1.本实用新型涉及石英玻璃制品加工制造领域,更具体地,涉及一种石英环内圆倒角装置。
背景技术:
2.随着科技的发展人们对光学耗材的使用量逐年增加,镀膜用石英环作为光学耗材市场发展迅速,产品产出持续扩张。石英环的生产过程中最后一步需要进行倒角以保护石英玻璃产生崩口、裂纹等缺陷。现有的对镀膜石英环进行倒角的加工方法主要有手提式砂轮机、上车床三爪卡盘用倒角刀具进行加工等方式,但这些传统的方法存在倒角不均匀,工件装夹时间长,劳动强度大,工作效率低等缺点。
3.因此,如何设计出一种倒角均匀,加工方便,适合批量生产的石英环内圆倒角装置就成为目前亟待解决的问题。
技术实现要素:
4.为解决上述背景技术中提出的技术问题,根据本实用新型的实施例,提供了一种石英环内圆倒角装置。
5.本发明一个实施方式的石英环内圆倒角装置,其特征在于,倒角刀具,其具有以竖直轴为旋转中心的呈正立锥形或锥台形外周面,并在该外周面设置磨削面;驱动机构具有竖直设置的转轴,其驱动所述倒角刀具绕所述转轴旋转;和夹具,其夹持待加工石英环的上端,沿所述转轴的轴向上下移动。
6.所述夹具夹持待加工石英环从上方向下方移动,利用所述倒角刀具对待加工石英的端部内圆进行倒角加工。
7.根据本发明一个实施方式的石英环内圆倒角装置,通过在下方设置锥形或锥台形的倒角刀具,在上方以同轴且吊装的方式夹持固定石英环,可使石英环在进行倒角时,避免因重力影响造成的偏心和震动,能够使加工的倒角具有良好的同轴度,并且表面粗糙度和均匀性优异。
8.优选本发明一个实施方式的石英环内圆倒角装置,其特征在于,所述倒角刀具的内部为镂空结构。另外还优选所述倒角刀具的本体部,呈正立锥形或锥台筒形,内壁具有沿周向设置的安装部,所述安装部与旋转方向垂直设置于所述转轴的刀具座连接固定。通过使倒角刀具呈镂空结构,或形成锥筒/ 锥台筒型与刀具座的安装结构,能够有效减小倒角刀具的重量,降低刀具的制造成本,并且适当降低倒角刀具的重量,可在保证加工精度的基础上,减小驱动机构的负荷,尤其是驱动机构轴承的负荷,从而提高驱动机构的寿命。
9.优选本发明一个实施方式的石英环内圆倒角装置,其特征在于,所述磨削面通过电镀金刚石砂粒形成。
10.根据本发明一个实施方式的石英环内圆倒角装置,其特征在于,所述夹具包括:支撑臂;吸盘机构,其下侧具有与待加工石英环匹配吸附开口;和气体通路,其与所述吸附开
口连通,在吸附泵作用下排出吸附空气。
11.在利用吸盘机构作为待加工石英环的夹具时,由于石英环和倒角刀具在竖直方向上同轴设置,因此能够快速稳定地安装石英环,并且,避免使用夹持安装的夹具在与待加工石英环的表面以任何方式接触时造成表面的损坏。
12.本实用新型的石英环内圆倒角装置,还有选为具有冷却系统,其包括,储液槽;从所述储液槽泵送冷却液喷射到倒角刀具的磨削面处的冷却液供给路;和以围绕倒角刀具下方和侧方的方式设置的收集箱。另外,优选在所述收集箱底部设置有排液孔,溅射至所述收集箱的冷却液经所述排液孔和与所述排液孔相连的排液管回流至所述储液槽。
13.通过设置冷却系统,能够有效延长倒角刀具的使用寿命,并且通过设置竖直方向的倒角刀具及其冷却系统,能够尽可能减小倒角装置的占地面积,实现小型化。
14.优选本发明一个实施方式的石英环内圆倒角装置,其特征在于:所述夹具安装于机械臂,所述机械臂搭载所述夹具在水平和/或竖直方向上移动。
15.利用机械臂安装夹具,能够快速的拾取、安置待加工石英环,在完成一个石英环的倒角加工后,能够快速更换待加工石英环。
