一种igbt封装气动压铆装置
技术领域
1.本发明涉及igbt封装技术领域,具体是一种igbt封装气动压铆装置。
背景技术:
2.压铆工艺的技术在工业生产中已经大规模成熟化的适用于组装工艺,将两个产品通过压铆工艺进行组装装配。igbt模块的封装中需要通过压铆工艺将igbt产品的侧框与铜基板进行组装,实现两者紧密贴合完成组装要求。
3.现有的igbt压铆工艺多数采用人工手动上料铆环至产品,然后通过半自动压铆装置实现产品的压铆。压铆采用多点压铆的方式,压铆所需的动力要求高,压铆的效果一般。若产品铜基板的有一定的弧度时若压铆力不够会出现部分铆环压到位,部分铆环未到位的情况。
技术实现要素:
4.本发明的目的在于提供一种igbt封装气动压铆装置,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种igbt封装气动压铆装置,包括产品上下料搬运机构和铆环上下料搬运机构,所述产品上下料搬运机构和铆环上下料搬运机构相对平行设置,还包括:铆环振动盘分料机构,所述铆环振动盘分料机构设于所述铆环上下料搬运机构一侧,用于使得铆环进行有序的排列出料和单个分料,方便所述铆环上下料搬运机构进行抓取铆环;气动压铆机构,所述气动压铆机构设于所述产品上下料搬运机构和铆环上下料搬运机构之间的中部,用于对铆环和产品进行压合组装;压铆上下料治具负责将未压合的产品以及铆环的横移上料以及压合完成的产品进行横移出料;压铆上下料治具,所述压铆上下料治具设于所述气动压铆机构底侧,用于带动未压合的产品和铆环进行横移上料以及压合完成的产品进行横移出料。
6.作为本发明进一步的方案:所述产品上下料搬运机构包括:升降抓取机构,用于对未压铆的产品或者压铆完成的产品进行升降抓取;横移机构,所述横移机构与所述升降抓取机构连接,用于带动升降抓取机构进行横向移动。
7.作为本发明进一步的方案:所述横移机构包括:支撑架一;导轨一,所述导轨一横向支撑设在所述支撑架一上;滑块一,所述滑块一滑动设在所述导轨中,且所述滑块一与所述升降抓取机构连接;无杆气缸,所述无杆气缸横向支撑设在所述支撑架上,且所述无杆气缸与所述滑
块一连接,用于带动升降抓取机构进行横向移动;其中,所述无杆气缸与滑块一之间的配合采用浮动配合,防止两者安装不平行导致来回移动的过程中憋死。
8.作为本发明进一步的方案:所述升降抓取机构包括:滑台气缸,所述滑台气缸一端与所述滑块一连接;气动手指气缸一,所述气动手指气缸一与所述滑台气缸的另一端连接,用于对未压铆的产品或者压铆完成的产品进行抓取。
9.作为本发明进一步的方案:所述铆环上下料搬运机构包括:支撑架二;搬运伺服模组,所述搬运伺服模组横向支撑设在所述支撑架二上;升降气缸,所述升降气缸一端与所述搬运伺服模组连接;气动手指气缸二,所述气动手指气缸二与升降气缸的另一端连接;其中,所述搬运伺服模组采用云雀品牌的eh8-l10系列型号,其可以通过plc编程增加多个运动点位。
10.作为本发明进一步的方案:所述铆环振动盘分料机构包括:振动盘,所述振动盘通过圆振以及直振的方式将铆环有序的排列出料;分料机构,所述分料机构设在所述振动盘靠近所述气动手指气缸二的一侧,用于对排列的铆环进行单个分料,方便所述铆环上下料搬运机构进行抓取铆环;其中,所述分料机构包括:分料气缸、上顶组件和光纤检测传感器,所述分料气缸与所述上顶组件连接,所述光纤检测传感器与所述上顶组件连接,通过所述分料气缸带动上顶组件向上顶升的方式将直振出料的铆环进行分离,通过所述光纤检测传感器检测铆环直振到料情况,同时所述光纤检测传感器也控制振动盘直振的启动与停止。
11.作为本发明进一步的方案:所述气动压铆机构包括:支撑架三,所述支撑架三设于所述产品上下料搬运机构和铆环上下料搬运机构之间的中部;压铆气缸,所述压铆气缸支撑设在所述支撑架上,且所述压铆气缸的输出端穿过所述支撑架三,且面向所述压铆上下料治具;其中,所述压铆气缸采用smc品牌的sda40系列的气缸。
12.作为本发明进一步的方案:所述压铆上下料治具包括:定位治具,所述定位治具用于对铆环进行预定位,实现产品需要压合的孔位与铆环的同心,移动组件,所述移动组件同时穿过所述支撑架一、支撑架二和支撑架三内侧,所述定位治具支撑设于所述移动组件上,所述移动组件用于带动未压合的产品和铆环进行横移上料以及压合完成的产品进行横移出料。
