1.本实用新型涉及工装夹具领域,具体讲是一种自动液压零点定位系统。
背景技术:
2.传统的铣床加工在装夹时基本上都是采用压板式进行装夹,该装夹方式不仅效率底,而且还会造成加工材料的浪费。同时,压板式的装夹方式需要根据产品的尺寸进行装夹位置的改变,每次更换坯料后,装夹的结构的位置也会发生改变,难以统一,当坯料需要多次装夹,并切换装夹位置时,才能完成整体的坯料加工,而在多次定位装夹过程中,就容易造成二次加工的偏差,从而影响成品质量。
3.而且装夹的人员不同对坯料的夹紧力度也有所不同,及压板容易出现变形等原因造成坯料装夹处变形或者下压力不够的情况,使得加工过程中出现工件松动造成报废。在夹具多次使用后,其装夹强度也会下降,在装夹过程中,若用力过猛或者在加工过程中,扭矩过大,都容易造成夹具的损坏,容易造成操作人员受伤。
4.报废后的夹具也只能作为废品处理,不符合现在我国的环保政策。
技术实现要素:
5.本实用新型所要解决的技术问题是:避免装夹的材料浪费、保证二次定位的精准度、保证装夹时力度的稳定性、适用于不同尺寸坯料夹持的一种自动液压零点定位系统。
6.本实用新型解决上述问题所采用的技术方案为:一种自动液压零点定位系统,包括工作台,横向液压定位组件和纵向液压定位组件,所述横向液压定位组件固定连接在工作台上用于从横向固定坯料,所述纵向液压定位组件固定连接在工作台上用于从纵向固定坯料。
7.与现有技术相比,本实用新型的优点在于:采用对坯料的横向与纵向进行装夹,避免了压板式装夹的方式,可以将坯料的上表面完全展露出来进行加工,从而避免了因为装夹产生的坯料浪费,再通过横向液压定位组件和纵向液压定位组件固定连接在工作台上的特点,通过横向液压定位组件和纵向液压定位组件进行二次定位时,更容易保证二次定位的准确性,不像压板式装夹,没有固定的定位基准,容易造成二次装夹加工的偏差,最后通过液压系统来保证装夹的力度,避免力度过大出现坯料变形或者力度偏小,装夹力度不足的情况,保证加工的高质量,同时,通过横向液压定位组件和纵向液压定位组件的设计,可以实现不同尺寸坯料的夹持,使设备适用性更广。
8.作为本实用新型的一种改进,所述横向液压定位组件包括至少一个横向定位块和至少一个横向定位液压缸,所述横向定位块固定连接在工作台的横向的一侧,所述横向定位液压缸固定连接在工作台横向的另一侧,所述坯料横向的一侧与横向定位块相抵,所述坯料横向的另一侧与横向定位液压缸的伸缩杆相抵,通过所述改进,实现对坯料的横向定位。
9.作为本实用新型的还有一种改进,所述横向定位液压缸固定连接在横向移动座
上,所述横向移动座设有横向连接槽,所述工作台上设有安装槽,所述横向连接槽与安装槽通过紧固件可调节连接,通过所述改进,实现横向定位液压缸的可调性,便于伸缩标的装夹时避让需要加工的区域,在二次装夹定位时,也不用担心坯料的偏移,保证加工的准确性。
10.作为本实用新型的还有一种改进,所述横向定位块设有多个沿着不同纵向方向设置的固定孔,所述横向定位块通过多个固定孔固定连接在工作台上,通过所述改进,可以保证横向定位块与坯料相抵时,横向定位块与坯料相抵面的平整性,避免横向定位块倾斜,从而保证横向定位块作为基准的高精确性。
11.作为本实用新型的还有一种改进,所述横向定位块与坯料相抵的一侧设有避让斜面,通过所述改进,对坯料的加工面进行避让,避免在对坯料加工时,损坏横向定位块。
12.作为本实用新型的还有一种改进,所述纵向液压定位组件包括至少一个纵向定位块和至少一个纵向定位液压缸,所述纵向定位块固定连接在工作台的纵向的一侧,多个所述纵向定位液压缸固定连接在工作台纵向的另一侧,所述坯料纵向的一侧与纵向定位块相抵,所述坯料纵向的另一侧与纵向定位液压缸的伸缩杆相抵,通过所述改进,实现对坯料的纵向定位。
13.作为本实用新型的还有一种改进,所述纵向定位液压缸固定连接在纵向移动座上,所述纵向移动座设有纵向连接槽,所述工作台上设有安装槽,所述纵向连接槽与安装槽通过紧固件可调节连接,通过所述改进,实现纵向定位液压缸的可调性,便于伸缩标的装夹时避让需要加工的区域,在二次装夹定位时,也不用担心坯料的偏移,保证加工的准确性。
