1.本实用新型属于攻丝套牙器相关技术领域,具体涉及一种新型攻丝套牙器。
背景技术:
2.目前机械加工行业攻丝和套牙通常采用弹簧夹头夹紧固定丝锥,螺纹加工过程中沿轴向运动;而丝锥、板牙在切削时,就会产生一定的切削阻力,当阻力大于丝锥或板牙所承受的切削力时,丝锥就会折断在螺孔内、板牙齿碎裂,从而使螺纹牙型的损坏,降低了安全性能,同时当板牙或丝锥切削工件,且螺纹旋合的长度牵引力小于拉动尾座重量力时,板牙、丝锥进给速度将小于螺距量或停止进给,从而容易造成烂牙、扫牙质量现象,另外在板牙、丝锥切削到螺纹终点的时候,容易与轴肩或孔底等发生碰撞,在切削速度作用下的冲击力,将板牙拧碎或爆裂、丝锥扭断,这样就降低了提高产品质量和生产效率。
技术实现要素:
3.本实用新型的目的在于提供一种新型攻丝套牙器,以解决上述背景技术中提出的降低了安全性能,容易造成烂牙、扫牙质量现象和降低了提高产品质量和生产效率问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种新型攻丝套牙器,包括定位体、套接在定位体外壁的移动套、限位心轴和安装在限位心轴外壁的转套,定位体还包括螺孔,移动套还包括长坑,且通过移动套的长坑将限位心轴拧紧在定位体的螺孔上,移动套左侧上下两端开设有固定孔,两个固定孔内部设有压缩弹簧和球头销,且球头销固定在压缩弹簧朝定位体一端,移动套左侧上下两端固定连接有六角螺母,两个六角螺母内部螺纹连接有内六角螺丝,且内六角螺丝底部向下延伸至移动套的固定孔内部,内六角螺丝底部与压缩弹簧另一端固定连接,定位体左侧外壁套接有丝锥套,且丝锥套右侧插入移动套左侧内部,丝锥套通过球头销在压缩弹簧压力作用下固定在移动套左侧内部,丝锥套左侧内部螺纹连接有两个内六角锥端紧定螺钉,且丝锥套通过两个内六角锥端紧定螺钉固定在定位体左侧外壁。
5.优选的,定位体的螺孔规格为m8,定位体与移动套之间的间隙范围在0.05mm~0.114mm。
6.优选的,移动套的长坑规格为r7,移动套左侧开设有直径为40mm的内孔,移动套与丝锥套之间的间隙范围在0.01mm~0.05mm,移动套的最大滑动距离为120mm。
7.优选的,丝锥套右侧设有两个凹球头定位,且两个凹球头定位与两个球头销外壁接触,丝锥套左侧开设有两个与内六角锥端紧定螺钉螺纹连接的螺纹孔。
8.优选的,内六角螺丝的个数为两个,两个内六角螺丝的规格均为m12
×
40。
9.优选的,六角螺母的个数为两个,两个六角螺母的规格均为m12。
10.与现有技术相比,本实用新型提供了一种新型攻丝套牙器,具备以下有益效果:
11.本实用新型在攻套加工螺纹时,根据螺纹的不同规格,矩形截面圆柱螺旋压缩弹簧调节压力合格后攻套加工螺纹,不会因攻套加工螺纹到螺纹底部或其它原因而造成螺纹
被破坏,产生产品质量问题,从而保护了攻套刀具的安全不会折断或损坏,保证了产品质量,同时也不会造成烂牙、扫牙的现象,生产加工安全发生率降至为零,从而就可以提高了加工效率。
附图说明
12.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制,在附图中:
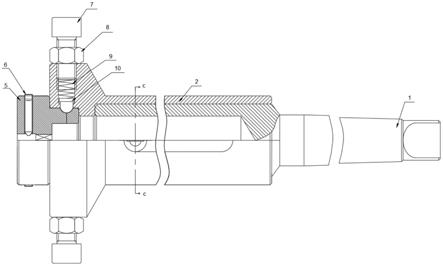
13.图1为本实用新型提出的一种新型攻丝套牙器正视局部结构示意图;
14.图2为本实用新型提出的图1的c-c结构示意图。
15.图中:1、定位体;2、移动套;3、限位心轴;4、转套;5、丝锥套;6、内六角锥端紧定螺钉;7、内六角螺丝;8、六角螺母;9、压缩弹簧;10、球头销。
具体实施方式
16.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
