1.本实用新型属于管道焊接技术领域,具体涉及热力管道防形变快速夹持对位焊接装置。
背景技术:
2.热力管网从锅炉房、直燃机房、供热中心等出发,从热源通往建筑物热力入口的供热管道,该类管道在进行加工焊接时,通常将两个管道摆放在台面上,使两个管道对接,在对接位置处进行焊接。
技术实现要素:
3.目前在对管道进行焊接时,有的通过人工方式对管道进行夹持固定,然后在人工进行焊接,该方式不仅不易调节管道的位置,使管道对接不准确,影响焊接的效果,且工作效率低下。本实用新型提供了热力管道防形变快速夹持对位焊接装置,具有使焊接的管道能够快速夹持对位,提高工作的效率,且对接准确,提高了焊接效果的特点。
4.本实用新型提供如下技术方案:热力管道防形变快速夹持对位焊接装置,包括两个工作台,两个工作台之间设有焊接区域,所述焊接区域内设有焊接机构,两个所述工作台顶部均设有定位组件,所述定位组件包括定位板、定位杆和两个固定销,通过两个定位板分别定位管道两端位置,实现定位的功能,且所述工作台两侧均设有夹持组件,所述夹持组件包括气缸、两个连接杆、两个夹持块和两个定位座,用于实现管道快速夹持对位的目的。
5.其中,两个所述固定销均贯穿所述定位板,且所述工作台开设有若干个与所述工作台相对应的固定孔。
6.其中,所述固定座与所述工作台固定连接,所述定位杆与所述固定座滑动连接,所述定位杆一端固定在所述定位板上。
7.其中,所述气缸上固定安装有安装座,所述安装座固定在两个所述工作台上。
8.其中,所述气缸输出端固定连接有连接块,且两个所述连接杆分别固定在所述连接块两侧,所述连接杆为l形状。
9.其中,所述连接杆与所述夹持块螺纹连接,且所述连接杆外壁螺纹连接有用于固定所述夹持块的安装螺母。
10.其中,两个所述定位座分别固定在两个所述工作台顶部,且所述连接杆与所述定位座滑动连接。
11.本实用新型的有益效果是:
12.通过设置的夹持组件包括气缸、两个连接杆、两个夹持块和两个定位座,当在对管道进行焊接时,可以将需要焊接的两个管道分别摆放在两个工作台上,两个定位板可以分别贴合在两个管道的端口位置处,使用固定销对定位板固定,方便两个管道焊接的端口对接,并且由于两个夹持组件分别分布在两个工作台两侧,启动两个气缸,能够使夹持块自动夹持着两个管道,两个气缸的行程一致,使两个管道在夹持的同时能够位于中心位置,使管
道的圆心能够正对着焊接机构,使焊接机构可以自动对管道完成焊接工作,使焊接的管道能够快速夹持对位,提高工作的效率,且对接准确,提高了焊接的效果。
13.该装置中未涉及部分均与现有技术相同或可采用现有技术加以实现。
附图说明
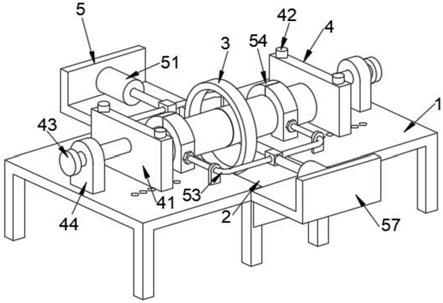
14.图1为本实用新型的结构示意图;
15.图2为本实用新型的俯视图;
16.图3为本实用新型中夹持组件的结构示意图;
17.图4为本实用新型中定位组件的结构示意图;
18.图中:1、工作台;101、固定孔;2、焊接区域;3、焊接机构;4、定位组件;41、定位板;42、固定销;43、定位杆;44、固定座;5、夹持组件;51、气缸;52、连接块;53、连接杆;54、夹持块;55、安装螺母;56、定位座;57、安装座。
具体实施方式
19.请参阅图1-图4,本实用新型提供以下技术方案:包括两个工作台1,两个工作台1之间设有焊接区域2,焊接区域2内设有焊接机构3,两个工作台1顶部均设有定位组件4,定位组件4包括定位板41、定位杆43和两个固定销42,通过两个定位板41分别定位管道两端位置,实现定位的功能,且工作台1两侧均设有夹持组件5,夹持组件5包括气缸51、两个连接杆53、两个夹持块54和两个定位座56,用于实现管道快速夹持对位的目的。
