1.本实用新型涉及一种夹具,具体是高压球阀轴半圆槽加工夹具。
背景技术:
2.如图1所示,高压球阀是压力等级不小于class600/pn100的球阀,由于其在高压工况下使用,轴的传递扭矩较大,所以,轴的一端截面是正方形,传递来至执行机构的扭矩,而另一端是四个半圆槽,用四个圆柱销给球芯传递扭矩保证球阀完成启闭动作。
3.轴的半圆槽加工精度对球阀的质量有着重要影响,一是四个半圆槽相对轴中心的位置精度和四个半圆槽之间的位置精度,影响着球阀的装配和使用寿命;二是四个半圆槽相对另一端四方的位置精度,影响着球阀的启闭位置。
4.综上,如何实现轴的定位夹持,便于半圆槽加工成为了本公司研究人员急需解决的问题。
技术实现要素:
5.本实用新型要解决的技术问题是:如何实现轴的定位夹持;
6.为了解决上述技术问题,本实用新型采用如下技术方案:
7.本实用新型是高压球阀轴半圆槽加工夹具,包括轴,其一端截面为方形的第一端,另一端为延其轴线方向开设有四个半圆槽的第二端;定位体,其中部开设有供第一端插入的定位孔,其一侧铣处有找正面,所找正面平行于第一端的其中一平面;三爪卡盘,其固定在定位体上,其中部供轴穿过;三爪,其活动设置在三爪卡盘上,并适于夹紧轴。工作台,其位于定位体下方,且与定位体可拆卸固定连接;
8.在本方案中,工作台、定位体、三爪卡盘三者依次固定连接,轴穿过定位体,并将其第一端插入至定位体的工作台内,三爪将轴夹紧;通过铣处出一平行第一端其中一端面的找正面,在实际操作中,将找正面处于水平或者竖直状态时,便能实现第二端的准确定位,便于铣刀铣出半圆槽。
9.如何实现三爪卡盘与定位体的连接,本实用新型采用定位体上端面呈圆周布置有多个螺纹孔;螺钉穿过螺纹孔,并将其末端与三爪卡盘底部固定;
10.如何实现三爪卡盘与定位体准确定位,本实用新型采用定位体顶面设置有凸起,三爪卡盘底面开设有与凸起配合的凹槽。
11.如何实现工作台与定位体的连接,本实用新型采用工作台与定位体通过压板连接;压板具有供三爪穿过的通孔,压板通过t型螺钉固定在工作台上,且压板水平段的下端面与三爪卡盘的上端面相抵压紧。
12.本实用新型的有益效果:本实用新型是高压球阀轴半圆槽加工夹具,将轴的一端插入定位孔中,三爪将轴与定位体固定,找正面平行第一端其中一端面,将找正面处于水平或者竖直状态时,便能实现第二端的准确定位,实现轴的定位夹持。
附图说明
13.下面结合附图和实施例对本实用新型进一步说明。
14.图1是本实用新型轴的结构示意图以及第一、二端的截面图;
15.图2是本实用新型定位体的俯视图;
16.图3是本实用新型定位体的剖面图;
17.图4是本实用新型的结构示意图;
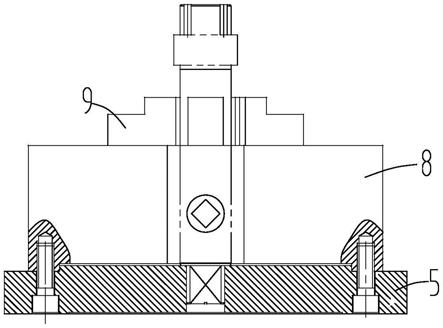
18.图5是本实用新型整体装配结构示意图;
19.图中:1-轴、2-第一端、3-半圆槽、4-第二端、5-定位体、6-定位孔、7-找正面、8-三爪卡盘、9-三爪、10-工作台、11-螺纹孔、12-螺钉、13-凸起、14-压板、15-通孔、16-t型螺钉。
具体实施方式
20.现在结合附图对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
21.如图1-4所示,本实用新型是高压球阀轴半圆槽加工夹具,包括轴1,其一端截面为方形的第一端2,另一端为延其轴线方向开设有四个半圆槽3的第二端4;定位体5,其中部开设有供第一端2插入的定位孔6,其一侧铣处有找正面7,找正面7平行于第一端2的其中一平面;三爪卡盘8,其固定在定位体上,其中部供轴1穿过;三爪9,其活动设置在三爪卡盘8上,并适于夹紧轴1;工作台10,其位于定位体5下方,且与定位体5可拆卸固定连接;