13.作为本发明进一步的方案:所述定位治具包括:压力传感器;产品支撑板,所述产品支撑板设于所述压力传感器的上端;定位销组件,所述定位销组件设于所述压力传感器的上端;其中,所述定位销组件为浮动式,所述定位销组件内部的底侧设有弹簧。
14.作为本发明进一步的方案:所述压铆气缸的头部设有保护件,所述保护件采用黑色pom的材质加工而成。
15.与现有技术相比,本发明的有益效果是:本发明采用单点压铆,压铆力相对多点压铆的方式所需的压铆力会小很多,本发明采用压铆气缸。本发明采用单点压铆,采用浮动式定位销组件,能最大限度的解决带弧度的产品压铆问题,单点压铆不会出现各铆环压合状态不一致的情况;本发明采用产品以及铆环自动上下料的方式,大大解放了人工,提高压铆效率,保证人工操作安全。
附图说明
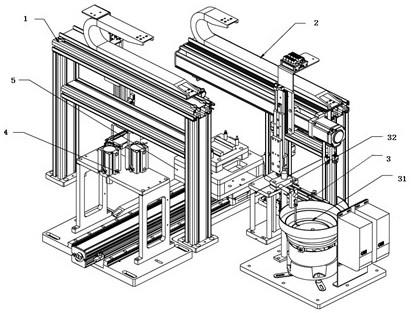
16.图1为一种igbt封装气动压铆装置的结构示意图。
17.图2为一种igbt封装气动压铆装置中产品上下料搬运机构的立体图。
18.图3为一种igbt封装气动压铆装置中铆环上下料搬运机构的立体图。
19.图4为一种igbt封装气动压铆装置中气动压铆机构和压铆上下料治具的立体图。
20.图5为一种igbt封装气动压铆装置中定位治具的立体图。
21.图6为一种igbt封装气动压铆装置中分料机构的立体图。
22.附图标记注释:1-产品上下料搬运机构、11-升降抓取机构、111-滑台气缸、112-气动手指气缸一、12-横移机构、121-支撑架一、122-导轨一、123-滑块一、124-无杆气缸、2-铆环上下料搬运机构、21-支撑架二、22-搬运伺服模组、23-升降气缸、24-气动手指气缸二、3-铆环振动盘分料机构、31-振动盘、32-分料机构、321-分料气缸、322-上顶组件、323-光纤检测传感器、4-气动压铆机构、41-支撑架三、42-压铆气缸、43-保护件、5-压铆上下料治具、51-定位治具、511-压力传感器、512-产品支撑板、513-定位销组件、52-移动组件。
具体实施方式
23.作为本发明的一种实施例,请参阅图1:一种igbt封装气动压铆装置,包括产品上下料搬运机构1和铆环上下料搬运机构2,所述产品上下料搬运机构1和铆环上下料搬运机构2相对平行设置,还包括:铆环振动盘分料机构3,所述铆环振动盘分料机构3设于所述铆环上下料搬运机构2一侧,用于使得铆环进行有序的排列出料和单个分料,方便所述铆环上下料搬运机构2进行抓取铆环;气动压铆机构4,所述气动压铆机构4设于所述产品上下料搬运机构1和铆环上下料搬运机构2之间的中部,用于对铆环和产品进行压合组装;压铆上下料治具5负责将未压合的产品以及铆环的横移上料以及压合完成的产品进行横移出料;压铆上下料治具5,所述压铆上下料治具5设于所述气动压铆机构4底侧,用于带动未压合的产品和铆环进行横移上料以及压合完成的产品进行横移出料。
24.作为本发明的一种实施例,请参阅图2:所述产品上下料搬运机构1包括:升降抓取机构11,用于对未压铆的产品或者压铆完成的产品进行升降抓取;横移机构12,所述横移机构12与所述升降抓取机构11连接,用于带动升降抓取机构11进行横向移动。
25.作为本发明的一种实施例,请参阅图2:所述横移机构12包括:
支撑架一121;导轨一122,所述导轨一122横向支撑设在所述支撑架一121上;滑块一123,所述滑块一123滑动设在所述导轨中,且所述滑块一123与所述升降抓取机构11连接;无杆气缸124,所述无杆气缸124横向支撑设在所述支撑架上,且所述无杆气缸124与所述滑块一123连接,用于带动升降抓取机构11进行横向移动;其中,所述无杆气缸124与滑块一123之间的配合采用浮动配合,防止两者安装不平行导致来回移动的过程中憋死。
26.通过所述无杆气缸124带动升降抓取机构11进行横向移动,通过所述导轨一122进行导向。
27.作为本发明的一种实施例,请参阅图2:所述升降抓取机构11包括:滑台气缸111,所述滑台气缸111一端与所述滑块一123连接;气动手指气缸一112,所述气动手指气缸一112与所述滑台气缸111的另一端连接,用于对未压铆的产品或者压铆完成的产品进行抓取。
