1.本发明涉及连铸生产技术领域,尤其涉及一种解决特殊钢大圆坯偏析的方法。
背景技术:
2.特殊钢大圆坯因断面大、凝固慢等特点,使得制备的铸坯的横断面存在较为严重的宏观偏析,无法满足高端用户的质量需求。以中碳钢42crmoa为例,其主要用于生产风电轴承和轴类件,用户对其碳偏析的要求较高,横截面碳极差不能超过0.05%,实际生产过程中,φ650mm 42crmo碳极差高达0.08%,通过传统工艺的优化改进,最好的水平也在0.06%以上,φ800mm断面偏析更加严重。因此,因碳元素分布不均匀,导致用户加工后性能不稳,改善大圆坯碳偏析问题意义重大。
3.国内、外的学者提出改变浸入式水口和中间包的结构使浸入式水口和结晶器内的钢液发生旋转流动,进而优化结晶器流场和提高铸坯表面和内部质量。但是这些方法易对钢水造成二次污染,水口出口容易出现结瘤问题,并且旋流状态无法随工艺条件进行调节和控制,尚未在国内进一步推广应用。
技术实现要素:
4.本发明解决的技术问题在于提供一种解决特殊钢大圆坯偏析的方法,该方法能够提高特殊钢碳极差。
5.有鉴于此,本技术提供了一种解决特殊钢大圆坯偏析的方法,包括以下步骤:
6.在中间包浸入式水口外部安装马蹄形电磁搅拌装置,并结合结晶器电磁搅拌使水口内钢液旋转流动;
7.所述浸水式水口为出口形状为喇叭状的渐开式水口。
8.优选的,所述特殊钢为的42crmo圆坯,所述结晶器电磁搅拌的电流为250a,频率为1.5hz。
9.优选的,所述特殊钢为的42crmo圆坯,所述结晶器电磁搅拌的电流为300a,频率为1.2hz。
10.优选的,所述特殊钢为的42crmo圆坯,所述马蹄形电磁搅拌装置的电流强度为450a。
11.优选的,所述马蹄形电磁搅拌装置的电磁旋流水口搅拌方向与结晶器电磁搅拌反向。
12.优选的,所述浸入式水口的开口角度为50~60
°
。
13.优选的,所述中间包钢水过热度为25~30℃。
14.本发明提供了一种解决特殊钢大圆坯偏析的方法,其通过在中间包浸入式水口外部安装马蹄形电磁旋流装置并与结晶器电磁搅拌相结合,可以解决φ500mm以上大圆坯横断面宏观偏析问题,同时,电磁旋流水口技术可大幅增加中心等轴晶区和cet区,减少柱状
晶区,且电磁旋流水口技术有助于稳定结晶器液面波动,最终能够实现中碳钢横截面碳极差小于0.04%。
附图说明
15.图1为本发明电磁旋流水口连铸工艺的示意图;
16.图2为本发明渐开式水口的结构示意图;
17.图3为本发明渐开式水口结晶器流场纵截面示意图;
18.图4为本发明实施例中钻孔点位置及不同电流强度碳偏析系数;
19.图5为本发明实施例3中钻孔点位置示意图。
具体实施方式
20.为了进一步理解本发明,下面结合实施例对本发明优选实施方案进行描述,但是应当理解,这些描述只是为进一步说明本发明的特征和优点,而不是对本发明权利要求的限制。
21.鉴于现有技术中,大横截面铸坯存在严重宏观偏析的问题,本技术提供了一种减轻大圆坯偏析的方法,采用马蹄形电磁旋流渐开式,对大圆坯连铸结晶器内的钢液流场和温度分布进行优化,细化铸坯凝固组织,减轻宏观偏析缺陷,使碳元素极差降低至0.04%以下,实现大圆坯内部质量的显著提高。具体的,本发明实施例公开了一种解决特殊钢大圆坯偏析的方法,包括以下步骤:
22.在浸入式水口外部安装马蹄形电磁搅拌装置,并结合结晶器电磁搅拌使水口内钢液旋转流动;
23.所述浸水式水口为出口形状为喇叭状的渐开式水口。
24.在本技术中,电磁旋流技术原理是在浸入式水口外部安装一部电磁搅拌装置,通过旋转电磁场对钢液的旋转洛伦兹力以非接触的方式使水口内钢液发生旋转流动;具体如图1所示。
