1.本实用新型属于电子产品处理设备技术领域,尤其是一种天线焊接生产用工装。
背景技术:
2.目前一些笔记本电脑用的天线在生产制作的过程中,需要对天线上的端子进行焊接处理,目前大都是将单个天线放到相关的焊接设备上进行操作,费时费力,增大了操作人员的工作强度,效率较低,不能满足生产使用的需求,因此亟需一种或多种相关的设备。
3.通过检索,尚未发现与本专利申请相关的专利公开文献。
技术实现要素:
4.本实用新型的目的在于克服现有技术中的不足之处,提供一种天线焊接生产用工装。
5.本实用新型解决其技术问题所采用的技术方案是:
6.一种天线焊接生产用工装,所述工装包括底座、多组天线压合工件和盖板,所述底座沿水平方向设置,底座上沿水平方向间隔设置两组以上天线压合工件,所述盖板可拆卸设置于底座、天线压合工件上方,且能够将待焊接天线上的端子处暴露出来;
7.所述天线压合工件包括压板、压板磁铁、放线槽、焊接块放线槽和焊接块,所述底座上设置有焊接块,该焊接块上向下凹陷制出焊接块放线槽,该焊接块放线槽的形状与待焊接天线上的端子的形状相吻合设置,待焊接天线上的端子能够吻合活动设置于焊接块放线槽内;
8.所述放线槽设置于底座上,且在底座上向下凹陷制出,该放线槽的形状与待焊接天线的形状相吻合设置,所述放线槽与焊接块放线槽相连通设置,除端子之外的待焊接天线能够相匹配活动设置于放线槽内,所述压板靠近放线槽、焊接块放线槽设置,且设置于底座上;
9.所述压板的一端活动铰装在底座上,该压板的另一端延伸设置于放线槽上方,远离放线槽的压板的一端与放线槽之间的底座上设置有压板磁铁,压板磁铁与压板相匹配设置,该压板磁铁能够对压板进行吸合、分离操作,当压板与压板磁铁吸合在一起时,压板能够将待焊接天线压合固定安装在放线槽、焊接块放线槽内,当压板与压板磁铁分离时,压板能够将待焊接天线从放线槽、焊接块放线槽内松开,进而可以将待焊接天线从放线槽、焊接块放线槽内取出。
10.进一步地,靠近焊接块的底座上相连接设置的压板能够将待焊接天线上的端子前的天线压紧安装在放线槽内。
11.进一步地,所述天线压合工件还包括取线槽,该取线槽与放线槽相连通设置,且该取线槽的宽度为待焊接天线的最大直径的5倍以上。
12.进一步地,所述焊接块的材质为合成石。
13.本实用新型取得的优点和积极效果为:
14.1、本工装包括底座、多组天线压合工件和盖板,天线压合工件包括压板、压板磁铁、放线槽、焊接块放线槽和焊接块,在使用时,可以同时将多个待焊接天线通过压板、压板磁铁、安装到放线槽、焊接块放线槽内,然后将该工装放置到相关的焊接设备上,对天线的端子进行焊接操作即可,大大减少了操作人员的时间,省时省力,提高了工作效率,提高了成品率,给生产带来了极大的便利。
15.另外,由于设置了压板、压板磁铁,通过压板、压板磁铁将焊接天线安装在放线槽、焊接块放线槽内,能够更好地对天线进行定位,保证了处理效果,同时安装及取下极为方便,且结构简单,成本较低,给使用带来了便利。
16.同时,盖板的设置,不仅能够保护不需要进行焊接处理的天线,避免其受到损伤,而且也能够压紧下面的焊接天线到放线槽内,保证了焊接效果。
17.2、本工装的靠近焊接块的底座上相连接设置的压板能够将待焊接天线上的端子前的天线压紧安装在放线槽内,便于相关的焊接设备在对天线的端子进行焊接操作时,放线槽内的天线的位置不会发生移动,保证了焊接的效果,提高了成品率,给使用带来了便利。
18.3、本工装的天线压合工件还包括取线槽,取线槽的设置,便于天线在焊接处理后,通过取线槽将天线从放线槽内取出,使得天线的取出极为方便,结构简单,同时给生产带来了便利。
19.4、本工装焊接块的材质为合成石,该种材质的焊接块不吸热、不导热,热传递性差,散热快,不会损坏产品,提高了成品率,降低了生产成本。
附图说明
