1.本技术涉及机械技术领域,尤其涉及一种用于掩护梁修复用的镗孔机。
背景技术:
2.在液压支架大修期间,液压支架的掩护梁与四连杆连接部位的铰接孔磨损严重,需要堆焊后镗削加工,一般的加工工艺是:将堆焊后的掩护梁运到有大平台的车间,在大平台上对掩护梁进行立体划线,在运到大型的落地镗床上,按所画孔的位置找正紧固,然后镗削加工。在镗床上镗削液压支架掩护梁铰接孔的缺陷是:加工工序繁琐复杂,需要在各车间,各工位之间频繁的吊装转运,找正、划线难度大,需要在三维空间内保证铰接孔的垂直度,镗刀杆悬臂长,不适合于高效的强力镗削,镗削周期长,延长了液压支架的检修时间。
技术实现要素:
3.本技术的目的是提供一种结构简单、找正准确、镗削精度高的镗孔机。
4.为了实现上述至少之一的目的,本技术提供了一种用于掩护梁修复用的镗孔机,包括:机架,所述机架用于安装在所述掩护梁上;定位筒,所述定位筒设置在所述机架上,用于通过所述掩护梁上的安装孔与所述掩护梁固定连接;镗杆,所述镗杆设置在所述机架上,并能够相对于所述机架转动,所述镗杆上设置有多个镗刀,所述镗杆的轴线与所述定位筒的轴线相平行,所述镗杆用于穿过所述掩护梁上的被加工孔;驱动装置,所述驱动装置固定在所述机架上,并与所述镗杆的一端连接,用于驱动所述镗杆的转动;进给装置,所述进给装置与所述镗杆的另一端连接,并与所述镗杆可转动连接,用于沿所述镗杆的轴向带动所述镗杆移动;调整装置,所述调整装置设置在所述机架上,用于沿所述镗杆的径向调节所述镗杆的位置;以及锁合装置,所述锁合装置设置在所述机架上,用于与所述掩护梁相锁合。
5.在其中的一些实施例中,所述驱动装置包括:导向轴,所述导向轴的一端与所述镗杆相插接,且导向轴与所述镗杆至少部分相重叠,所述镗杆能够沿所述导向轴的轴向移动;限位件,所述限位件设置在所述导向轴与所述镗杆之间,用于限制所述镗杆相对于所述导向轴的轴向转动;以及液压马达,所述液压马达与所述导向轴连接,用于带动所述导向轴转动。
6.在其中的一些实施例中,所述导向轴包括:盲孔段,所述盲孔段与所述液压马达的输出轴固定连接,且所述输出轴插入所述盲孔段内;以及导向段,所述导向段插入所述镗杆的连接孔内,所述导向段上设置有导向槽,且所述导向槽沿所述导向段的轴向设置,所述限位件位于所述导向槽内,并与所述镗杆固定连接,所述限位件能够在所述导向槽内滑动。
7.在其中的一些实施例中,所述进给装置包括:固定架,所述固定架用于固定在所述掩护梁的侧护板上;第一轴承,所述第一轴承包括内圈、滚动部及外圈,所述第一轴承位于所述镗杆的固定孔内,且所述外圈与所述镗杆固定连接;以及丝杠,所述丝杠包括螺杆及丝母,所述丝母固定在所述固定架上,所述螺杆穿过所述丝母后与所述内圈固定连接,所述丝杠用于带动镗杆沿所述镗杆的轴向移动。
8.在其中的一些实施例中,所述丝母上设置有环形凹槽,且所述环形凹槽的槽底对应设置有两个配合平面;所述固定架包括:连接部,所述连接部用于固定在所述掩护梁的侧护板上;以及固定部,所述固定部与所述连接部连接,且所述固定部上设置有通槽,两个所述配合平面能够与所述通槽的槽壁相干涉。
9.在其中的一些实施例中,所述机架上设置有两个第二轴承,所述镗杆的两端分别与所述第二轴承连接。
10.在其中的一些实施例中,所述定位筒上套设有轴向卡紧套,所述轴向卡紧套用于固定在所述掩护梁上的安装孔内。
11.在其中的一些实施例中,所述轴向卡紧套包括第一定位套及第二定位套,所述第一定位套卡接在所述机架与所述定位筒之间,所述第二定位套用于卡接所述掩护梁与所述定位筒之间。
