1.本发明涉及一种制造宽厚板生产线用的冶金刀片,适用于宽厚板板坯切头、切边、定尺、热处理取样、精整等剪切领域。
背景技术:
2.随着以工程机械、海洋平台、舰船、桥梁、管线用钢等高附加值典型代表的宽厚板需求量增加,宽厚板产品向高强度、大尺寸、耐腐蚀、轻量化、长寿命方向发展。宽厚板板材的剪切强度高达700~1200mpa,随着质量、产量要求不断提高,对刀片提出了越来越严苛的要求,要求刀片强度指标高达2100mpa以上,满足最大剪切力13500kn的要求、且具备高的耐磨性及冲击韧性。
3.目前,常使用的宽厚板剪刃的材质有h13、h13k,hmb等热作模具钢,其优点是价格较低,但使用效果较差,易产生磨损、钝边等情况,使用寿命短。其它用于宽厚板刀片的材质还有65nb、ld、cr12mov等,其合金含量高,含有大量的网状及块状碳化物,成分偏析严重,导致刀片冲击韧性降低,工作中易产生崩刃事故。
4.zl200610098291.8公开了一种用于剪切中厚板的冷热剪刃钢及其生产工艺,其主要合金元素化学成分重量百分比为:c:0.3-0.6%,si:0.25-1.50%,mn:0.25-1.50%,p≤0.025%,s≤0.025%,cu≤0.05%,cr:3.0-7.0%,mo:1.0-4.5%,w:1.0-3.5%,v:0.5-3.0%,nb:0.5-3.0%,re:0.05-0.15%,余量为fe。该冷热剪刃用钢的典型应用就是hmb,虽兼顾冷热剪切性能,但对高强度厚板剪切能力不足。
5.zl201110043665.7公开了一种定尺剪刀片及其制造方法,其成分重量百分比为:c:0.75-1.0%,si:0.60-1.40%,mn:0.20-0.50%,p≤0.02%,s≤0.02%,cr:6.5-8.0%,mo:2.5-4.0%,v:1.8-3.5%,余量为fe。该刀片主要是增加c及碳化物形成元素cr、mo、v的含量,从而提高刀片的硬度、耐磨性、韧性,但极易形成网状及块状碳化物,且不易通过后期热处理工艺消除。
6.zl201310486288.3公开了一种中厚板剪切机耐高温剪刃及其生产方法,其主要合金元素cr、ni含量百分比分别为:5.2-5.8%、1.65-1.95%。该剪刃主要是降低钢的临界冷却速度,增加淬透性。但该剪刃的热处理工艺为1016℃保温空冷处理,由于受冷却速度及剪刃有效尺寸影响,在淬火冷却过程中马氏体形成数量及尺寸将受到影响,不利于耐磨性的提升。
7.zl201410473616.0公开了一种滚切式双边剪及其制造方法,其材质的重量百分比为:c:0.40-0.65%,si:0.15-0.35%,mn:0.60-0.80%,p≤0.025%,s≤0.02%,cr:2.5-4.0%,ni:3.5-6.0%,mo:1.5-2.5%,v:2.0-3.5%,且cr+mo≥4%,余量为fe。该双边剪降低cr含量,提高ni、mo、v含量,从而细化晶粒及形成弥散碳化物,提高了硬度和耐磨性;淬火和回火温度较低,强韧配合较好,但是对锻造要求较高,容易出现成分偏析,剪刃坯料不宜大。
8.综合所述,目前宽厚板冶金刀片材质主要存在带状偏析、严重的网状和块状碳化
物问题,碳化物的不均匀分布使耐磨性及冲击韧性降低,进而会导致刀片剪切过程中的抗疲劳性能降低,出现崩刃及不耐磨问题,致使刀片的综合性能较差,因此难以满足大尺寸(宽度和厚度)、高强度板材的剪切需求。
技术实现要素:
9.本发明所要解决的问题是提供一种高性能剪切刀片,它能够满足厚25~50mm、700~1200mpa的合金结构钢、高强度耐磨板等中厚板的剪切需求,在保证了较大的剪切力的前提下,提高了耐磨性、冲击韧性,从而提高刀片使用寿命和保证剪切质量。同时,本发明还提供了该种刀片的制造方法。
10.本发明一种宽厚板的高性能剪切刀片,其化学成分的质量百分比(wt%)为:c:0.4-0.5%,si:0.8-1.2%,mn:0.2-0.5%,p≤0.02%,s≤0.01%,cr:5.0-5.8%,mo:1.5-2.0%,ni:1.4-1.7%,v:0.8-1.2%,w:0.3-0.6%,余量为fe。
11.进一步地,高性能剪切刀片的化学成分的质量百分比优选为:c:0.45%,si:1.14%,mn:0.40%,p:0.018%,s:0.001%,cr:5.45%,mo:1.55%,ni:1.55%,v:0.89%,w:0.48%,余量为fe。
12.进一步地,高性能剪切刀片的化学成分的质量百分比优选为:c:0.46%,si:1.11%,mn:0.37%,p:0.019%,s:0.001%,cr:5.15%,mo:1.60%,ni:1.42%,v:0.94%,w:0.53%,余量为fe。