28.通过所述滑台气缸111带动气动手指气缸一112进行上下移动,通过所述气动手指气缸一112对未压铆的产品或者压铆完成的产品进行抓取。
29.作为本发明的一种实施例,请参阅图3:所述铆环上下料搬运机构2包括:支撑架二21;搬运伺服模组22,所述搬运伺服模组22横向支撑设在所述支撑架二21上;升降气缸23,所述升降气缸23一端与所述搬运伺服模组22连接;气动手指气缸二24,所述气动手指气缸二24与升降气缸23的另一端连接;其中,所述搬运伺服模组22采用云雀品牌的eh8-l10系列型号,其可以通过plc编程增加多个运动点位。
30.通过所述搬运伺服模组22可带动所述升降气缸23进行水平移动,所述升降气缸23带动所述气动手指气缸二24进行上下移动,通过所述气动手指气缸二24抓取铆环。
31.作为本发明的一种实施例,请参阅图1和图6:所述铆环振动盘分料机构3包括:振动盘31,所述振动盘31通过圆振以及直振的方式将铆环有序的排列出料;分料机构32,所述分料机构32设在所述振动盘31靠近所述气动手指气缸二24的一侧,用于对排列的铆环进行单个分料,方便所述铆环上下料搬运机构2进行抓取铆环;其中,所述分料机构32包括:分料气缸321、上顶组件322和光纤检测传感器323,所述分料气缸321与所述上顶组件322连接,所述光纤检测传感器323与所述上顶组件322连接,通过所述分料气缸321带动上顶组件322向上顶升的方式将直振出料的铆环进行分离,通过所述光纤检测传感器323检测铆环直振到料情况,同时所述光纤检测传感器323也控制振动盘31直振的启动与停止。
32.作为本发明的一种实施例,请参阅图5:所述气动压铆机构4包括:支撑架三41,所述支撑架三41设于所述产品上下料搬运机构1和铆环上下料搬运机构2之间的中部;压铆气缸42,所述压铆气缸42支撑设在所述支撑架上,且所述压铆气缸42的输出端穿过所述支撑架三41,且面向所述压铆上下料治具5;
其中,所述压铆气缸42采用smc品牌的sda40系列的气缸。
33.通过所述压铆气缸42将移动到所述支撑架三41内侧的产品与铆环压合在一起。
34.作为本发明的一种实施例,请参阅图4:所述压铆上下料治具5包括:定位治具51,所述定位治具51用于对铆环进行预定位,实现产品需要压合的孔位与铆环的同心,移动组件52,所述移动组件52同时穿过所述支撑架一121、支撑架二21和支撑架三41内侧,所述定位治具51支撑设于所述移动组件52上,所述移动组件52用于带动未压合的产品和铆环进行横移上料以及压合完成的产品进行横移出料。
35.作为本发明的一种实施例,请参阅图5:所述定位治具51包括:压力传感器511;产品支撑板512,所述产品支撑板512设于所述压力传感器511的上端;定位销组件513,所述定位销组件513设于所述压力传感器511的上端;其中,所述定位销组件513为浮动式,所述定位销组件513内部的底侧设有弹簧。
36.通过铆环上下料搬运机构2将铆环放置在所述定位销组件513之间,通过所述定位销组件513对铆环进行预定位,然后通过产品上下料搬运机构1将产品放置在所述产品支撑板512上,t通过采用浮动式定位销,可最大限度的减少因为产品自身的弧度原因导致压合不到位的情况存在。
37.作为本发明的一种实施例,请参阅图6:所述压铆气缸42的头部设有保护件43,所述保护件43采用黑色pom的材质加工而成;此材质的硬度相对产品的铜基板底板要小,在完成压铆的同时也不会对产品表面进行划伤,影响产品的品质。
38.工作原理:通过所述振动盘31通过圆振以及直振的方式将铆环有序的排列出料,通过所述分料气缸321带动上顶组件322向上顶升的方式将直振出料的铆环进行分离,通过所述光纤检测传感器323检测铆环直振到料情况,同时所述光纤检测传感器323也控制振动盘31直振的启动与停止;然后通过所述铆环上下料搬运机构2将分离出的单个铆环抓取到所述定位治具51上;然后通过所述产品上下料搬运机构1将产品抓取移动到所述定位治具51上,通过所述移动组件52带动定位治具51移动到所述气动压铆机构4处,通过所述气缸将移动到所述支撑架三41内侧的产品与铆环压合在一起;然后通过所述移动机构将压合完成的产品进行移动出料。