25.电磁旋流水口技术的特点是:1)可以在浸入式水口内产生一定强度的旋转流动,能减轻或消除浸入式水口内钢液的偏流,进而均匀水口出流,降低弯月面波动程度;应用电磁的方式在水口内产生旋流流动可抑制水口内偏流,减少由于卷渣等因素而引入的非金属夹杂物,显著提高钢液纯净度,大幅减少铸坯的表面和内部缺陷,显著提高钢的品质,提高产品的收得率;并可以有效提高拉坯速度,提高生产率及生产效益。2)应用电磁的方式在水口内产生旋转流动可以减少水口出流的冲击深度,使结晶器内钢液高温区域上移,弯月面温度提高,可实现低过热度浇铸,减少能源的消耗。3)应用电磁的方式在水口内产生旋流,可通过调节电流强度或者频率等方式随时调节旋流强度,可随工艺条件的变化控制和调节旋流状态,并可在更大范围内对旋流水口进行优化设计。
26.由于浸入式水口是由弱磁性耐火材料制成,对于磁场的屏蔽很小,相比于结晶器铜板对磁场的屏蔽效果,应用电磁场在水口内产生旋流的方式比结晶器电磁搅拌的能源利用率更大,效果更加显著。
27.传统水口结构是直型,本技术将传统直型水口优化为出口形状为喇叭状的渐开式水口,水口开口角度为60
°
,具体如图2所示。
28.采用渐开式水口,钢液较传统直型水口时散开的更加剧烈,在结晶器两侧向下流动,然后在结晶器中部形成向上的流动,这有助于均匀结晶器内的流场和温度场;在结晶器内水口出口上部,采用渐开式水口后,钢液的上返流增强,具体如图3所示。上述流场变化带来的温度场的结果是高温区域进一步上移,弯月面温度明显提高,更有利于均匀结晶器内流场和温度场。
29.本发明提供了一种基于马蹄形电磁旋流渐开式水口解决大圆坯偏析的方法,通过在中间包浸入式水口外部施加旋转电磁场,即在水口周围安装马蹄形电磁旋流装置,可以解决φ500mm以上大圆坯横断面宏观偏析问题,同时,电磁旋流水口技术可大幅增加中心等轴晶区和cet区,减少柱状晶区,且电磁旋流水口技术有助于稳定结晶器液面波动。能够实现中碳钢横截面碳极差小于0.04%。
30.为了进一步理解本发明,下面结合实施例对本发明提供的解决特殊钢大圆坯偏析的方法进行详细说明,本发明的保护范围不受以下实施例的限制。
31.本技术通过在中间包浸入式水口外部施加旋转电磁场,即在水口周围安装马蹄形电磁旋流装置,可以解决φ500mm以上大圆坯横断面宏观偏析问题,同时,电磁旋流水口技术可大幅增加中心等轴晶区和cet区,减少柱状晶区,且电磁旋流水口技术有助于稳定结晶器液面波动,能够实现中碳钢横截面碳极差小于0.04%。
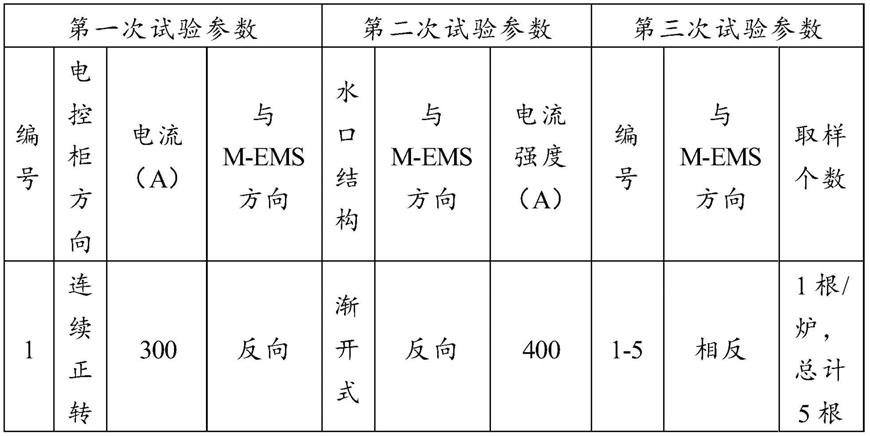
32.实施例1
33.本技术共经过三轮工艺试验,试验钢种为42crmo齿轮钢,铸坯断面分别为和
34.表1三次试验参数数据表
35.36.[0037][0038]
对3次试验结果,使用6mm钻头对铸坯横截面半径方向上钻9个孔取样,取样点位置如图4所示。使用碳硫分析仪测试碳元素含量后,计算碳极差结果。
[0039]
采用电磁旋流水口,通过改善铸坯边部的负偏析来控制溶质元素向中心传输,从而使整个截面的宏观偏析得到减轻。
[0040]
表2 3次试验碳极差结果数据表
[0041]
[0042]
[0043][0044]
备注:*此条件下为单用结晶器电磁搅拌结果。
[0045]
因此,电磁旋流水口技术与结晶器电磁搅拌配合使用有利于减轻宏观偏析缺陷,均匀溶质元素的分布。最终确定相反搅拌方向、50hz、450a为最优参数,能够使42crmo钢的碳极差降低至0.04%以下。此时结晶器电磁搅拌为250a,1.5hz、1.2hz。
[0046]
实施例2大圆坯连铸机结晶器电磁搅拌对偏析影响
[0047]
42crmo钢种、650mm断面各试验4组方案,试验结果如表3、表4:
[0048]
表3电磁搅拌工艺试验方案数据表