12.在其中的一些实施例中,所述机架上设置有安装板,所述安装板上设置有螺纹孔,所述调整装置包括多个第一顶丝,所述第一顶丝旋入所述螺纹孔内,并抵压在所述镗杆上。
13.在其中的一些实施例中,所述锁合装置包括多个第二顶丝,多个所述第二顶丝旋入所述机架后用于抵压在所述掩护梁上。
14.本技术的上述技术方案具有如下优点:
15.1.镗孔机通过定位筒固定在掩护梁的安装孔上,即定位筒是利用掩护梁上原始未磨损的安装孔为定位基准,由于镗杆到安装孔的距离是固定不变的,且镗杆始终与保持定位筒保持平行状态,使被加工孔与安装孔能够保持三维空间定义的平行度,使所有镗削后的掩护梁都能够顺利的被装配在液压支架上。
16.2.通过调整装置沿镗杆的径向调整镗杆的位置,使镗杆的轴线与需要被加工孔的轴线重叠同心,再通过锁合装置将机架与掩护梁锁合,以完成了镗杆的找准步骤,上述找准过程操作简单、且精准度高,不需要其他定位操作就能对被加工孔实施准确的镗削加工。
17.3.驱动装置及进给装置分别设置在镗杆的两端,使镗杆具有较长的长度,对掩护梁上的四连杆铰接孔一次进行加工,避免了需要镗削多个被加工孔时需要多次加工的情况,从而降低了生产周期,相应缩短了检修周期。
18.4.通过调整装置沿镗杆的径向调整镗杆的位置,使镗杆的轴线与需要被加工孔的轴线重叠同心,再通过锁合装置将机架与掩护梁锁合,以完成了镗杆的找准步骤,上述找准过程操作简单、且精准度高。
附图说明
19.本技术的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,另外,本技术附图仅为说明目的提供,图中各部件的比例与数量不一定与实际产品一致。其中:
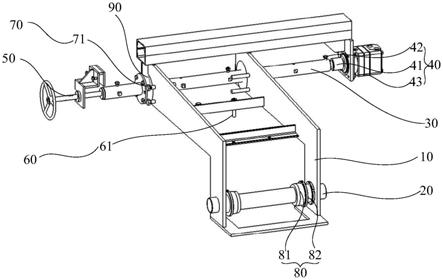
20.图1是本技术所述镗孔机的结构示意图;
21.图2是图1所示镗孔机与掩护梁配合的结构示意图;
22.图3是本技术所述机架的结构示意图;
23.图4是本技术所述导向轴的结构示意图;
24.图5是本技术所述镗杆的剖视结构示意图;
25.图6是本技术所述进给装置的分解结构示意图。
26.其中,图1至图6的附图标记与部件名称之间的对应关系为:
27.镗孔机100,机架10,横梁11,直角板12,u形板13,角钢14,马达板15,通孔16,定位筒20,镗杆30,连接孔31,固定孔32,驱动装置40,导向轴41,盲孔段411,导向段412,导向槽413,限位件42,液压马达43,进给装置50,固定架51,连接部511,固定部512,通槽513,第一轴承52,丝杠53,螺杆531,丝母532,环形凹槽533,压盖54,调整装置60,第一顶丝61,锁合装置70,第二顶丝71,轴向卡紧套80,第一定位套81,第二定位套82,第二轴承90,掩护梁200。
具体实施方式
28.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术的一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本技术保护的范围。
29.下述讨论提供了本技术的多个实施例。虽然每个实施例代表了申请的单一组合,但是本技术不同实施例可以替换,或者合并组合,因此本技术也可认为包含所记载的相同和/或不同实施例的所有可能组合。因而,如果一个实施例包含a、b、c,另一个实施例包含b和d的组合,那么本技术也应视为包括含有a、b、c、d的一个或多个所有其他可能的组合的实施例,尽管该实施例可能并未在以下内容中有明确的文字记载。
30.在下面的描述中阐述了很多具体细节以便于充分理解本技术,但是,本技术还可以采用其他不同于在此描述的其他方式来实施,因此,本技术的保护范围并不受下面公开的具体实施例的限制。
