1.本实用新型属于柱塞加工技术领域,具体涉及一种油压机用柱塞磨削装置。
背景技术:
2.柱塞是油压机的关键部件,也是主要的易损件,柱塞的性能好坏往往直接关系到油压机的性能和工作效率。柱塞通常对表面精度要求较高,因此一般需要粗磨和精磨两道工序。
3.现有的技术通常是用两套装置分别对柱塞进行粗磨和精磨,需要两次装夹,过程繁琐。
4.因此需要一种油压机用柱塞磨削装置,能一次装夹实现对柱塞的粗磨和精磨。
技术实现要素:
5.本实用新型的目的是提供一种油压机用柱塞磨削装置,以解决现有技术用两套装置分别对柱塞进行粗磨和精磨,需要两次装夹,过程繁琐的技术问题。
6.为了解决上述技术问题,本实用新型提供了一种油压机用柱塞磨削装置,包括控制模块;夹持机构;以及磨削机构;其中所述控制模块适于控制夹持机构夹紧柱塞后,控制磨削机构对柱塞先后进行粗磨和精磨。
7.在其中一个实施例中,所述磨削机构包括横向移动组件;以及位于横向移动组件上的粗磨组件和精磨组件;所述控制模块适于控制横向移动组件带动粗磨组件和精磨组件同步沿柱塞长度方向往返运动,且在往返过程中依次控制粗磨组件及精磨组件对柱塞先后进行粗磨和精磨。
8.在其中一个实施例中,所述粗磨组件和精磨组件均包括纵向移动机构,以及由纵向移动机构带动的磨轮;所述纵向移动机构由控制模块控制,且在执行粗磨或精磨时带动相应磨轮靠近柱塞。
9.在其中一个实施例中,所述横向移动组件包括横向导轨以及横向移动块;所述控制模块控制横向导轨带动横向移动块沿横向导轨移动,以带动粗磨组件和精磨组件沿柱塞长度方向往返运动,并对柱塞先后进行粗磨和精磨。
10.在其中一个实施例中,所述纵向移动机构包括平行设置在横向移动块上的两个纵向导轨,以及沿相应纵向导轨运动的纵向移动块;所述磨轮以及驱动磨轮的转动电机安装在相应纵向移动块上;所述转动电机与控制模块电性连接;所述控制模块控制两纵向导轨带动相应纵向移动块及磨轮交替靠近柱塞执行粗磨或细磨。
11.在其中一个实施例中,所述所述夹持机构包括夹盘组件,夹紧柱塞的一端;以及顶针组件,从位于柱塞另一端的机座中伸出,以顶住柱塞的另一端。
12.在其中一个实施例中,所述夹盘组件包括以及驱动夹盘的夹爪气缸;所述顶针组件包括顶针以及由驱动顶针的伸缩气缸;所述控制模块与夹爪气缸及伸缩气缸电性连接,适于在控制夹爪气缸带动夹盘夹紧柱塞一端后,控制伸缩气缸带动顶针顶住柱塞的另一
端。
13.在其中一个实施例中,所述夹盘连接有驱动电机;所述驱动电机与控制模块电性连接,以驱动柱塞旋转。
14.本实用新型的有益效果是,本实用新型的油压机用柱塞磨削装置通过控制模块控制夹持机构夹紧柱塞,并控制磨削机构对柱塞先后进行粗磨和精磨,可以实现一次装夹对柱塞进行完成粗磨和精磨,解决了现有技术柱塞磨削过程繁琐的技术问题。
15.本实用新型的其他特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本实用新型而了解。本实用新型的目的和其他优点在说明书以及附图中所特别指出的结构来实现和获得。
16.为使本实用新型的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
附图说明
17.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
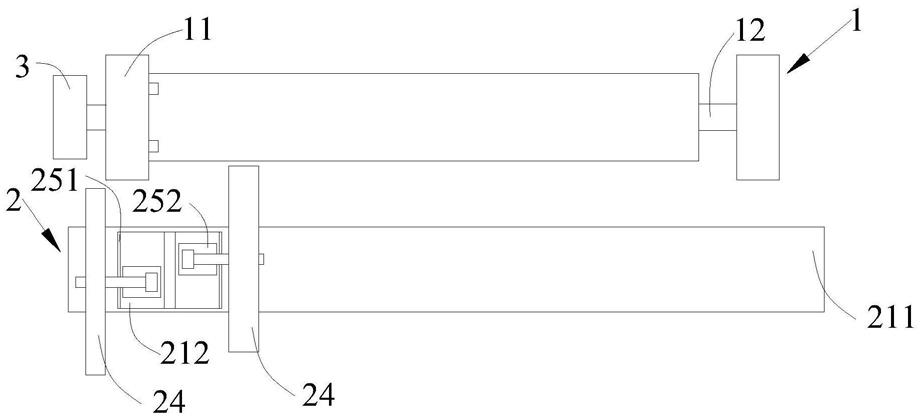
18.图1是本实用新型的油压机用柱塞磨削装置的俯视图;
19.图2是本实用新型的磨削机构的主视图;
20.图3是本实用新型的原理框图。
21.图中:
22.夹持机构1、夹盘11、顶针12;
23.磨削机构2、横向移动组件21、横向导轨211、横向移动块212、粗磨组件22、精磨组件23、磨轮24、纵向导轨251、纵向移动块252、转动电机26;
24.驱动电机3。
具体实施方式
