的市场前景。
技术实现要素:
4.针对现有技术中存在的问题的一个或多个,本发明一个方面提供一种低屈强比桥梁钢,其化学成分按质量百分比包括:c:0.04-0.06%、si:0.20~0.30%、mn:1.10-1.30%、p≤0.030%、s≤0.020%、nb:0.010-0.020%、cu:0.020-0.030%,cr:0.025~0.035%、ni:0.25-0.30%、稀土ce:15-25ppm,其余为fe和不可避免的杂质。
5.上述低屈强比桥梁钢的金相显微组织为铁素体,晶粒度在9.5级~10级之间,屈服强度≥436mpa,抗拉强度≥545mpa,屈强比≤0.80,-40℃纵向冲击功≥120j,延伸率a≥22.5%。
6.本发明另一方面还提供一种低屈强比桥梁钢的生产方法,其包括以下工艺流程:脱硫
→
转炉冶炼
→
lf精炼
→
rh精炼
→
板坯连铸
→
板坯加热
→
高压水除鳞
→
定宽压力机
→
e1r1粗轧机轧制
→
e2r2粗轧机轧制
→
(保温罩)
→
飞剪切头尾
→
高压水除鳞
→
f1~f7精轧机轧制
→
加密型层流冷却
→
热矫,其中,
7.在轧制过程中,铸坯出炉温度1210
±
20℃,所述粗轧采用3+3模式。所述在炉时间220-260min,均热时间30-60min,粗轧终轧温度≥1040℃,精轧的开轧温度930
±
10℃,所述精轧的终轧温度为840
±
10℃,热轧钢带厚度18mm;
8.在冷却过程中采用层流冷却设备,前分散冷却模式,终冷温度为640
±
20℃。
9.本发明基于以上技术方案提供的低屈强比桥梁钢的生产方法以及合理的成分设计,获得一种金相显微组织为铁素体,晶粒度在9.5级~10级之间,屈服强度≥436mpa,抗拉强度≥545mpa,屈强比≤0.80,-40℃纵向冲击功≥120j,延伸率a≥22.5%的低屈强比桥梁钢,其具有耐腐蚀性能好、屈强比低、高韧性的特点,可以广泛应用于桥梁结构上,具有减轻自重、节约维护成本、提高建造效率等优势。
附图说明
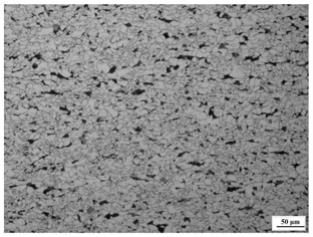
10.图1为实施例1生产的低屈强比桥梁钢的金相组织照片。
具体实施方式
11.本发明旨在提供一种具有耐腐蚀性能好、强比低、高韧性的特点的低屈强比桥梁钢,并提供了该低屈强比桥梁钢的生产方法。
12.具体地,本发明提供的低屈强比桥梁钢的化学按质量百分比计为:c:0.04-0.06%、si:0.20~0.30%、mn:1.10-1.30%、p≤0.030%、s≤0.020%、nb:0.010-0.020%、cu:0.020-0.030%,cr:0.025~0.035%、ni:0.25-0.30%、稀土ce:15-25ppm,其余为fe和不可避免的杂质。其中各成分含量的设计要求如下:
13.本发明还提供了上述低屈强比桥梁钢的生产方法,其包括以下工艺流程:脱硫
→
转炉冶炼
→
lf精炼
→
rh精炼
→
板坯连铸
→
板坯加热
→
高压水除鳞
→
定宽压力机
→
e1r1粗轧机轧制
→
e2r2粗轧机轧制
→
(保温罩)
→
飞剪切头尾
→
高压水除鳞
→
f1~f7精轧机轧制
→
加密型层流冷却
→
热矫
→
剪切
→
探伤
→
标志
→
入库。其中在冶炼、热轧过程中采用以下工艺条件,其他工序可按照现有技术中生产桥梁钢的常规操作。
14.1、冶炼
15.供铸机钢水成分为c:0.04-0.06%、si:0.20~0.30%、mn:1.10-1.30%、p≤0.030%、s≤0.020%、nb:0.010-0.020%、cu:0.020-0.030%,cr:0.025~0.035%、ni:0.25-0.30%、稀土ce:15-25ppm,其余为fe和不可避免的杂质。
16.2、热轧
17.铸坯出炉温度1210
±
20℃,所述粗轧采用3+3模式。所述在炉时间220-260min,均热时间30-60min,粗轧终轧温度≥1040℃,精轧的开轧温度930
±
10℃,所述精轧的终轧温度为840
±
10℃,热轧钢带厚度18mm。所述冷却采用层流冷却设备,前分散冷却模式,所述终冷温度为640
±
20℃。
18.以下用实施例对本发明作更详细的描述。这些实施例仅仅是对本发明最佳实施方式的描述,并不对本发明的内容有任何限制。
19.实施例1
20.将铁水进行脱硫预处理,采用顶底复吹转炉冶炼使铁水脱碳、脱磷得到钢水,转炉冶炼全程吹氩,废钢加入转炉。然后将转炉冶炼后钢水进行lf炉外精炼,lf炉外精炼后钢水进行rh真空处理得到表1所示的冶炼化学成分进行板坯连铸,过热度为20℃,之后进行板坯清理、缓冷、及连铸坯质量检查。得到表1所示所示化学成分重量百分比的250mm厚板坯。加热温度为1210℃,在炉时间235min,均热时间35min,粗轧终轧温度1060℃,精轧开轧温度为925℃,终轧温度为836℃,成品钢板厚度为18mm。钢板冷却速度为9℃/s,终冷温度为656℃。热矫后冷床冷却,精整处理后入库。最后进行产品性能检测,结果如下表2所示。如图1所示,示出了该实施例生产的钢板的显微组织照片,可见该钢板的金相显微组织为铁素体,晶粒度在9.5级~10级之间。
