1.本实用新型涉及支撑剂制备领域,具体为一种大尺寸支撑剂胚体自动制备装置。
背景技术:
2.随着国内石油与天然气勘探开发的不断发展,非常规油气、超深储层等开发难度高的领域逐渐成为石油工作者研究的重点,这对水力压裂技术提出了更高的要求,而支撑剂作为水力压裂关键组成部分也面临着重大挑战。为提高在裂缝中输送时的性能,支撑剂材料的表面改性逐渐成为新型多功能支撑剂研究的热点,但一般支撑剂颗粒粒径处于0.104mm~0.840mm的小尺度,难以便捷对单颗粒表面性能进行测试表征。
技术实现要素:
3.本实用新型的目的是,针对材料表面性能难以便捷测试表征的问题,提出一种大尺寸圆柱支撑剂胚体的自动制备装置。
4.本实用新型解决其技术问题所采取的技术方案是:一种大尺寸支撑剂胚体自动制备装置,包括封装单元、动力单元、运动单元、投出料单元元和自动控制单元。
5.进一步的,所述封装单元包括方形外壳、盛料筒和平板定型模具,所述方形外壳为空心六面体,是整个装置的外壳,承载装置大部分单元和部件,所述盛料筒为空心圆柱体,立于方形外壳内右下方,对支撑剂胚体原料进行封装,所述平板定型模具水平为椭圆形平板,置于旋转杆柱上,其两端含圆形孔眼能够对支撑剂胚体原料进行定型;
6.进一步的,所述动力单元包括油压泵和电机,所述油压泵位于方形外壳外部,为压力杆柱的上下移动提供动力,所述电机位于旋转杆右侧,为旋转杆柱的旋转提供动力;
7.进一步的,投出料单元包括投料漏斗和出料圆筒,所述投料漏斗嵌于盛料筒侧面,与其内部相连通,用于支撑剂胚体原料进料,所述出料圆筒位于方形外壳内左下部,用于收纳被压力杆柱从平板定型模具左边圆形孔眼中挤压出来的支撑剂胚体;
8.进一步的,所述运动单元包括3个压力杆柱和1个旋转杆柱,均为圆柱体,所述压力杆柱分别位于盛料筒内、盛料筒上方以及出料圆筒上方,可在油压泵的作用下进行上下移动传递压力,对支撑剂胚体进行挤压,所述旋转杆柱位于盛料筒和出料圆筒中间位置,可在电机的作用下带动平板定型模具在水平方向进行180
°
转动,完成进圆形孔眼的转换;
9.进一步的,所述自动控制单元包括压力传感器和远程控制器,所述压力传感器位于盛料筒和压力杆柱下方,收集并传递压力数据传递给远程控制器,所述远程控制器接收并处理压力传感器传递的压力数据,控制油压泵以及电机的运作情况。
10.实施本实用新型的大尺寸支撑剂胚体自动制备装置,具有以下有益效果:
11.1、本实用新型配套有含大尺寸圆形孔眼的平板定型模具,能够制备大尺寸圆柱体支撑剂以供实验室便捷测试支撑剂力学性能和表面特征;
12.2、本实用新型具有模块化设计,环保、自动化程度高,计量准确,采用无线操作,减轻劳动强度,工作时避免了操作人员与机器直接接触,最大限度地保证了操作人员的安全
健康。
附图说明
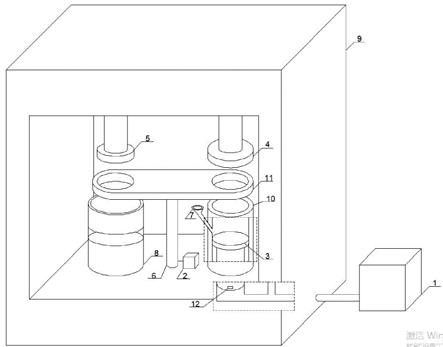
13.图1为本实用新型的整体结构示意图
14.图2为自动控制单元原理示意图
15.图中所示:1-油压泵、2-电机、3-压力杆柱、4-压力杆住、5-压力杆柱、6-旋转杆柱、7-投料漏斗、8-出料圆筒、9-方形外壳、10-盛料筒、11-平板定型模具、12-压力传感器、13-远程控制器。
具体实施方式
16.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合本实用新型中的附图,对本实用新型中的技术方案进行清楚、完整地描述。显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。通常在此附图中描述和示出的本实用新型实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本实用新型的实施例的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表明本实用新型的选定实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的其他所有实施例,都属于本实用新型保护的范围。
17.实施例一