16.应当理解,实用新型内容部分中所描述的内容并非旨在限定本实用新型的实施例的关键或重要特征,亦非用于限制本实用新型的范围。本实用新型的其它特征将通过以下的描述变得容易理解。
附图说明
17.结合附图并参考以下详细说明,本实用新型各实施例的上述和其他特征、优点及方面将变得更加明显。在附图中,相同或相似的附图标记表示相同或相似的元素,其中:
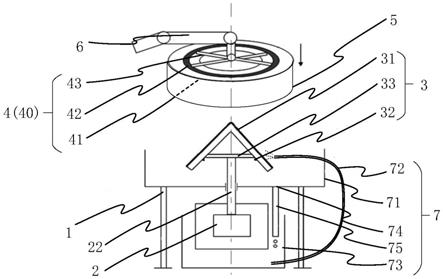
18.图1是本实用新型的实施方式的石英环内圆倒角装置的结构示意图;
19.其中,图1中的附图标记与部件名称之间的对应关系为:
20.1机架,2驱动机构,22转轴,3倒角刀具,31刀具本体,32安装部, 33刀具座,4夹具,40吸盘机构,41底面,42吸附槽,43气体通路,5石英环,6机械臂,7冷却系统,71储液槽,72冷却液供给路,73收集箱,74 排液孔,75排液管
具体实施方式
21.为使本实用新型实施例的目的、实施例和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的实施例进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的全部其他实施例,都属于本实用新型保护的范围。
22.下面结合附图对本实用新型的优选实施方式的石英环内圆倒角装置进行以下说明。
23.如图1所示,本实用新型的提出的石英环内圆倒角装置,包括机架1、驱动机构2、倒角刀具3和夹具4,驱动机构2安装在机架1内,驱动机构2 具有竖直设置的转轴22,倒角刀具3安装在转轴22的上端,倒角刀具3与转轴22固定,在转轴22的驱动下旋转。
24.【倒角刀具3】
25.在本实施方式中,倒角刀具3具有呈锥形的磨削面,用于对待加工石英环的内圆进行倒角加工。
26.倒角刀具3行成为镂空结构,具有呈锥桶形的刀具本体31,在刀具本体 31的内壁面的规定位置的周向行成环形的安装部32,并在安装部32与刀具座33固定连接。刀具座33可以构成为其中心固定于转轴22上端。
27.通过使倒角刀具3行成为镂空结构,能够减小倒角刀具3的重量,一方面降低刀具的制造成本,另一方面,在适当降低倒角刀具的重量的情况下,可在保证加工精度的基础上,减小驱动机构2的负荷,尤其是减小支撑转轴 22的轴承的复合,从而提高驱动机构2的寿命。
28.另外,通过使倒角刀具3形成具有刀具本体31和刀具座33的结构,能够确保刀具3安装的可靠性,并且在更换倒角刀具3时,可以仅更换刀具本体31而实现。对于不同规格、形状的刀具本体31,可以设置相同规格的刀具座33,从而降低倒角刀具3的制作成本。虽然在本实施方式中,刀具本体 31形成为锥形的筒体,但也可以形成为锥台形的筒体。对于石英环长度较小的加工工件而言,可以使用锥台形的筒体的刀具本体,避免锥形的筒体顶端与夹具4发生冲突。
29.在倒角刀具3的刀具本体31的外周面上,通过电镀设置金刚石砂粒而形成磨削面,利用金刚石砂粒对石英环5的端部内圆进行磨削加工,而形成倒角。在本实施方式中,在刀具本体31的外周面上均设置金刚砂粒作为研磨面,但当仅对规定的径向尺寸石英环进行倒角加工时,可以仅在刀具本体31的外周面规定位置处设置金刚砂粒而作为磨削面。
30.倒角刀具3的刀具本体31顶角角度根据石英环内圆倒角的角度而定,通常石英环内圆倒角的角度为30~60
°
,因此刀具本体31顶角的夹角通常为 60~120
°
的范围。如顶角过小,则有可能在对石英环5的内圆进行倒角时,因需要伸入石英环内的部分的长度过大而与夹具4发生冲突,因此,此时可以将刀具本体形成为锥台形。