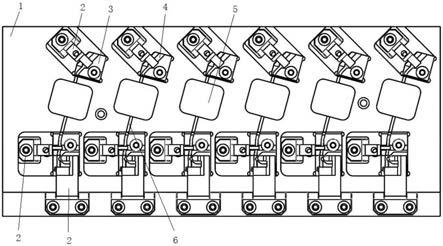
20.图1为本实用新型工装的省略盖板的一种结构连接示意图;
21.图2为本实用新型工装的一种结构连接示意图。
具体实施方式
22.下面结合实施例,对本实用新型进一步说明,下属实施例是叙述性的,不是限定性的,不能以下述实施例来限定本实用新型的保护范围。
23.本实用新型中所使用的结构,如无特殊说明,均为常规的结构;本实用新型中所使用的方法,如无特殊说明,均为本领域的常规方法。
24.一种天线焊接生产用工装,如图1、图2所示,所述工装包括底座1、多组天线压合工件和盖板7,所述底座沿水平方向设置,底座上沿水平方向间隔设置两组以上天线压合工件,所述盖板可拆卸设置于底座、天线压合工件上方,且能够将待焊接天线(图中未示出)上的端子处暴露出来;
25.所述天线压合工件包括压板2、压板磁铁(图中未示出)、放线槽6、焊接块放线槽4和焊接块3,所述底座上设置有焊接块,该焊接块上向下凹陷制出焊接块放线槽,该焊接块放线槽的形状与待焊接天线上的端子的形状相吻合设置,待焊接天线上的端子能够吻合活动设置于焊接块放线槽内;
26.所述放线槽设置于底座上,且在底座上向下凹陷制出,该放线槽的形状与待焊接天线的形状相吻合设置,所述放线槽与焊接块放线槽相连通设置,除端子之外的待焊接天
线能够相匹配活动设置于放线槽内,所述压板靠近放线槽、焊接块放线槽设置,且设置于底座上;
27.所述压板的一端活动铰装在底座上,该压板的另一端延伸设置于放线槽上方,远离放线槽的压板的一端与放线槽之间的底座上设置有压板磁铁,压板磁铁与压板相匹配设置,该压板磁铁能够对压板进行吸合、分离操作,当压板与压板磁铁吸合在一起时,压板能够将待焊接天线压合固定安装在放线槽、焊接块放线槽内,当压板与压板磁铁分离时,压板能够将待焊接天线从放线槽、焊接块放线槽内松开,进而可以将待焊接天线从放线槽、焊接块放线槽内取出。
28.本工装包括底座、多组天线压合工件和盖板,天线压合工件包括压板、压板磁铁、放线槽、焊接块放线槽和焊接块,在使用时,可以同时将多个待焊接天线通过压板、压板磁铁、安装到放线槽、焊接块放线槽内,然后将该工装放置到相关的焊接设备上,对天线的端子进行焊接操作即可,大大减少了操作人员的时间,省时省力,提高了工作效率,提高了成品率,给生产带来了极大的便利。
29.另外,由于设置了压板、压板磁铁,通过压板、压板磁铁将焊接天线安装在放线槽、焊接块放线槽内,能够更好地对天线进行定位,保证了处理效果,同时安装及取下极为方便,且结构简单,成本较低,给使用带来了便利。
30.同时,盖板的设置,不仅能够保护不需要进行焊接处理的天线,避免其受到损伤,而且也能够压紧下面的焊接天线到放线槽内,保证了焊接效果。
31.在本实施例中,靠近焊接块的底座上相连接设置的压板能够将待焊接天线上的端子前的天线压紧安装在放线槽内,便于相关的焊接设备在对天线的端子进行焊接操作时,放线槽内的天线的位置不会发生移动,保证了焊接的效果,提高了成品率,给使用带来了便利。
32.在本实施例中,所述天线压合工件还包括取线槽5,该取线槽与放线槽相连通设置,且该取线槽的宽度为待焊接天线的最大直径的5倍以上。
33.本工装的天线压合工件还包括取线槽,取线槽的设置,便于天线在焊接处理后,通过取线槽将天线从放线槽内取出,使得天线的取出极为方便,结构简单,同时给生产带来了便利。
34.在本实施例中,所述焊接块的材质为合成石,该种材质的焊接块不吸热、不导热,热传递性差,散热快,不会损坏产品,提高了成品率,降低了生产成本。
35.尽管为说明目的公开了本实用新型的实施例,但是本领域的技术人员可以理解:在不脱离本实用新型及所附权利要求的精神和范围内,各种替换、变化和修改都是可能的,因此,本实用新型的范围不局限于实施例所公开的内容。