22.在本方案中,工作台、定位体、三爪卡盘三者依次固定连接,轴穿过定位体,并将其第一端插入至定位体的工作台内,三爪将轴夹紧;通过铣处出一平行第一端其中一端面的找正面,在实际操作中,将找正面处于水平或者竖直状态时,便能实现第二端的准确定位,便于铣刀铣出半圆槽。
23.如图4所示,如何实现三爪卡盘与定位体的连接,本实用新型采用定位体5上端面呈圆周布置有多个螺纹孔11;螺钉12穿过螺纹孔11,并将其末端与三爪卡盘8底部固定;
24.如图3所示,如何实现三爪卡盘与定位体准确定位,本实用新型采用定位体5顶面设置有凸起13,三爪卡盘底面开设有与凸起配合的凹槽。
25.如图5所示,如何实现工作台与定位体的连接,本实用新型采用工作台10与定位体5通过压板14连接;压板14具有供三爪穿过的通孔15,压板14通过t型螺钉16固定在工作台10上,且压板14水平段的下端面与三爪卡盘8的上端面相抵压紧。
26.本实用新型是高压球阀轴半圆槽加工夹具,将轴的一端插入定位孔中,三爪将轴与定位体固定,找正面平行第一端其中一端面,将找正面处于水平或者竖直状态时,便能实现第二端的准确定位,实现轴的定位夹持。
27.如图1-5所示,高压球阀轴的半圆槽是在立式加工中心上加工的,在现场工作时,找正装备的找正面7,是它与机床的x轴平行,压板14压紧工艺装备。把轴1放入工艺装备的定位孔6,三爪9夹紧轴1的上端,找正轴1的φaf9外圆,立式加工中心装上φ2b的铣刀(半圆槽的半径为rbh9),就可以很顺利的加工出四个半圆槽3。由于下部定位孔6的定位和已找正轴1的φa f9外圆,使四个半圆槽相对于四方和轴外圆的位置精度满足图纸要求,立式加工中心的加工精度也保证了四个半圆槽3之间的位置精度。
28.以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人
员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
技术特征:
1.高压球阀轴半圆槽加工夹具,其特征在于:包括轴,其一端截面为方形的第一端,另一端为延其轴线方向开设有四个半圆槽的第二端;定位体,其中部开设有供所述第一端插入的定位孔,其一侧铣处有找正面,所述找正面平行于所述第一端的其中一平面;三爪卡盘,其固定在所述定位体上,其中部供所述轴穿过;三爪,其活动设置在所述三爪卡盘上,并适于夹紧所述轴;工作台,其位于所述定位体下方,且与所述定位体可拆卸固定连接。2.根据权利要求1所述的高压球阀轴半圆槽加工夹具,其特征在于:所述定位体上端面呈圆周布置有多个螺纹孔;螺钉穿过所述螺纹孔,并将其末端与所述三爪卡盘底部固定。3.根据权利要求2所述的高压球阀轴半圆槽加工夹具,其特征在于:所述定位体顶面设置有凸起,所述三爪卡盘底面开设有与所述凸起配合的凹槽。4.根据权利要求1所述的高压球阀轴半圆槽加工夹具,其特征在于:所述工作台与所述定位体通过压板连接;所述压板具有供所述三爪穿过的通孔,所述压板通过t型螺钉固定在所述工作台上,且所述压板水平段的下端面与所述三爪卡盘的上端面相抵压紧。
技术总结
本实用新型涉及高压球阀轴半圆槽加工夹具,包括轴,其一端截面为方形的第一端,另一端为延其轴线方向开设有四个半圆槽的第二端;定位体,其中部开设有供第一端插入的定位孔,其一侧铣处有找正面,所找正面平行于第一端的其中一平面;三爪卡盘,其固定在定位体上,其中部供轴穿过;三爪,其活动设置在三爪卡盘上,并适于夹紧轴。工作台,其位于定位体下方,且与定位体可拆卸固定连接;将轴的一端插入定位孔中,三爪将轴与定位体固定,找正面平行第一端其中一端面,将找正面处于水平或者竖直状态时,便能实现第二端的准确定位,实现轴的定位夹持。实现轴的定位夹持。实现轴的定位夹持。
技术研发人员:秦新文 常占东 贾华 王勇 伍海
受保护的技术使用者:吴忠仪表有限责任公司
技术研发日:2021.09.17
技术公布日:2022/1/21