1.本技术涉及金属材料表面强化领域,尤其涉及一种脉冲磁场双向强化钛合金板材的装置。
背景技术:
2.近年来,对于战斗机、直升机、商用飞机等航空飞行器的隐身性、长寿命、结构轻量化等性能的要求使得钛合金开始进入人们的视线,用其制备的多种零部件被应用于飞机的装配,故需对钛合金件进行强化以保证使用时的安全性。采用传统表面机械处理强化钛合金,技术上仍存在一定的不足。
3.如激光冲击表面强化技术利用脉冲激光束作用于样品表面,工艺控制十分复杂,对于样品整体的处理存在不连续性,并且受样品表面能量吸收层的影响,层过厚会影响冲击波能量的释放,过薄则会对样品表面造成热破坏。
4.喷丸强化处理相对简单,最主要的缺点是该方法用于处理薄板状零件时容易使样件发生变形,甚至破坏样品形貌。
5.滚压法存在的问题主要是处理零件选择比较单一,仅适用于形状简单的样品,无法处理复杂样品或内部表面。
6.脉冲磁场强化技术通过高电压、大电容的瞬时放电产生的强脉冲磁场,使被处理零件的近表面产生感应电流,即趋肤效应,磁场与感应电流相互切割形成几百mpa~几十gpa的磁压力,同时强磁场能够将高强度的能量无接触地传递到物质的原子尺度,影响材料内部原子的电子自旋状态及排列、匹配和迁移等,使原子排列结构转变,如位错发源和运动等,利用这些效应可以优化材料组织,提升材料性能。
7.根据趋肤深度的计算公式可知高导电率是脉冲磁场强化作用深度的关键参数之一,但是钛合金(以tc4为例)的电导率仅为铜合金的1%,导电率非常低,因此当磁场作用于钛合金时其趋肤深度太大,使得磁场强化时的作用力分散面积较大而起不到明显的局域强化作用。甚至对于薄板零件会直接穿透而不产生强化作用。此外,若零件仅在单侧受到磁压力的作用,gpa级别的压力值极易将零件压至变形,破坏其原始形貌。因此,需要一种合理的装置对钛合金板材进行有效的强化处理。
技术实现要素:
8.为了解决上述技术问题,本技术提出了一种脉冲磁场双向强化钛合金板材的装置,所述装置包括:
9.螺线管,用于产生强磁场;
10.集磁装置,设置在所述螺线管中,用于放大所述螺线管中的电流;其中,所述集磁装置与所述螺线管之间留有预设间隙;
11.钛合金板材,设置在所述集磁装置之间;其中,所述钛合金板材与所述集磁装置之间留有预设间隙。
12.优选地,所述集磁装置包括:
13.第一集磁器;
14.第二集磁器,与所述第一集磁器对称设置在所述螺线管中;其中,所述钛合金板材设置在所述第一集磁器和所述第二集磁器之间,并与所述第一集磁器和所述第二集磁器之间留有预设间隙。
15.优选地,所述第一集磁器呈半圆扇形中空结构;其中,所述第一集磁器和所述第二集磁器相同。
16.优选地,所述第一集磁器包括:
17.平直部分,与所述钛合金板材之间留有预设间隙;
18.弧形部分,与所述螺线管之间留有预设间隙。
19.优选地,所述预设间隙中填充有高分子材料凝固胶;所述高分子材料凝固胶具有支撑和绝缘的作用。
20.优选地,所述钛合金板的厚度大于等于2mm。
21.优选地,所述螺线管具有预设长度的直棒;其中,所述直棒的长度方向与所述螺线管的轴线平行。
22.优选地,所述装置还包括:
23.高压脉冲电源组,与所述直棒连接;