31.如图1至图6所示,本技术提供的用于掩护梁200修复用的镗孔机100,包括:机架10、定位筒20、镗杆30、驱动装置40、进给装置50、调整装置60以及锁合装置70。
32.如图2所示,机架10用于安装在掩护梁200上。如图3所示,机架10包括横梁11、两个直角板12、u形板13、角钢14以及马达板15。两个直角板12分别与横梁11连接,镗杆30分别穿过两个直角板12的一端,并与直角板12可转动连接,直角板12的另一端设置有用于与定位筒20连接的通孔16。u形板13分别与两个直角板12的另一端连接,用于将两个直角板12连接在一起。两个直角板12之间支撑有多个角钢14,马达板15用于固定驱动装置40。
33.定位筒20设置在机架10上,用于通过掩护梁200上的安装孔与掩护梁200固定连接。
34.镗杆30设置在机架10上,并能够相对于机架10转动,镗杆30上设置有多个镗刀,镗杆30的轴线与定位筒20的轴线相平行,镗杆30用于穿过掩护梁200上的被加工孔。
35.驱动装置40固定在机架10上,并与镗杆30的一端连接,用于驱动镗杆30的转动。
36.进给装置50与镗杆30的另一端连接,并与镗杆30可转动连接,用于沿镗杆30的轴向带动镗杆30移动。
37.调整装置60设置在机架10上,用于沿镗杆30的径向调节镗杆30的位置。
38.锁合装置70设置在机架10上,用于与掩护梁200相锁合。
39.本技术提供的镗孔机100,通过定位筒20固定在掩护梁200的安装孔上,即定位筒20是利用掩护梁200上原始未磨损的安装孔为定位基准,由于镗杆30到安装孔的距离是固
定不变的,且镗杆30始终与保持定位筒20保持平行状态,使被加工孔与安装孔能够保持三维空间定义的平行度,使所有镗削后的掩护梁200都能够顺利的被装配在液压支架上。通过调整装置60沿镗杆30的径向调整镗杆30的位置,使镗杆30的轴线与需要被加工孔的轴线重叠同心,再通过锁合装置70将机架10与掩护梁200锁合,以完成了镗杆30的找准步骤,上述找准过程操作简单、且精准度高,不需要其他定位操作就能对被加工孔实施准确的镗削加工。驱动装置40及进给装置50分别设置在镗杆30的两端,使镗杆30具有较长的长度,对掩护梁200上的四连杆铰接孔一次进行加工,避免了需要镗削多个被加工孔时需要多次加工的情况,从而降低了生产周期,相应缩短了检修周期。通过调整装置60沿镗杆30的径向调整镗杆30的位置,使镗杆30的轴线与需要被加工孔的轴线重叠同心,再通过锁合装置70将机架10与掩护梁200锁合,以完成了镗杆30的找准步骤,上述找准过程操作简单、且精准度高。
40.如图1所示,在本技术的一个实施例中,驱动装置40包括:导向轴41、限位件42以及液压马达43。
41.导向轴41的一端与镗杆30相插接,且导向轴41与镗杆30至少部分相重叠,镗杆30能够沿导向轴41的轴向移动。
42.限位件42设置在导向轴41与镗杆30之间,用于限制镗杆30相对于导向轴41的轴向转动。限位件42可为螺钉。
43.液压马达43与导向轴41连接,用于带动导向轴41转动。
44.油泵站通过高压胶管与液压马达43连接,用于向液压马达43输送液压油以使液压马达43工作,液压马达43带动镗杆30转动,以使镗杆30上的镗刀对被加工孔进行镗削。导向轴41与镗杆30通过限位件42的限制作用,能够保证液压马达43通过导向轴41带动镗杆30旋转,另外,由于镗杆30能够沿导向轴41的轴向移动,通过进给装置50带动镗杆30沿镗杆30的轴向运动时,镗杆30与导向轴41之间的相对位置发生改变。