[0049][0050]
表4电磁搅拌碳试验偏析结果数据表
[0051][0052][0053]
四种方案的碳偏析结果见表4,通过多种方案的电搅试验,确定500mm断面最佳结晶器电搅工艺为方案3即第三组方案。
[0054]
表5电磁搅拌碳试验偏析结果数据表
[0055]
650mm方案1方案2方案3方案4碳偏析值0.85-1.250.89-1.260.89-1.10.92-1.1
[0056]
四种方案的碳偏析结果见表5,通过多种方案的电搅试验,确定650mm断面最佳结晶器电搅工艺为方案4即第四组方案。
[0057]
表6本技术电磁搅拌的最佳电搅工艺数据表
[0058][0059]
实施例3
[0060]
通过采用电磁旋流水口,降低了钢水过热度,确保了钢水质量。42crmo钢液相线温度按照1489℃(成分见表7),中包第一炉温度:1524℃~1534℃,第二炉温度:1514℃~1524℃,正常炉次温度:1509℃~1519℃,正常炉次中包过热度按20℃~30℃目标控制。比不采用电磁旋流水口可以平均降低5℃左右。
[0061]
表7本发明42crmo的成分数据表
[0062][0063]
一般而言,过热度太小,钢水易被夹杂物污染,同时易使水口发生堵塞甚至冻结,在连铸开浇初期,中间包尚未“热透”时,此问题尤为突出;而过热度太大,则使铸坯中心偏析加重,甚至诱发拉漏事故,或者因形成的坯壳较薄而出现裂纹,同时使柱状晶得到发展。因此,控制过热度是保证连铸产量和铸坯质量的关键工艺参数之一。
[0064]
连铸坯对钢水温度要求特别严格,因而必须精确控制中间包钢水过热度。中间包过热度主要通过准确地出钢温度和稳定的过程温度来实现。为了减少过程温度损失,有效的方法是保证适当的出钢温度,最大限度减少炉后各工序的热损失,并且采取必要的保温或升温措施,减少温度波动,使钢水过热度控制在合适的范围之内。常用的措施有:钢包、中间包覆盖保温剂(炭火稻壳或复合型保护渣);红包出钢,烘烤温度&gt:800℃;中间包烘烤温度&gt:1100℃;钢包吹氩,废钢调温;中间包等离子加热等。
[0065]
鉴于上述分析,以的42crmo圆坯生产为例进行阐述:
[0066]
实施例4
[0067]
1)连铸机主要工艺参数
[0068]
表8连铸机主要工艺参数数据表
[0069][0070][0071]
2)采用马蹄形电磁旋流渐开式水口与结晶器电磁搅拌配合使用,相关工艺条件为:
[0072]
表9连铸工艺条件数据表
[0073]
钢种42crmoa铸坯直径(mm)650拉速(m/min)0.23过热度(℃)25结晶器电磁搅拌频率(hz)1.2结晶器电磁搅拌电流强度(a)300水口结构渐开式电磁旋流水口搅拌方向与结晶器电磁搅拌反向电磁旋流水口电流强度(a)450
[0074]
3)检测方法
[0075]
选取5炉铸坯进行分析,使用5mm钻头对铸坯横截面半径方向上钻9个孔取样,取样点位置如图5所示。使用碳硫分析仪测试碳元素含量后,计算碳极差和碳偏析指数结果。
[0076]
4)效果
[0077]
的42crmo圆坯碳极差稳定控制在了<0.038%,碳偏析值稳定控制在了0.95~1.04,减轻了大圆坯碳偏析,解决了用户加工后性能不稳问题。
[0078]
表10不同炉次大圆坯九个点碳元素含量数据表
[0079][0080][0081]
碳极差计算公式:碳极差=最大值—最小值
[0082]
碳偏析值计算公式如下:
[0083][0084]
以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
[0085]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。