17.请参阅图1-图2,本实用新型提供一种技术方案:一种新型攻丝套牙器,包括定位体1、套接在定位体1外壁的移动套2、限位心轴3和安装在限位心轴3外壁的转套4,定位体1还包括螺孔,移动套2还包括长坑,且通过移动套2的长坑将限位心轴3拧紧在定位体1的螺孔上,移动套2左侧上下两端开设有固定孔,两个固定孔内部设有压缩弹簧9和球头销10,且球头销10固定在压缩弹簧9朝定位体1一端,移动套2左侧上下两端固定连接有六角螺母8,两个六角螺母8内部螺纹连接有内六角螺丝7,且内六角螺丝7底部向下延伸至移动套2的固定孔内部,内六角螺丝7底部与压缩弹簧9另一端固定连接,定位体1左侧外壁套接有丝锥套5,且丝锥套5右侧插入移动套2左侧内部,丝锥套5通过球头销10在压缩弹簧9压力作用下固定在移动套2左侧内部,丝锥套5左侧内部螺纹连接有两个内六角锥端紧定螺钉6,且丝锥套5通过两个内六角锥端紧定螺钉6固定在定位体1左侧外壁;
18.利用定位体1和移动套2,限位心轴3和转套4的结构,实现切削过程中丝锥或板牙同移动套2一体轻便轴向滑动进给,解决了因拖动尾座的重力而产生烂牙、扫牙现象;
19.利用球头销10与丝锥套5连接,以及利用矩形截面圆柱螺旋压缩弹簧9在内六角螺丝7的调节下,满足不同扭力范围(0—56kg);当切削力大于调节力时,丝锥套5转动至下一孔;因此,这种结构有效地解决因碰撞烂牙、扫牙,或板牙碎裂、丝锥折断的问题,同时保护因切削力过大而折断的事实。
20.为了更好地进行支撑工作,定位体1的螺孔规格为m8,定位体1与移动套2之间的间隙范围在0.05mm~0.114mm,通过定位体1,可以更好地进行固定支撑工作,方便移动套2进行滑动工作。
21.为了进行长度调节工作,移动套2的长坑规格为r7,移动套2左侧开设有直径为40mm的内孔,移动套2与丝锥套5之间的间隙范围在0.01mm~0.05mm,移动套2的最大滑动距离为120mm,通过移动套2,可以更好地对整个夹具进行长度调节工作。
22.为了进行连接工作,丝锥套5右侧设有两个凹球头定位,且两个凹球头定位与两个球头销10外壁接触,丝锥套5左侧开设有两个与内六角锥端紧定螺钉6。螺纹连接的螺纹孔,通过丝锥套5,可以更好地对丝锥进行安装工作。
23.为了进行调节工作,内六角螺丝7的个数为两个,两个内六角螺丝7的规格均为m12
×
40,通过内六角螺丝7,就可以将压缩弹簧9调节至适当压力。
24.为了进行连接工作和调节工作,六角螺母8的个数为两个,两个六角螺母8的规格均为m12,通过六角螺母8,可以更好地与内六角螺丝7螺纹连接,从而方便内六角螺丝7进行高度调节工作,使得内六角螺丝7就可以将压缩弹簧9调节至适当压力。
25.本实用新型的工作原理及使用流程:本实用新型安装好过后,整个装置就可以投入会使用了,在加工内螺纹的时候,将事先组装好的主体以定位体1的莫氏锥体与车床尾座莫氏04号内锥套合;然后把丝锥套5装在移动套2的直径40mm内孔的内部,并且通过球头销10在压缩弹簧9压力作用下,就可以与丝锥套5的凹球头定位连接,然后,把要选的丝锥(刀具)的四方头插入同规格的丝锥套5的相互配合孔内,并且通过内六角锥端紧定螺钉6,就可以将丝锥紧固,随后就可以进行螺纹切削工作了,当丝锥攻到孔底或因扭力过大,且超过压缩弹簧9所调节的压力时,丝锥套5会打滑转动至下一个定位孔,这样就保护丝锥因扭力过大而扭断或烂牙现象;
26.在加工外螺纹的时候,先将放松压缩弹簧9的压力,把丝攻装夹头一体拆下,换上同规格的圆牙板装夹头,并且通过内六角锥端紧定螺钉6紧固圆牙板(刀具),然后再适当调节压缩弹簧9的压力,使得压力能满足正常切削就可以,从而就可以起过载保护圆牙板、螺纹的质量的作用。
27.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。