13.进一步地,.高性能剪切刀片的化学成分的质量百分比优选为:c:0.47%,si:1.13%,mn:0.33%,p:0.020%,s:0.001%,cr:5.23%,mo:1.85%,ni:1.65%,v:0.98%,w:0.55%,余量为fe。
14.本发明高性能剪切刀片,其制造方法为:真空感应熔炼
→
氩气保护电渣重熔
→
铸锭
→
锻造
→
球化退火
→
粗加工
→
淬火回火
→
精加工。
15.进一步地,其热处理工艺为:(1)球化退火:980
±
10℃保温后油冷至室温,然后进行760
±
10℃保温,再空冷至室温;(2)淬火回火:1060
±
10℃保温后油冷至室温,然后进行540
±
10℃保温第一次回火,空冷至室温,然后进行550
±
10℃保温第二次回火,再空冷至室温,然后进行560
±
10℃保温第三次回火,再空冷至室温。
16.进一步地,升温速度控制在100
±
20℃/h,球化和淬火保温时间根据刀片有效厚度控制在1~2分钟/毫米,回火保温时间控制在2~4分钟/毫米。
17.进一步地,球化退火处理后硬度为240至280hb,组织为球状珠光体+碳化物,淬火回火后硬度为52-56hrc,后组织为回火马氏体+碳化物。
18.进一步地,得到的刀片的力学性能为:抗拉强度≥2100mpa;屈服强度≥1800mpa;断后伸长率≥6%;断面收缩率≥17%;冲击功(无缺口)≥485j。
19.进一步地,得到的刀片可满足厚25~50mm、700~1200mpa高强度的船舶及海洋工程用钢、桥梁板、锅炉和压力容器板、工程机械用高强度耐磨板等中厚板的剪切需求。单刃口首次上线剪切量3万吨,单刃口剪切次数达20000次以上;可修磨5次以上,修磨后剪切量达到首次上线的90%,单刃口总剪切量可达到16.5万吨以上。
20.本发明高性能剪切刀片优点是:一、其材质通过优化合金元素配比,即在钢中增加ni、mo、si元素含量,降低w含量,从而加强基体的强韧、淬透性、耐磨性及回火稳定性,具体
原因分析如下:钨的碳化物比较稳定,淬火加热时不容易溶解,适量的碳化物形成元素钨与铬可以细化奥氏体晶粒;但是随着钢中含有的钨越多,工件淬火+回火后会有较多的碳化物剩余,提高硬度的同时又因碳化物的不均匀分布,带状及网状偏析,极易产生崩刃,因此需要降低w含量;二、通过合理的热处理工艺,使得刀片的硬度为52-56hrc,组织为回火马氏体+碳化物,碳化物均匀分布,因此在保证了较大的剪切力的前提下,提高了耐磨性、冲击韧性,
21.因此,本发明高性能宽厚板冶金刀片可满足厚50mm的合金结构钢、高强度耐磨板等中厚板的剪切需求,单刃口剪切量3万吨,单刃口剪切次数达20000次以上。相比较与传统热作模具钢(如h13、hmb),本发明高性能剪切刀片明显提高了剪刃使用寿命和保证了剪切质量。
附图说明
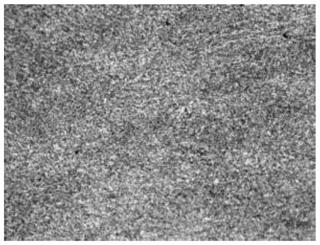
22.图1是本发明高性能剪切刀片球化退火后组织金相照片。
23.图2是本发明高性能剪切刀片淬火回火后组织金相照片。
具体实施方式
24.下面结合实施例清楚地说明本发明一种宽厚板的高性能剪切刀片及其热处理工艺的技术方案。
25.本发明一种宽厚板的高性能剪切刀片,其化学成分的质量百分比(wt%)为:c:0.4-0.5%,si:0.8-1.2%,mn:0.2-0.5%,p≤0.02%,s≤0.01%,cr:5.0-5.8%,mo:1.5-2.0%,ni:1.4-1.7%,v:0.8-1.2%,w:0.3-0.6%,余量为fe。
26.实施例1
27.本发明高性能剪切刀片化学成分的质量百分比优选为:c:0.45%,si:1.14%,mn:0.40%,p:0.018%,s:0.001%,cr:5.45%,mo:1.55%,ni:1.55%,v:0.89%,w:0.48%,余量为fe。
28.实施例2
29.本发明高性能剪切刀片化学成分的质量百分比优选为:c:0.46%,si:1.11%,mn:0.37%,p:0.019%,s:0.001%,cr:5.15%,mo:1.60%,ni:1.42%,v:0.94%,w:0.53%,余量为fe。
30.实施例3
31.本发明高性能剪切刀片化学成分的质量百分比优选为:c:0.47%,si:1.13%,mn:0.33%,p:0.020%,s:0.001%,cr:5.23%,mo:1.85%,ni:1.65%,v:0.98%,w:0.55%,余量为fe。