14.作为本实用新型的还有一种改进,所述纵向定位块设有多个沿着不同横向方向设置的固定孔,所述纵向定位块通过多个固定孔固定连接在工作台上,通过所述改进,可以保证纵向定位块与坯料相抵时,纵向定位块与坯料相抵面的平整性,避免纵向定位块倾斜,从而保证纵向定位块作为基准的高精确性。
15.作为本实用新型的还有一种改进,所述纵向定位块与坯料相抵的一侧设有避让斜面,通过所述改进,对坯料的加工面进行避让,避免在对坯料加工时,损坏纵向定位块。
16.作为本实用新型的还有一种改进,横向液压定位组件和纵向液压定位组件均与控制面板电连接,通过所述改进,通过控制面板来控制液压定位组件和纵向液压定位组件的装夹力度,从而保证装夹的稳定性。
附图说明
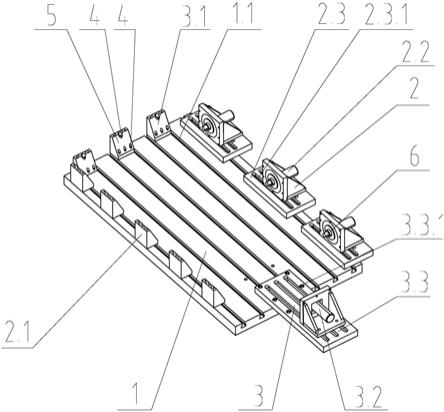
17.图1是本实用新型整体结构示意图(去控制面板)。
18.图中所示:1、工作台,1.1、安装槽,2、横向液压定位组件,2.1、横向定位块,2.2、横向定位液压缸,2.3、横向移动座,2.3.1、横向连接槽,3、纵向液压定位组件,3.1、纵向定位块,3.2、纵向定位液压缸,3.3、纵向移动座,3.3.1、纵向连接槽,4、固定孔,5、避让斜面,6、伸缩杆。
具体实施方式
19.下面结合附图对本实用新型的实施例作进一步描述。
20.如图1所示,一种自动液压零点定位系统,包括工作台1,横向液压定位组件2和纵向液压定位组件3,所述横向液压定位组件2固定连接在工作台1上用于从横向固定坯料,所
述纵向液压定位组件3固定连接在工作台1上用于从纵向固定坯料。
21.所述横向液压定位组件2包括五个横向定位块2.1和三个横向定位液压缸2.2,所述横向定位块2.1固定连接在工作台1的横向的一侧,所述横向定位液压缸2.2固定连接在工作台1横向的另一侧,所述坯料横向的一侧与横向定位块2.1相抵,所述坯料横向的另一侧与横向定位液压缸2.2的伸缩杆6相抵,所述横向定位液压缸2.2固定连接在横向移动座2.3上,所述横向移动座2.3设有横向连接槽2.3.1,所述工作台1上设有安装槽1.1,所述横向连接槽2.3.1与安装槽1.1通过紧固件可调节连接,所述横向定位块2.1设有多个沿着不同纵向方向设置的固定孔4,所述横向定位块2.1通过多个固定孔4固定连接在工作台1上,所述横向定位块2.1与坯料相抵的一侧设有避让斜面5,部分固定孔4设于避让斜面5上。
22.所述纵向液压定位组件3包括三个纵向定位块3.1和一个纵向定位液压缸3.2,所述纵向定位块3.1固定连接在工作台1的纵向的一侧,多个所述纵向定位液压缸3.2固定连接在工作台1纵向的另一侧,所述坯料纵向的一侧与纵向定位块3.1相抵,所述坯料纵向的另一侧与纵向定位液压缸3.2的伸缩杆6相抵,所述纵向定位液压缸3.2固定连接在纵向移动座3.3上,所述纵向移动座3.3设有纵向连接槽3.3.1,所述工作台1上设有安装槽1.1,所述纵向连接槽3.3.1与安装槽1.1通过紧固件可调节连接,所述纵向定位块3.1设有多个沿着不同横向方向设置的固定孔4,所述纵向定位块3.1通过多个固定孔4固定连接在工作台1上,所述纵向定位块3.1与坯料相抵的一侧设有避让斜面5,,部分固定孔4设于避让斜面5上。
23.横向液压定位组件2和纵向液压定位组件3均与控制面板电连接,控制面板控制横向定位液压缸2.2和纵向定位液压缸3.2的装夹力度。
24.当横向定位液压缸2.2和纵向定位液压缸3.2与坯料加工区域干涉时,可以通过先将未干涉区域进行加工,而后将控制横向定位液压缸2.2和纵向定位液压缸3.2调节到已经加工完成的区域进行装夹,再来加工原装夹区域,从而避免了加工干涉的情况,该二次定位装夹的精度仍然很高。
25.以上仅就本实用新型的最佳实施例作了说明,但不能理解为是对权利要求的限制。本实用新型不仅局限于以上实施例,其具体结构允许有变化。凡在本实用新型独立权利要求的保护范围内所作的各种变化均在本实用新型保护范围内。