18.请参阅图1和图2,本实用新型提供一种大尺寸支撑剂胚体自动制备装置,包括动力单元、运动单元、投出料单元、封装单元和自动控制单元,所述动力单元包含油压泵1和电机2,所述运动单元包含压力杆柱3、压力杆柱4、压力杆柱5和旋转杆柱6,所述投出料单元包括投料漏斗7和出料圆筒8,所述封装单元包含方形外壳9、盛料筒10和平板定型模具11,所述自动控制单元包含压力传感器12和远程控制器13。
19.在本实施例中,首先通过投料漏斗7向盛料筒中加入支撑剂胚体制备原料,加入足够的支撑剂胚体制备原料后通过远程控制器13设置油压阈值并控制油压泵1和电机2的打开,所述油压泵开始对压力杆柱3、压力杆柱4和压力杆柱5施加压力,使得压力杆柱3向上移动、压力杆柱4和压力杆柱5向下移动,压力杆柱3将其上方的支撑剂胚体原料向上挤入平板定型模具11右端的圆形孔眼中,与向下移动的压力杆柱4共同作用将支撑剂胚体原料按照定型模具挤压成圆柱体形状,压力杆柱5向下运动将平板定型模具11左端的圆形孔眼中上一次定型完成的圆柱体支撑剂胚体向下挤压到出料圆筒8中。
20.所述压力杆柱3向上移动挤压支撑剂胚体时会产生压力波动被其下方的压力传感器12所感应,并将数据信息传递给远程控制器13,当压力达到所设定的阈值时,所述远程控制器13控制油压泵1进行卸压,压力杆柱3向下移动,压力杆柱4和压力杆柱5向上移动,所述远程控制器13控制电机2启动,控制旋转杆柱6带动平板定型模具11在水平方向旋转180
°
,从出料圆筒8中间部位的窗口取出定型完成支撑剂胚体。
21.在本实用新型的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
22.上述结合附图对本实用新型的实施例进行了描述,但是本实用新型并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本实用新型的启示下,在不脱离本实用新型宗旨和权利要求所保护的范围情况下,还可以做出很多形式,这些均属于本实用新型的保护之内。
技术特征:
1.一种大尺寸支撑剂胚体自动制备装置,其特征在于:所述制备装置包括封装单元、动力单元、运动单元、投出料单元和自动控制单元;所述封装单元包括方形外壳、盛料筒和平板定型模具,所述方形外壳为空心六面体,所述盛料筒为空心圆柱体,位于方形外壳内右下部,所述平板定型模具为椭圆形平板,在方形外壳内中间位置,水平置于旋转杆柱上端;所述运动单元包括3个压力杆柱和1个旋转杆柱,压力杆柱和旋转杆柱均为圆柱体,三个压力杆柱分别位于方形外壳内左上、左下和右下部,所述旋转杆柱立于方形外壳下部中间部位;所述动力单元包括油压泵和电机,所述油压泵在方形外壳外部,所述电机位于旋转杆柱右侧;所述投出料单元包括投料漏斗和出料圆筒,所述投料漏斗在盛料筒侧面与其内部连通,所述出料圆筒立于方形外壳内左下部;所述自动控制单元包括压力感应器和远程控制器,所述压力感应器位于盛料筒和压力杆柱下方,方形外壳底盘内部,所述远程控制器为电脑在装置之外。2.根据权利要求1所述的一种大尺寸支撑剂胚体自动制备装置,其特征在于:方形外壳本体内部存在油的流动通道,连接油压泵和3个压力杆柱。3.根据权利要求1所述的一种大尺寸支撑剂胚体自动制备装置,其特征在于:所述平板定型模具为椭圆形平板,两端有大小相同的圆形孔眼。4.根据权利要求1所述的一种大尺寸支撑剂胚体自动制备装置,其特征在于:所述出料圆筒为圆柱体,其上半部分为空心,下半部分为实心,在空心部位下端有半圆弧形切口。
技术总结
本实用新型涉及一种大尺寸支撑剂胚体自动制备装置,包括封装单元、动力单元、运动单元、投出料单元和自动控制单元。所述封装单元包括方形外壳、盛料筒和平板定型模具,用于封装其他装置和支撑剂胚体;所述动力单元包括油压泵和电机,为装置运作提供动力;所述运动单元包括3个压力杆柱和1个旋转杆柱,上下移动和旋转以传递动力;所述投出料单元包括投料漏斗和出料圆筒,用于支撑剂胚体制备过程的加料和出料;所述自动控制单元包括压力感应器和远程控制器,用于感应压力和远程控制装置的运作。本实用新型可自动制备大尺寸圆柱支撑剂,便捷地对支撑剂表面性能进行测试表征,高度自动化及无线操作保证了操作人员的安全。及无线操作保证了操作人员的安全。及无线操作保证了操作人员的安全。
技术研发人员:杨兆中 丁海波 李小刚 廖梓佳 陈浩
受保护的技术使用者:西南石油大学
技术研发日:2021.08.25
技术公布日:2022/1/21