32.本发明三个实施例与背景技术中的h13、hmb材料刀片的化学成分质量百分比如表1所示。
33.表1、冶金刀片材料成分(wt,%)
[0034] csimnpscrmonivwfe实施例10.451.140.40.0180.0015.451.551.550.890.48余量实施例20.461.110.370.0190.0015.151.601.420.940.53余量
实施例30.471.130.330.0200.0015.231.851.650.980.55余量对比例h130.380.950.350.020.0015.171.49//1.04余量对比例hmb0.420.720.460.0190.0025.161.91/0.942.05余量
[0035]
从上表可以看出,本发明高性能剪切刀片的化学成分特点是在钢中降低w含量,增加ni,并提高mo、si元素含量,以达到加强基体的强韧、淬透性、耐磨性及回火稳定性,避免形成网状和块状碳化物偏析,从而使刀片具备大的剪切力、良好的耐磨性、冲击韧性。
[0036]
本发明高性能剪切刀片的制造方法为:真空感应熔炼
→
氩气保护电渣重熔
→
铸锭
→
锻造
→
球化退火
→
粗加工
→
淬火回火
→
精加工。其中,刀片经锻打制作成尺寸为长度6000mm、宽200mm、厚300mm以上的坯料。
[0037]
本发明制造方法中热处理工艺具体为:(1)球化退火:980
±
10℃保温后油冷至室温,然后进行760
±
10℃保温,再空冷至室温;(2)淬火回火:1060
±
10℃保温后油冷至室温,然后进行540
±
10℃保温第一次回火,空冷至室温,然后进行550
±
10℃保温第二次回火,再空冷至室温,然后进行560
±
10℃保温第三次回火,再空冷至室温。其中,升温速度控制在100
±
20℃/h,球化和淬火保温时间根据刀片有效厚度控制在1~2分钟/毫米,回火保温时间控制在2~4分钟/毫米。
[0038]
本发明高性能剪切刀片三个实施例的热处理工艺与h13、hmb材料刀片的热处理工艺具体见表2:
[0039]
表2、冶金刀片热处理工艺
[0040][0041]
本发明按照上述球化退火热处理工艺制作的高性能剪切刀片毛坯金相组织如图1所示:主要由细小均匀分布的点状或球状珠光体+碳化物组成,其中珠光体完全球化,级别为2级,液析碳化物级别为链状1级,带状碳化物级别为1级,网状碳化物为1级,硬度为240至280hb。
[0042]
本发明经过球化退火热处理、粗加工后再经过淬火和三次回火热处理工艺后的高性能剪切金相组织如图2所示:主要为回火马氏体+弥散分布的碳化物,硬度为52-56hrc。采用高精度数控磨床精加工宽厚板冶金刀片从而保证刀片的圆弧精度和垂直度精度满足5μm。
[0043]
本发明三个实施例与背景技术中的h13、hmb材料刀片的标准力学性能试样和摩擦
磨损检测结果如表3和表4所示。
[0044]
表3、冶金刀片力学性能(23℃)
[0045][0046]
表4、冶金刀片摩擦磨损性能(载荷300n,转速200r/min,磨损时间30min)
[0047] 原始重量(g)磨损后重量(g)重量损失(g)实施例19.51619.51440.0017实施例29.51539.51450.0008实施例39.45339.45190.0014对比例h139.47049.46430.0061对比例hmb9.55169.54830.0033
[0048]
从表3可以看出,经上述热处理工艺制作得到的本发明高性能剪切刀片的力学性能为:抗拉强度≥2100mpa;屈服强度≥1800mpa;断后伸长率≥6%;断面收缩率≥17%;冲击功(无缺口)≥485j。从表4可以看出,在相同实验条件下(磨损时间30min,磨损速度为200r/min,加载载荷300n),对比例h13材质刀片试样的磨损失重最多,对比例hmb材质刀片试样次之,本发明实施例的磨损失重相对少,其中实施例2最少,说明本发明三个实施例耐磨性相对较好。从表3和表4可以看出,本发明高性能剪切刀片在硬度相差不大的情况下,其力学性能和耐磨损性能明显优于背景技术中的h13、hmb材料刀片。本发明高性能剪切刀片可满足厚25~50mm、700~1200mpa高强度的船舶及海洋工程用钢、桥梁板、锅炉和压力容器板、工程机械用高强度耐磨板等中厚板的剪切需求。单刃口首次上线剪切量3万吨,单刃口剪切次数达20000次以上;可修磨5次以上,修磨后剪切量达到首次上线的90%,单刃口总剪切量可达到16.5万吨以上,使用效果良好,降低了制造成本。