20.本实施方案中:两个工作台1之间设有焊接区域2,焊接区域2内设有焊接机构3,管道的焊接位置能够位于焊接区域2内,焊接机构3由圆形轨道、滑块和焊枪组成,均为现有技术,使焊枪能够固定在滑块上,滑块能够在圆形轨道上运动,使焊枪围绕在管道进行运动,便于自动完成焊接工作,此方式使管道在焊接时处于固定的状态,在焊接时,管道由于会受热,使该方式避免了在焊接的过程中运动管道,不易导致管道出现形变的现象,通过设置的夹持组件5包括气缸51、两个连接杆53、两个夹持块54和两个定位座56,当在对管道进行焊接时,可以将需要焊接的两个管道分别摆放在两个工作台1上,定位组件4包括定位板41、定位杆43和两个固定销42,通过两个定位板41分别定位管道两端位置,实现定位的功能,两个定位板41可以分别贴合在两个管道的端口位置处,多个固定孔101的设置,可以便于定位板41位于不同的位置处,根据管道的长度进行确定定位板41的位置,便于使定位板41定位着管道的水平位置,使用固定销42对定位板41固定,方便两个管道焊接的端口对接,并且由于两个夹持组件5分别分布在两个工作台1两侧,启动两个气缸51,能够使夹持块54自动夹持着两个管道,两个气缸51的行程一致,使两个管道在夹持的同时能够位于中心位置,使管道的圆心能够正对着焊接机构3,使焊接机构3可以自动对管道完成焊接工作,使焊接的管道能够快速夹持对位,提高工作的效率,且对接准确,提高了焊接的效果,设置的夹持块54和连接杆53螺纹连接,可以拆卸掉夹持块54,更换与管道外径相对的夹持块54,使装置的适用率高。
21.两个固定销42均贯穿定位板41,且工作台1开设有若干个与工作台1相对应的固定孔101;通过固定销42和固定孔101配合,可以固定着定位板41的位置,多个固定孔101的设置,可以便于定位板41位于不同的位置处,固定孔101具体的数量可以根据需求进行设定,
根据管道的长度进行确定定位板41的位置,便于使定位板41定位着管道的水平位置。
22.固定座44与工作台1固定连接,定位杆43与固定座44滑动连接,定位杆43一端固定在定位板41上;定位杆43连接在定位板41上,当定位板41运动,定位杆43能够顺着固定座44滑动,从而对定位板41运动的位置进行定位,使定位板41运动稳定。
23.气缸51上固定安装有安装座57,安装座57固定在两个工作台1上;安装座57连接着气缸51,使气缸51稳定使用。
24.气缸51输出端固定连接有连接块52,且两个连接杆53分别固定在连接块52两侧,连接杆53为l形状;连接杆53可以便于连接着两个夹持块54,且根据管道的长度,夹持块54的数量还可以为多个,当启动气缸51可以便于带动夹持块54夹持管道,或者解除对管道的固定。
25.连接杆53与夹持块54螺纹连接,且连接杆53外壁螺纹连接有用于固定夹持块54的安装螺母55;当在安装夹持块54,连接杆53上具有外螺纹,夹持块54具有螺纹孔,螺纹的作用下,夹持块54能够旋转安装在连接杆53上,并使用安装螺母55紧固,夹持块54上具有与管道相匹配的弧形槽,若在焊接不同直径的管道时,可以拆卸掉夹持块54,更换与管道外径相对的夹持块54,使弧形槽可以贴合在管道外表面,且夹持块54底面能够与工作台1顶面具有一定间距,使夹持块54在安装和拆卸的过程中,不会与工作台1干涉。
26.两个定位座56分别固定在两个工作台1顶部,且连接杆53与定位座56滑动连接;定位座56和连接杆53配合,能够定位着连接杆53运动的位置,使夹持块54运动稳定、可靠。
27.本实用新型的工作原理及使用流程:当在对管道进行焊接时,可以将需要焊接的两个管道分别摆放在两个工作台1上,两个定位板41可以分别贴合在两个管道的端口位置处,使用固定销42对定位板41固定,方便两个管道焊接的端口对接,并且由于两个夹持组件5分别分布在两个工作台1两侧,启动两个气缸51,能够使夹持块54自动夹持着两个管道,两个气缸51的行程一致,使两个管道在夹持的同时能够位于中心位置,使管道的圆心能够正对着焊接机构3,使焊接机构3可以自动对管道完成焊接工作,使焊接的管道能够快速夹持对位,提高工作的效率,且对接准确,提高了焊接的效果。