24.其中,在所述高压脉冲电源组为所述螺线管供电时,所述螺线管中的电流与所述钛合金板材中产生的感应电流之间形成表层磁压力,所述表层磁压力作用于所述钛合金板材的表面。
25.优选地,所述装置还包括:
26.夹紧固定工装,用于固定所述螺线管。
27.本技术具有如下技术效果:
28.本技术使用集磁器使钛合金板材获得强化过程中最大的感应磁压力值,双向强化可以使钛板两侧均衡受力,解决了单侧受力易变形的问题。
附图说明
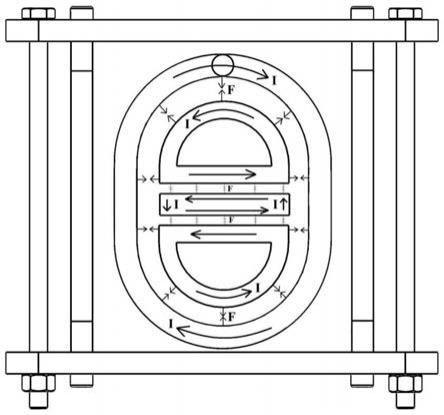
29.图1为本技术实施例提供的双向强化装置原理图;
30.图2为本技术实施例提供的双向强化装置截面图;
31.图3为本技术实施例提供的双向强化装置结构示意图;
32.图4为本技术实施例提供的双向强化装置的整体原理图;
33.其中:1-螺线管;2-集磁器;3-钛合金板材。
具体实施方式
34.结合附图1-4与具体实施方式对本技术作进一步详细描述:
35.本技术提供了一种脉冲磁场双向强化钛合金板材的方法和装置,该方法采用了电容器高压放电配合低电感的充磁装置实现钛合金板材强化,该装置由螺线管1、上下集磁器2、高分子树脂凝胶、左右内支撑板、上下紧固板以及若干螺栓组成,具体装置形貌如附图3所示。
36.在本技术实施例中,提供了一种脉冲磁场对钛合金板材表面进行双向强化的方法,包括如下步骤:
37.(1)将待处理样品放在装置的中心位置;
38.(2)将装置整体放入夹紧固定工装中,防止其在磁场的冲击下造成破裂;
39.(3)将螺线管两端引出的金属直棒和设备放电接线柱紧密连接,需要注意的是,两者的接触面积应不小于导电棒的截面积;
40.(4)根据样品处理要求,对高压脉冲电源中的电容进行充电,当达到需求电压时打开高压开关,对装置所在的回路进行放电即可完成对样品的脉冲磁场冲击强化。需要说明的是,根据强化效果可以对其进行不同电压或多次的脉冲磁场强化。
41.其中,为了使钛板的趋肤深度达到理想值,可以通过提高脉冲磁场频率的方法实现,即使用匝数更少的螺线管,同时适当降低电容容量,为了达到足够的磁压力,必须提升脉冲能量,即提高放电电压,这样处理就可以使励磁磁场激发的感应电流集中在钛板的表层。另外,为了降低通电过程中的热损耗,保证通电过程中线圈中的大电流、高能量,本发明中采用了线径更大、导电率很高的金属作为绕制螺线管的材料。这样,励磁磁场与感应涡流磁场之间会形成高达gpa级别的表层磁压力,实现对钛合金板材3的表面强化处理。
42.进一步地,螺线管两端分别预留的一定长度的直棒要平行于螺线管轴线,以保证线圈通电后延长部分所产生的磁场与螺旋部分所产生的磁场方向垂直,不会互相干扰。
43.进一步地,螺线管中上下侧各嵌套一个集磁器,集磁器上下对称,完全相同,均为半圆扇形中空管,管的圆弧部分与平直部分管壁厚度一致。当螺线管中通入某一方向的电流时,集磁器中会感应出与螺线管中方向相反、强度更大的电流。集磁器可以使其磁感应强度分布更加均匀,对装置中心的钛板进行二次励磁,其中的大电流产生的大磁场会使钛合金板表层生成的感应电流更大,因此使零件获得强化过程中感应磁压力的最大值。集磁器与钛板两侧高达gpa级别的排斥力会作用于钛合金板材表面,使钛板两侧均匀受力且不变形、同时强化效率提升,从而达到高效强化钛板表面的目的。
