1.本实用新型涉及连铸加工领域,特别涉及一种用于连铸二冷水高精度预处理器装置。
背景技术:
2.连铸二冷水高精度预处理器装置一般指的是连铸炼钢过程中,结晶器出口到拉矫机的长度区间内对铸坯进行的强制均匀冷却,在均匀冷却前对铸坯工件进行预处理加工使用的装置;
3.但是现有的连铸二水冷加工在使用时存在着一定的不足之处有待改善,首先,工件在连铸二冷水加工前,无法进行预处理加工,降低了工件连铸二冷水的加工质量,其次,预处理时还无法带动安装的工件进行旋转,无法使工件更全面高精度的进行预处理加工,不方便装置的处理加工使用。
技术实现要素:
4.本实用新型的主要目的在于提供一种用于连铸二冷水高精度预处理器装置,可以有效解决背景技术提出的技术问题。
5.为实现上述目的,本实用新型采取的技术方案为:
6.一种用于连铸二冷水高精度预处理器装置,包括收集安装板,所述收集安装板的内侧安装有隔离网板,所述隔离网板的一侧安装有推拉把手,所述收集安装板的一侧安装有喷气机构,所述收集安装板的后端安装有旋转机构。
7.作为本实用新型的进一步方案,所述喷气机构包括有导气安装块、导气管道、喷气嘴和气管接头,导气安装块安装在收集安装板的一侧,导气管道安装在导气安装块的上端,喷气嘴安装在导气管道远离导气安装块的一端,气管接头安装在导气安装块的一侧。
8.作为本实用新型的进一步方案,所述气管接头通过导气安装块与导气管道和喷气嘴之间贯通连接,喷气嘴位于隔离网板的上方位置。
9.作为本实用新型的进一步方案,所述旋转机构包括有旋转安装块、旋转套筒、锁紧螺钉、连接转杆和旋转把手,旋转安装块安装在收集安装板的后端,旋转套筒安装在旋转安装块的前端,锁紧螺钉螺纹安装在旋转安装块的内侧,连接转杆安装在旋转安装块的后端,旋转把手安装在连接转杆的外侧。
10.作为本实用新型的进一步方案,所述锁紧螺钉贯穿旋转套筒,四个锁紧螺钉呈十字形排列安装,连接转杆贯穿旋转安装块与旋转套筒固定连接,连接转杆围绕旋转安装块旋转活动。
11.作为本实用新型的进一步方案,所述隔离网板插入至收集安装板的内侧可拆卸连接,推拉把手位于收集安装板的一侧位置。
12.与现有技术相比,本实用新型具有如下有益效果:通过设置的喷气机构,在工件进行预处理加工时,通过气管接头连接气管,空气通过导气安装块进入导气管道,再从喷气嘴
喷出,将空气喷向工件,多个喷气嘴均匀的将空气喷向空气,空气上的杂质停留在隔离网板上,从而使工件在连铸二冷水加工前进行预处理,提高了工件连铸二冷水的加工质量;
13.通过设置的旋转机构工件放置在隔离网板上时,工件能够放入至旋转套筒内,然后通过锁紧螺钉进行锁紧固定,再通过旋转把手带动连接转杆旋转,连接转杆的旋转通过旋转安装块带动旋转套筒旋转,从而带动安装的工件进行旋转,使工件更全面高精度的进行预处理加工,方便装置的处理加工使用,同时在工作状态下,预处理装置对二冷水进行更全面高精度的加工处理,对铸坯进行更好的冷却。
附图说明
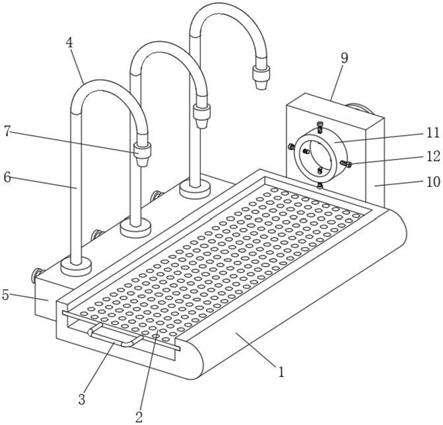
14.图1为本实用新型一种用于连铸二冷水高精度预处理器装置的整体结构示意图;
15.图2为本实用新型一种用于连铸二冷水高精度预处理器装置的隔离网板的拆分侧视图;
16.图3为本实用新型一种用于连铸二冷水高精度预处理器装置的侧视图。
17.图中:1、收集安装板;2、隔离网板;3、推拉把手;4、喷气机构;5、导气安装块;6、导气管道;7、喷气嘴;8、气管接头;9、旋转机构;10、旋转安装块;11、旋转套筒;12、锁紧螺钉;13、连接转杆;14、旋转把手。
具体实施方式
18.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
19.如图1-3所示,一种用于连铸二冷水高精度预处理器装置,包括收集安装板1,收集安装板1的内侧安装有隔离网板2,隔离网板2的一侧安装有推拉把手3,收集安装板1的一侧安装有喷气机构4,收集安装板1的后端安装有旋转机构9。
20.在本实施例中,喷气机构4包括有导气安装块5、导气管道6、喷气嘴7和气管接头8,导气安装块5安装在收集安装板1的一侧,导气管道6安装在导气安装块5的上端,喷气嘴7安装在导气管道6远离导气安装块5的一端,气管接头8安装在导气安装块5的一侧。
21.在本实施例中,气管接头8通过导气安装块5与导气管道6和喷气嘴7之间贯通连接,喷气嘴7位于隔离网板2的上方位置。
22.在本实施例中,旋转机构9包括有旋转安装块10、旋转套筒11、锁紧螺钉12、连接转杆13和旋转把手14,旋转安装块10安装在收集安装板1的后端,旋转套筒11安装在旋转安装块10的前端,锁紧螺钉12螺纹安装在旋转安装块10的内侧,连接转杆13安装在旋转安装块10的后端,旋转把手14安装在连接转杆13的外侧。
