1.本实用新型属于焊接定位工装技术领域,具体涉及一种多点定位的阀座固定件。
背景技术:
2.阀座是阀门内用于支撑阀芯并构成密封副的可拆卸部件。采用机器对阀座和气瓶进行自动化焊接,对阀座和气瓶的定位要求较高,需要将多个阀座焊接在气瓶上,对完成了外部焊接的气瓶和阀座一体件进行内部焊接时,需要先进行准确定位,此时就需要通过定位工具进行辅助定位。但是现有的定位工具在具体操作中不容易实现快速准确定位,也有为了方便采用单点进行定位,但是气瓶体积较大不易挪动,一旦没有定位准确就需要进行反复调整,反而耗时耗力得不偿失。
技术实现要素:
3.本实用新型主要针对阀座焊接存在的上述问题,发明了一种多点定位的阀座固定件,它可以提高定位效率,实现快速精准定位。
4.本实用新型的上述技术问题是通过以下技术方案得以实施的:一种多点定位的阀座固定件,包括设置在工作台台板上并且与待焊接阀座相对应设置的可伸缩定位块和至少一个以上的辅助定位块,可伸缩定位块的顶部设有与对应阀座相配合的对位凸块,辅助定位块的顶部设有与对应阀座相配合的对位盲孔,对位盲孔顶部与对应阀座的衔接部分设有导向面,导向面沿对位盲孔底部到顶部方向直径逐渐增大呈倒圆台型。
5.作为优选,所述对位凸块包括设置在可伸缩定位块的顶部的圆柱体,圆柱体的顶部设有球面接触部分,球面接触部分的半径小于等于圆柱体端面的半径。球面接触部分的半径小于等于圆柱体的端面半径,在首先接触球面部分时留有间隙,接触过程分为初步接触和完全接触两步进行,使定位过程更为顺畅。
6.作为优选,所述可伸缩定位块的内部设有第一通孔,第一通孔底部延伸贯穿工作台台板,第一通孔内活动设置有定位导向杆,定位导向杆的顶部顺序连接限位板和对位凸块,可伸缩定位块的顶部设有圆槽,限位板设置在圆槽内,工作台台板底部设有外套弹簧的拉杆,弹簧外围设有固定在工作台台板底部的弹簧套,弹簧下端抵接在弹簧套的底部内侧,弹簧套底部设有仅容许拉杆通过的第二通孔,拉杆顶部连接定位导向杆,拉杆底部穿过第二通孔至弹簧套外部。没有进行对位时,在弹簧的作用力下对位凸块高于完成对位连接时的高度,对已完成外部焊接的阀座和钢瓶一体件进行定位时,可以先将待焊接阀座与对位凸块相接触,但是此时多个待焊接阀座与对应的各个定位块之间都还有一段距离,由于对位凸块的周身圆柱设计可以进行转动,在钢瓶和阀座一体件不断往下放的同时还可以进行位置调整,当确定好位置后再将钢瓶和阀座一体件下放,此时弹簧受到待焊接阀座的压力收缩,对位凸块下移至定位高度,将定位过程具体细分为初步定位和精确对位,通过初步定位确定基本定位位置,再通过微调确定准确的定位位置,减少了不必要的调整,提高了定位效率。
7.作为优选,所述定位导向杆的底端和弹簧顶端之间设有垫圈,垫圈套设在拉杆的顶部外围。设置垫圈能够使定位导向杆更好地承接弹簧的弹力。
8.作为优选,所述工作台台板上设有若干个安装孔,可伸缩定位块和辅助定位块可拆卸安装在工作台台板上。该设置可以用于更换可伸缩定位块和辅助定位块的安装位置,当需要对不同的钢瓶进行焊接时,待焊接阀座的位置或者类型也会有调整,此时就可以进行调整适应。
9.综上所述,本实用新型与现有技术相比具有如下优点:本实用新型通过在工作台台板上一一对应设置与待焊接的阀座相配合的可伸缩定位块和至少一个以上的辅助定位块,由于单个阀座定位容易产生转动偏移,通过两个以上阀座定位块进行定位能够相对提高定位的准确度,方便一次对位成功,同时在可伸缩定位块上设置与对应阀座相配合的对位凸块,在辅助定位块的顶部设置与对应阀座相配合的对位盲孔,在对位盲孔顶部设置导向面可以在接触口位置留存配合间隙,将具体的接触过程分为初步接触和完全接触两步进行,使定位过程更为顺畅,整体设计能够快速实现阀座与定位块的准确对接,在保证准确对位的基础上提高定位效率。
附图说明