25.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
26.实施例
27.如图1所示,本实施例的油压机用柱塞磨削装置,可以包括控制模块;夹持机构1;以及磨削机构2;其中所述控制模块适于控制夹持机构1夹紧柱塞后,控制磨削机构2对柱塞先后进行粗磨和精磨。
28.本实施例提供的油压机用柱塞磨削装置控制模块控制夹持机构1夹紧柱塞,并控制磨削机构2对柱塞先后进行粗磨和精磨,可以实现一次装夹对柱塞进行完成粗磨和精磨,解决了现有技术柱塞磨削过程繁琐的技术问题。
29.如图2所示,在本实施例中,为了驱动磨削机构沿柱塞轴向移动,所述磨削机构2可
以包括横向移动组件21;以及位于横向移动组件上的粗磨组件22和精磨组件23;所述控制模块适于控制横向移动组件带动粗磨组件22和精磨组件 23同步沿柱塞长度方向往返运动,且在往返过程中依次控制粗磨组件22及精磨组件23对柱塞先后进行粗磨和精磨。
30.在本实施例中,为了使粗磨组件22和精磨组件23靠近柱塞完成磨削,所述粗磨组件22和精磨组件23均包括纵向移动机构,以及由纵向移动机构带动的磨轮24;所述纵向移动机构由控制模块控制,且在执行粗磨或精磨时带动相应磨轮靠近柱塞。
31.如图3所示,在本实施例中,所述横向移动组件21包括横向导轨211以及横向移动块212;所述控制模块控制横向导轨211带动横向移动块212沿横向导轨211移动,以带动粗磨组件22和精磨组件23沿柱塞长度方向往返运动,并对柱塞先后进行粗磨和精磨,可选的,所述横向导轨211可以为第一电动滑轨,运动平稳,便于控制。
32.在本实施例中,所述纵向移动机构包括平行设置在横向移动块上的两个纵向导轨251,以及沿相应纵向导轨251运动的纵向移动块252;所述磨轮24以及驱动磨轮24的转动电机26安装在相应纵向移动块252上;所述转动电机26 与控制模块电性连接;所述控制模块控制两纵向导轨251带动相应纵向移动块 252及磨轮24交替靠近柱塞执行粗磨或细磨,具体的,在进程时粗磨组件的磨轮24靠近柱塞进行粗磨,回程时细磨组件的磨轮24靠近柱塞进行细磨,避免了空行程,提升磨削效率。可选的,所述纵向导轨251可以为第二电动滑轨,运动平稳,便于控制。
33.在本实施例中,为了夹紧柱塞,所述夹持机构1包括夹盘组件,夹紧柱塞的一端;以及顶针组件,从位于柱塞另一端的机座中伸出,以顶住柱塞的另一端。
34.在本实施例中,所述夹盘组件包括以及驱动夹盘11的夹爪气缸;所述顶针组件包括顶针12以及由驱动顶针12的伸缩气缸;所述控制模块与夹爪气缸及伸缩气缸电性连接,适于在控制夹爪气缸带动夹盘11夹紧柱塞一端后,控制伸缩气缸带动顶针12顶住柱塞的另一端。采用一端夹盘另一端顶针夹持的结构,方便装夹且能保证夹持稳定性。
35.在本实施例中,为了驱动柱塞旋转,所述夹盘11连接有驱动电机3;所述驱动电机3与控制模块电性连接,以驱动柱塞旋转。
36.综上所述,本实施例提供的油压机用柱塞磨削装置控制模块控制夹持机构1 的夹盘组件及顶针组件夹紧柱塞,并控制磨削机构2的粗磨组件22和精磨组件 23对柱塞先后进行粗磨和精磨,可以实现一次装夹对柱塞进行完成粗磨和精磨,有效解决了现有技术柱塞磨削过程繁琐的技术问题。
37.本技术中选用的各个器件(未说明具体结构的部件)均为通用标准件或本领域技术人员知晓的部件,其结构和原理都为本技术人员均可通过技术手册得知或通过常规实验方法获知。
38.在本实用新型实施例的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接,于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
39.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
40.以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。