45.如图4所示,在本技术的一个实施例中,导向轴41包括:盲孔段411以及导向段412。
46.盲孔段411与液压马达43的输出轴固定连接,且输出轴插入盲孔段411内。
47.如图1、图4和图5所示,导向段412插入镗杆30的连接孔31内,导向段412上设置有导向槽413,且导向槽413沿导向段412的轴向设置,限位件42位于导向槽413内,并与镗杆30固定连接,限位件42能够在导向槽413内滑动。
48.盲孔段411设置有孔键槽,液压马达43的输出轴上设置有连接键,连接键卡入孔键槽以保证输出轴与导向轴41之间的动力传输。导向段412插入镗杆30的连接孔31内,并通过限位件42的限制作用,能够保证液压马达43通过导向轴41带动镗杆30旋转,当通过进给装置50带动镗杆30沿镗杆30的轴向运动时,导向段412在连接孔31内移动,即改变导向段412与镗杆30之间的重叠长度。
49.如图6所示,在本技术的一个实施例中,进给装置50包括:固定架51、第一轴承52以及丝杠53。
50.固定架51用于固定在掩护梁200的侧护板上。
51.第一轴承52包括内圈、滚动部及外圈,第一轴承52位于镗杆30的固定孔32内,且外圈与镗杆30固定连接。第一轴承52通过压盖54固定在固定孔32内,压盖54压在外圈上,压盖54防止了第一轴承52轴向上的窜动。
52.丝杠53包括螺杆531及丝母532,丝母532固定在固定架51上,螺杆531穿过丝母532
后与内圈固定连接,丝杠53用于带动镗杆30沿镗杆30的轴向移动。螺杆531穿过压盖54后与内圈连接,且螺杆531与压盖54可转动连接。
53.螺杆531上设置有手轮,操作者通过旋转手轮从而使螺杆531相对于丝母532转动,使螺杆531沿镗杆30的轴线运动,螺杆531带动镗杆30沿镗杆30的轴向运动,以对被加工孔的轴向进行充分的镗削。当通过镗杆30对孔进行加工时,由于镗杆30与螺杆531之间设置有第一轴承52,所以螺杆531相对于螺杆531不转动。
54.如图6所示,在本技术的一个实施例中,丝母532上设置有环形凹槽533,且环形凹槽533的槽底对应设置有两个配合平面。
55.固定架51包括:连接部511以及固定部512。
56.连接部511用于固定在掩护梁200的侧护板上。
57.固定部512与连接部511连接,且固定部512上设置有通槽513,两个配合平面能够与通槽513的槽壁相干涉。
58.丝母532通过环形凹槽533卡入通槽513内,由于配合平面的设置,丝母532无法相对于固定部512转动,上述固定结构简单,且能够有效地将丝母532固定。
59.如图1所示,在本技术的一个实施例中,机架10上设置有两个第二轴承90,镗杆30的两端分别与第二轴承90连接。
60.镗杆30通过两个第二轴承90固定,避免了镗杆30一端悬空容易出现窜动的情况,即避免了镗杆30出现悬臂的情况,从而保证了镗杆30的轴线始终与被加工孔的轴线始终重叠,在镗削的过程中,可以实现强力镗削,以对被加工孔的轴向进行充分镗削,保证了镗削的精准度。
61.如图1所示,在本技术的一个实施例中,定位筒20上套设有轴向卡紧套80,轴向卡紧套80用于固定在掩护梁200上的安装孔内。在本技术的一个具体实施例中,轴向卡紧套80包括第一定位套81及第二定位套82,第一定位套81卡接在机架10与定位筒20之间,第二定位套82用于卡接掩护梁200与定位筒20之间。