21.实施例2
22.将铁水进行脱硫预处理,采用顶底复吹转炉冶炼使铁水脱碳、脱磷得到钢水,转炉冶炼全程吹氩,废钢加入转炉。然后将转炉冶炼后钢水进行lf炉外精炼,lf炉外精炼后钢水
进行rh真空处理得到表1所示的冶炼化学成分进行板坯连铸,过热度为20℃,之后进行板坯清理、缓冷、及连铸坯质量检查。得到表1所示化学成分重量百分比的250mm厚板坯。加热温度为1213℃,在炉时间240min,均热时间38min,粗轧终轧温度1053℃,精轧开轧温度为933℃,终轧温度为838℃,成品钢板厚度为18mm。钢板冷却速度为9℃/s,终冷温度为655℃。热矫后冷床冷却。精整处理后入库。最后进行产品性能检测,结果如下表2所示。
23.实施例3
24.将铁水进行脱硫预处理,采用顶底复吹转炉冶炼使铁水脱碳、脱磷得到钢水,转炉冶炼全程吹氩,废钢加入转炉。然后将转炉冶炼后钢水进行lf炉外精炼,lf炉外精炼后钢水进行rh真空处理得到表1所示的冶炼化学成分进行板坯连铸,过热度为18℃,之后进行板坯清理、缓冷、及连铸坯质量检查。得到表1所示所示化学成分重量百分比的250mm厚板坯。加热温度为1220℃,在炉时间233min,均热时间35min,粗轧终轧温度1056℃,精轧开轧温度为931℃,终轧温度为846℃,成品钢板厚度为18mm。钢板冷却速度为9℃/s,终冷温度为637℃。热矫后冷床冷却。精整处理后入库。最后进行产品性能检测,结果如下表2所示。
25.对比例1
26.将铁水进行脱硫预处理,采用顶底复吹转炉冶炼使铁水脱碳、脱磷得到钢水,转炉冶炼全程吹氩,废钢加入转炉。然后将转炉冶炼后钢水进行lf炉外精炼,lf炉外精炼后钢水进行rh真空处理得到表1所示的冶炼化学成分进行板坯连铸,过热度为20℃,之后进行板坯清理、缓冷、及连铸坯质量检查。得到表1所示所示化学成分重量百分比的250mm厚板坯。加热温度为1212℃,在炉时间234min,均热时间35min,粗轧终轧温度1050℃,精轧开轧温度为925℃,终轧温度为835℃,成品钢板厚度为18mm。钢板冷却速度为9℃/s,终冷温度为650℃。热矫后冷床冷却,精整处理后入库。最后进行产品性能检测,结果如下表2所示。
27.对比例2
28.将铁水进行脱硫预处理,采用顶底复吹转炉冶炼使铁水脱碳、脱磷得到钢水,转炉冶炼全程吹氩,废钢加入转炉。然后将转炉冶炼后钢水进行lf炉外精炼,lf炉外精炼后钢水进行rh真空处理得到表1所示的冶炼化学成分进行板坯连铸,过热度为20℃,之后进行板坯清理、缓冷、及连铸坯质量检查。得到表1所示化学成分重量百分比的250mm厚板坯。加热温度为1213℃,在炉时间236min,均热时间36min,粗轧终轧温度1053℃,精轧开轧温度为934℃,终轧温度为840℃,成品钢板厚度为18mm。钢板冷却速度为9℃/s,终冷温度为655℃。热矫后冷床冷却。精整处理后入库。最后进行产品性能检测,结果如下表2所示。
29.对比例3
30.将铁水进行脱硫预处理,采用顶底复吹转炉冶炼使铁水脱碳、脱磷得到钢水,转炉冶炼全程吹氩,废钢加入转炉。然后将转炉冶炼后钢水进行lf炉外精炼,lf炉外精炼后钢水进行rh真空处理得到表1所示的冶炼化学成分进行板坯连铸,过热度为18℃,之后进行板坯清理、缓冷、及连铸坯质量检查。得到表1所示所示化学成分重量百分比的250mm厚板坯。加热温度为1220℃,在炉时间233min,均热时间35min,粗轧终轧温度1060℃,精轧开轧温度为900℃,终轧温度为810℃,成品钢板厚度为18mm。钢板冷却速度为9℃/s,终冷温度为605℃。热矫后冷床冷却。精整处理后入库。最后进行产品性能检测,结果如下表2所示。
31.表1:实施例1-3和对比例1-3的钢板的化学成分及含量(质量百分比%)
[0032] csimnpsnbcucrnice
实施例10.060.201.300.0080.0030.0200.0200.0250.2715ppm实施例20.050.301.150.0100.0030.0160.0230.0270.2521ppm实施例30.040.231.100.0090.0020.0100.0300.0350.3025ppm对比例10.050.150.950.0080.0020.0150.0150.0210.2217ppm对比例20.080.281.590.0100.0020.0400.2150.2200.2420ppm对比例30.050.281.170.0090.0030.0220.0230.0270.2615ppm
[0033]
表2:实施例1-3和对比例1-3生产的钢板的力学性能
[0034][0035]
由表1、表2可见实施例1、2、3产品性能适中,延伸率满足协议要求,屈强比不大于0.8,而对比例1、对比例2、对比例3成分设计或工艺条件在本发明限定的范围外,对比例1、对比例3抗拉强度余量太小,屈强比偏高;对比例2产品强度偏高、延伸率偏低、屈强比偏高。
[0036]
最后应说明的是:以上所述仅为本发明的优选实施例,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。