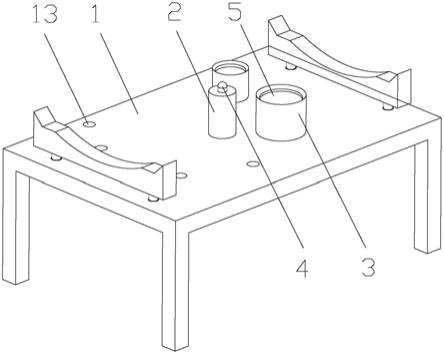
10.图1是本实用新型的立体图;
11.图2是本实用新型的主视图;
12.图3是本实用新型附图2中a部分的局部放大图。
13.图中标号为:
14.1、工作台台板;2、可伸缩定位块;3、辅助定位块;4、对位凸块;5、对位盲孔;6、导向面;7、定位导向杆;8、限位板;9、弹簧;10、拉杆;11、弹簧套;12、垫圈;13、安装孔;14、阀座。
具体实施方式
15.下面结合附图和实施例对本实用新型进一步说明。
16.实施例1:
17.如图1-图3所示,一种多点定位的阀座固定件,包括设置在工作台台板1上并且与待焊接阀座14相对应设置的可伸缩定位块2和至少一个以上的辅助定位块3,可伸缩定位块2的顶部设有与对应阀座14相配合的对位凸块4,辅助定位块3的顶部设有与对应阀座14相配合的对位盲孔5,对位盲孔5顶部与对应阀座14的衔接部分设有导向面6,导向面6沿对位盲孔5底部到顶部方向直径逐渐增大呈倒圆台型。通过在工作台台板1上一一对应设置与待焊接的阀座14相配合的可伸缩定位块2和至少一个以上的辅助定位块3,由于单个阀座14定位容易产生转动偏移,通过两个以上阀座14定位块进行定位能够相对提高定位的准确度,方便一次对位成功,同时在可伸缩定位块2上设置与对应阀座14相配合的对位凸块4,在辅助定位块3的顶部设置与对应阀座14相配合的对位盲孔5,在对位盲孔5顶部设置导向面6可以在接触口位置留存配合间隙,将具体的接触过程分为初步接触和完全接触两步进行,使定位过程更为顺畅,整体设计能够快速实现阀座14与定位块的准确对接,在保证准确对位的基础上提高定位效率。
18.对位凸块4包括设置在可伸缩定位块2的顶部的圆柱体,圆柱体的顶部设有球面接
触部分,球面接触部分的半径小于等于圆柱体端面的半径。球面接触部分的半径小于等于圆柱体的端面半径,在首先接触球面部分时留有间隙,接触过程分为初步接触和完全接触两步进行,使定位过程更为顺畅。
19.可伸缩定位块2的内部设有第一通孔,第一通孔底部延伸贯穿工作台台板1,第一通孔内活动设置有定位导向杆7,定位导向杆7的顶部顺序连接限位板8和对位凸块4,可伸缩定位块2的顶部设有圆槽,限位板8设置在圆槽内,工作台台板1底部设有外套弹簧9的拉杆10,弹簧9外围设有固定在工作台台板1底部的弹簧套11,弹簧9下端抵接在弹簧套11的底部内侧,弹簧套11底部设有仅容许拉杆10通过的第二通孔,拉杆10顶部连接定位导向杆7,拉杆10底部穿过第二通孔至弹簧套11外部。没有进行对位时,在弹簧9的作用力下对位凸块44高于完成对位连接时的高度,对已完成外部焊接的阀座14和钢瓶一体件进行定位时,可以先将待焊接阀座14与对位凸块44相接触,但是此时多个待焊接阀座14与对应的各个定位块之间都还有一段距离,由于对位凸块44的周身圆柱设计可以进行转动,在钢瓶和阀座14一体件不断往下放的同时还可以进行位置调整,当确定好位置后再将钢瓶和阀座14一体件下放,此时弹簧9受到待焊接阀座14的压力收缩,对位凸块44下移至定位高度,将定位过程具体细分为初步定位和精确对位,通过初步定位确定基本定位位置,再通过微调确定准确的定位位置,减少了不必要的调整,提高了定位效率。
20.定位导向杆7的底端和弹簧9顶端之间设有垫圈12,垫圈12套设在拉杆10的顶部外围。设置垫圈12能够使定位导向杆7更好地承接弹簧9的弹力。
21.工作台台板1上设有若干个安装孔13,可伸缩定位块2和辅助定位块3可拆卸安装在工作台台板1上。该设置可以用于更换可伸缩定位块2和辅助定位块3的安装位置,当需要对不同的钢瓶进行焊接时,待焊接阀座14的位置或者类型也会有调整,此时就可以进行调整适应。
22.文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。