23.在本实施例中,锁紧螺钉12贯穿旋转套筒11,四个锁紧螺钉12呈十字形排列安装,连接转杆13贯穿旋转安装块10与旋转套筒11固定连接,连接转杆13围绕旋转安装块10旋转活动。
24.在本实施例中,隔离网板2插入至收集安装板1的内侧可拆卸连接,推拉把手3位于收集安装板1的一侧位置。
25.需要说明的是,本实用新型为一种用于连铸二冷水高精度预处理器装置,在使用时,收集安装板1起到了主体安装固定的作用,收集安装板1的内侧插入了隔离网板2,隔离
网板2通过推拉把手3进行抽拉,隔离网板2的上方放置工件,通过气管接头8连接气管,空气通过导气安装块5进入导气管道6,再从喷气嘴7喷出,将空气喷向工件,对工件进行预处理加工,然后隔离网板2能够进行拆分,对处理的杂质进行收集。
26.本实用新型通过设置的喷气机构4,在工件进行预处理加工时,通过气管接头8连接气管,空气通过导气安装块5进入导气管道6,再从喷气嘴7喷出,将空气喷向工件,多个喷气嘴7均匀的将空气喷向空气,空气上的杂质停留在隔离网板2上,从而使工件在连铸二冷水加工前进行预处理,提高了工件连铸二冷水的加工质量;通过设置的旋转机构9工件放置在隔离网板2上时,工件能够放入至旋转套筒11内,然后通过锁紧螺钉12进行锁紧固定,再通过旋转把手14带动连接转杆13旋转,连接转杆13的旋转通过旋转安装块10带动旋转套筒11旋转,从而带动安装的工件进行旋转,使工件更全面高精度的进行预处理加工,方便装置的处理加工使用,同时在工作状态下,预处理装置对二冷水进行更全面高精度的加工处理,对铸坯进行更好的冷却。
27.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.一种用于连铸二冷水高精度预处理器装置,其特征在于:包括收集安装板(1),所述收集安装板(1)的内侧安装有隔离网板(2),所述隔离网板(2)的一侧安装有推拉把手(3),所述收集安装板(1)的一侧安装有喷气机构(4),所述收集安装板(1)的后端安装有旋转机构(9)。2.根据权利要求1所述的一种用于连铸二冷水高精度预处理器装置,其特征在于:所述喷气机构(4)包括有导气安装块(5)、导气管道(6)、喷气嘴(7)和气管接头(8),导气安装块(5)安装在收集安装板(1)的一侧,导气管道(6)安装在导气安装块(5)的上端,喷气嘴(7)安装在导气管道(6)远离导气安装块(5)的一端,气管接头(8)安装在导气安装块(5)的一侧。3.根据权利要求2所述的一种用于连铸二冷水高精度预处理器装置,其特征在于:所述气管接头(8)通过导气安装块(5)与导气管道(6)和喷气嘴(7)之间贯通连接,喷气嘴(7)位于隔离网板(2)的上方位置。4.根据权利要求1所述的一种用于连铸二冷水高精度预处理器装置,其特征在于:所述旋转机构(9)包括有旋转安装块(10)、旋转套筒(11)、锁紧螺钉(12)、连接转杆(13)和旋转把手(14),旋转安装块(10)安装在收集安装板(1)的后端,旋转套筒(11)安装在旋转安装块(10)的前端,锁紧螺钉(12)螺纹安装在旋转安装块(10)的内侧,连接转杆(13)安装在旋转安装块(10)的后端,旋转把手(14)安装在连接转杆(13)的外侧。5.根据权利要求4所述的一种用于连铸二冷水高精度预处理器装置,其特征在于:所述锁紧螺钉(12)贯穿旋转套筒(11),四个锁紧螺钉(12)呈十字形排列安装,连接转杆(13)贯穿旋转安装块(10)与旋转套筒(11)固定连接,连接转杆(13)围绕旋转安装块(10)旋转活动。6.根据权利要求1所述的一种用于连铸二冷水高精度预处理器装置,其特征在于:所述隔离网板(2)插入至收集安装板(1)的内侧可拆卸连接,推拉把手(3)位于收集安装板(1)的一侧位置。
技术总结
本实用新型公开了一种用于连铸二冷水高精度预处理器装置,包括收集安装板,所述收集安装板的内侧安装有隔离网板,所述隔离网板的一侧安装有推拉把手,所述收集安装板的一侧安装有喷气机构,所述收集安装板的后端安装有旋转机构,所述喷气机构包括有导气安装块、导气管道、喷气嘴和气管接头。本实用新型所述的一种用于连铸二冷水高精度预处理器装置,能够使工件在连铸二冷水加工前进行预处理,提高了工件连铸二冷水的加工质量,带动安装的工件进行旋转,使工件更全面高精度的进行预处理加工,方便装置的处理加工使用,同时在工作状态下,预处理装置对二冷水进行更全面高精度的加工处理,对铸坯进行更好的冷却。对铸坯进行更好的冷却。对铸坯进行更好的冷却。
技术研发人员:靳旭冉 焦国斌 赵永青 李香平
受保护的技术使用者:河北高领冶金科技有限公司
技术研发日:2021.08.17
技术公布日:2022/2/11