31.【夹具4】
32.夹具4用于从石英环5的上端夹持石英环5,并保持待加工石英环5轴心竖直,与驱动机构2的转轴22同轴。夹具4能够夹持待加工石英环5沿转轴22的轴向方向上下移动。
33.在驱动机构2驱动倒角刀具3旋转时,夹具4夹持待加工石英环5以保持与转轴22同轴的方式向下方移动,使待加工石英环5的下端内圆与旋转的倒角刀具3的磨削面接触,对待加工石英环5的下端内圆进行倒角加工。
34.在本实施方式中,夹具4包括用于拾取石英环5的吸盘机构40。吸盘机构40包括环形的底面41,在底面41的表面形成有环形的吸附槽42,吸附槽 42通过气体通路43与未图示的真空泵连接。
35.在利用吸盘机构40拾取待加工的石英环5时,由真空泵通过气体通路 43,在吸附槽42内形成负压而吸附待加工的石英环5的上端。在利用吸盘机构40作为待加工石英环5的夹具时,能够快速稳定地安装石英环5,由于石英环5和倒角刀具3在竖直方向上同轴设置,因此,避免使用夹持安装方式的夹具在与待加工石英环的表面以施加压力的方式接触时造成表面的损坏。尤其是在使用夹持方式的夹具时,通常需要在与石英环接触的部分设置橡胶等缓冲材料,可能在倒角加工过程中造成震动或偏心而影响加工精度。根据本实施方式,通过采用吸盘机构40作为夹具,能够保证石英环5的轴向竖直,从而得到优异的倒角加工精
度。
36.【机械臂6】
37.在本实施方式中,作为夹具的吸盘机构40安装于机械臂6。机械臂6能够支撑吸盘机构40在水平和/或竖直方向上移动。利用机械臂6使所搭载的吸盘机构40在水平方向上移动,能够将吸盘机构40所吸附的石英环5从装载位置移动至工作位置,即是石英环移动至与转轴22同轴,或者从工作位置移动至卸载位置。利用机械臂6使所搭载的吸盘机构40在竖直方向上移动,在真空泵的协助下,能够在装载位置快速地拾取待加工的石英环5,并在卸载位置释放已加工的石英环5,从而实现快速的拾取、加工、卸载处理。
38.【冷却系统7】
39.在本实施方式中还设置有冷却系统7。冷却系统7包括设置于机架1内的储液槽71,从储液槽71泵送冷却液喷射到倒角刀具3的磨削面处的冷却液供给路72,和以围绕倒角刀具3下方和侧方的方式设置的收集箱73。收集箱73底部设置通孔,使转轴22穿过,并在底部设置排液孔74和排液管75,来收集的冷却液使用过的冷却液。
40.由于倒角刀具3对石英环进行倒角加工时,需要使倒角刀具3高速旋转进行磨削操作,会产生大量的热,通过设置冷却系统7,能够在对石英环进行倒角加工时,向倒角刀具3的磨削面的工作位置处供给冷却液,避免倒角刀具3因高温而早期损坏的情况发生。作为冷却液可以根据情况使用水或油性的冷却液。
41.而且,通过在角刀具3周围设置收集箱73,能够避免倒角刀具3的高速旋转使冷却液飞散的工作空间以外,保证周围环境的清洁。
42.并且在机架1内设置储液槽71,并在倒角刀具3周围设置收集箱73,能够使整个石英环内圆倒角装置占用更小的工作空间,结构更为紧凑。
43.在本实施方式中,利用排液孔74和排液管75将使用过的冷却液收集回到储液槽71。当然也可以另外设置回收槽,将使用过的冷却液废弃;而且,当然也可以在冷却液供给路72的吸入侧设置过滤装置,对吸取的冷却液进行过滤后在泵送至磨削面的工作位置处,这些可以根据使用的泵送装置是否会收到杂质影响的性能要求不同进行合适的选择。
44.以上仅为本技术的优选实施方式而已并不用于限制本技术对于本领域的技术人员来说本技术可以有各种更改和变化凡在本技术的精神和原则之内所作的任何修改、等同替换、改进等均应包含在本技术的保护范围之内。