62.定位筒20通过第一定位套81及第二定位套82将机架10与掩护梁200固定,保证了定位筒20的轴线与安装孔的轴线重叠同心,再通过调整装置60沿镗杆30的径向调整镗杆30的位置,使镗杆30的轴线与需要被加工孔的轴线重叠同心,再通过锁合装置70将机架10与掩护梁200锁合,以完成了镗杆30的找准步骤,上述找准过程操作简单、且精准度高。
63.如图1所示,在本技术的一个实施例中,机架10上设置有安装板,安装板上设置有螺纹孔,调整装置60包括多个第一顶丝61,第一顶丝61旋入螺纹孔内,并抵压在镗杆30上。
64.通过旋转第一顶丝61沿镗杆30的径向向镗杆30施加压力,从而沿镗杆30的径向调整镗杆30的位置,使镗杆30的轴线与需要被加工孔的轴线重叠同心,保证了镗削的精准度。
65.如图1所示,在本技术的一个实施例中,锁合装置70包括多个第二顶丝71,多个第二顶丝71旋入机架10后用于抵压在掩护梁200上。
66.第二顶丝71的结构简单,操作方便,只需要旋转第二顶丝71使第二顶丝71抵压在掩护梁200上,就可完成机架10与掩护梁200的定位。
67.镗孔机100的具体操作步骤如下:
68.将掩护梁200翻转,使被加工孔和安装孔朝上,用吊车将镗孔机100的主体吊装到掩护梁200上的方,使机架10上用于安装定位筒20的通孔16与安装孔同轴,将定位筒20依次
穿过通孔16、第二定位套82、第一定位套81、安装孔、另一个组的安装孔、第一定位套81、第二定位套82、通孔16,转动两端的第二定位套82,使第二定位套82移向安装孔内,并依靠第二定位套82的锥面与安装孔贴靠严密,定位筒20与掩护梁200的轴向卡紧;转动两端的第一定位套81,使第一定位套81移向通孔16内,并依靠第一定位套81的锥面与通孔16贴靠严密,定位筒20与机架的轴向卡。后紧转动第一顶丝61,通过旋转第一顶丝61沿镗杆30的径向向镗杆30施加压力,从而沿镗杆30的径向调整镗杆30的位置,使镗杆30的轴线与需要被加工孔的轴线重叠同心,完成找正工作。之后紧固多个第二顶丝71,使机架10牢固的固定在掩护梁200上。将镗杆30穿过两套第二轴承的内孔,将镗杆30的一端通过导向轴41与液压马达43连接,镗杆30的一端与螺杆531连接,转动手轮,就可以带动镗杆30往复沿轴向运动;将镗刀装到镗刀孔内,对刀到指定的尺寸,拧紧第三顶丝;接通电源使油泵站运转,带动液压马达43的输出轴转动,并通过导向轴41带动镗杆30和镗刀同时转动,转动手轮,通过螺杆531带动镗杆30轴向移动,带动镗刀进入被加工孔实施镗削。
69.应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本技术。在本技术中,术语“多个”则指两个或两个以上,除非另有明确的限定。在本技术中,术语“第一”、“第二”仅用于描述的目的,而不能理解为指示或暗示相对重要性。术语“安装”、“相连”、“连接”、“固定”等术语均应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或一体地连接;“相连”可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
70.在本说明书的描述中,术语“一个实施例”、“一些实施例”、“具体实施例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或实例。而且,描述的具体特征、结构、材料或特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
71.最后应说明的是:以上实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的精神和范围。