44.进一步地,上下集磁器中间预留出放置样品的位置,该位置两端呈开口式,长度和厚度等匹配待处理样品的参数。在脉冲磁场强化处理过程前直接将钛合金板插入预留空隙即可,处理完成后可直接用下一块样品替换,整个换样过程快速高效,大大节省了每个处理周期的时间。另经计算表明,待处理的钛合金板厚度要在2mm以上,以保证能在其表面形成闭合的电流回路。具体的原理如图1所示。
45.进一步地,在装置的左右两侧配备内支撑板是为了保证该脉冲磁场处理装置不会被强大的冲击磁场损坏,并且在上下两面加装了紧固板和螺栓来支撑紧固装置整体。
46.进一步地,本技术中使用的装置上所有零件间隙中均填充满高分子树脂胶,待其凝固后可以对零件起到支撑、保护和绝缘的作用。冲击过程中使用的电压值及冲击次数可以根据实际的强化效果需要来进行调整。
47.本技术可以有效解决钛合金板材表面难以强化的问题,使趋肤深度控制在理想的范围内。使用集磁器使钛板获得强化过程中最大的感应磁压力值。双向强化可以使钛板两侧均衡受力,解决了单侧受力易变形的问题。双向强化时每次冲击可以同时强化板的两侧,并且开口式处理区可以直接更换待处理钛板,使得整个脉冲磁场强化过程更加快速高效。
48.在本技术其他实施例中,请参阅图1-4,一种具体实施方式为:
49.1.工装准备:
50.其中,装置中螺线管是由直径为10mm的紫铜棒缠绕而成的槽口形状的螺线管,其中槽口的长为36mm,两端半圆的直径为90mm,整个螺线管的轴向长度为150mm。螺线管两端的未缠绕部分要与其轴向平行,使通电后螺线管产生的磁场与延伸部分产生的磁场方向垂直,不会互相干扰。两端预留长度分别为100mm,若长度不够可以在此基础上续接厚铜片。为配合螺线管的槽口形状,里面上侧集磁器的半圆直径分别为60mm、44mm,故管壁厚为8mm,下侧对称的集磁器参数与之相同。预留的样品处理区的长、宽参数应在集磁器水平部分之内以保证样品整体都能够有效强化。
51.需要注意的是,待处理的钛合金板厚度要在2mm以上才能够保证在其表面形成闭合的电流回路,以保证脉冲磁场处理的有效性。装置中螺线管、集磁器均使用紫铜材料,因为其有良好的导电性,通电时零件内的电流较大、热损耗较小。将各个部件按位置摆放好后在其中间灌入高分子树脂胶,凝固后可以对零件起到支撑保护作用并且使各零件之间相互绝缘,需要注意的是,为了使各零件中产生的感应电流够大,各个零件之间要尽可能的接近但互相不接触。为了保护强化装置不会被强大的冲击力损坏,需要在左右两侧添加与其高度匹配的厚钢板,钢板的长和高均为150mm,并且钢板的上下两侧分别有五个m6的螺栓孔以备加强紧固,目的是配合外侧的压板固定。外侧压板的长度和宽度均为200mm,其两侧分别均匀分布七个m10的螺栓孔用来紧固样品,并且在内侧各有五个m6的螺孔,用以配合内侧的支撑板固定。
52.2.实施步骤:
53.(1)将尺寸为δ2.0*100*30mm的tc钛合金样品直接插入预留的样品处理区即完成样品装配工作;
54.(2)将螺线管引出的导电直棒和高压脉冲电源组的放电接线柱连接,并使用螺栓对接线处进行紧固,以保证其接触面积大于导电棒的截面积;
55.(3)将电容充电至电压10kv,然后打开高压放电开关,对回路进行放电,放电次数根据强化效果可进行调整。