1.本实用新型属于真空钎焊夹具技术领域,尤其涉及一种环形件真空钎焊夹具。
背景技术:
2.真空钎焊技术从四十年代开始至今,已成为一种极有发展前途的连接技术。最早出现在电子工业上钎焊铜和不锈钢的零件,后来又应用到航空工业、原子能工业。
3.对于环形件的真空钎焊,一般是在内环的外周面和外环的内周面之间装入钎料,再使用钎焊夹具将内环和外环夹紧,最后放入真空钎焊炉中加热保温完成真空钎焊。但是,对于应用的环形件,由于工作环境特殊,工件材料特殊,工件形状特殊,所以,对工件要求严格,采用现有的环形件真空钎焊夹具通常难以保证工件各部位的连接强度均匀,且易因夹具在钎焊高温下延伸将薄壁工件挤压变形导致废品率增加。
技术实现要素:
4.本实用新型的目的是提供一种环形件真空钎焊夹具,以保证环形件在真空钎焊过程中各部位受到均匀的夹紧力,有效避免夹具受热延伸将薄壁工件挤压变形,提升工件成品率。
5.本实用新型采用以下技术方案:一种环形件真空钎焊夹具,包括定位环,定位环直径小于待钎焊的内环,定位环上间隔均匀开设有多个径向的螺纹通孔;
6.还包括多个顶紧块,顶紧块位于定位环与内环之间,顶紧块的前端面为弧形面,弧形面的弧度与内环的内周面弧度一致;
7.还包括多个顶紧螺栓,顶紧螺栓用于穿过螺纹通孔、且前端顶紧在顶紧块上,以使顶紧块的弧形面与内环的内周面紧密贴合。
8.进一步地,定位环由多块大小相同的直板构成,多块直板首尾氩弧焊焊接,定位环的横截面为正多边形。
9.进一步地,还包括底板,底板为平板;
10.定位环由多块大小相同的直板构成,且平板的顶面与每个直板的底面固定连接。
11.进一步地,多块直板首尾氩弧焊焊接,定位环的横截面为正多边形。
12.进一步地,多个顶紧块的弧形面相互拼接形成顶紧环面,顶紧环面与内环的内周面紧密贴合。
13.进一步地,每个直板上的螺纹通孔均成矩阵排布。
14.进一步地,每个顶紧螺栓的前端面均为平面,且每个顶紧块的后端面均为平面。
15.进一步地,底板为环形平板,环形平板的顶面用于放置外环和内环的底侧面。
16.本实用新型的有益效果是:本实用新型通过在定位环上开设多个均匀分布的螺纹通孔,可以通过多个顶紧螺栓为每个顶紧块施加均匀的顶紧力,使顶紧块受力均匀,并且,通过顶紧块前端的弧形面顶紧内环的内周面,进一步使得内环受到均匀的顶紧力,使得内环与外环紧密贴合,满足真空钎焊的夹紧工艺,定位环为空心弹性体在一定阻力下可以回
缩,有效避免因热膨胀将内环挤压变形,可以有效提高真空钎焊环形件的成品率。
附图说明
17.图1为本实用新型实施例中底板和定位环的结构示意图;
18.图2为本实用新型实施例中顶紧块的结构示意图;
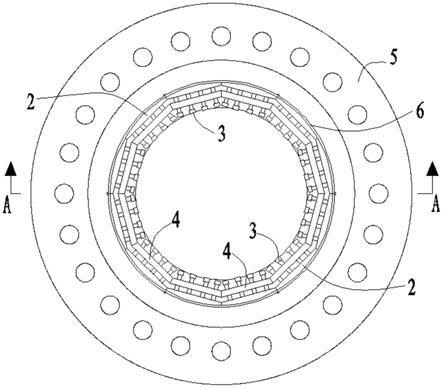
19.图3为本实用新型另一实施例的使用状态示意图;
20.图4为图2的仰视图(即a-a面剖面图)。
21.其中:1.底板;2.顶紧块;3.顶紧螺栓;4.定位环;5外环.;6.内环。
具体实施方式
22.下面结合附图和具体实施方式对本实用新型进行详细说明。
23.本实用新型实施例公开了一种环形件真空钎焊夹具,如图1、图2所示,包括定位环4,定位环4直径小于待钎焊的内环6,定位环4上间隔均匀开设有多个径向的螺纹通孔;还包括多个顶紧块2,顶紧块2位于定位环4与内环6之间,顶紧块2的前端面为弧形面,弧形面的弧度与内环6的内周面弧度一致;还包括多个顶紧螺栓3,顶紧螺栓3用于穿过螺纹通孔、且前端顶紧在顶紧块2上,以使顶紧块2的弧形面与内环6的内周面紧密贴合。
24.本实施例的夹具尤其适用于大型、异质、薄壁的环形件,具体通过在定位环上开设多个均匀分布的螺纹通孔,可以通过多个顶紧螺栓为每个顶紧块施加均匀的顶紧力,使顶紧块受力均匀,并且,通过顶紧块前端与内环的弧形面顶紧内环的内周面,进一步使得内环受到均匀的顶紧力,使得内环与外环紧密贴合,满足真空钎焊的夹紧工艺,可以有效提高真空钎焊环形件的成品率。
25.在本实施例中,定位环4具有一定的高度,优选的,其高度与内环6的高度相等,进而,均匀安装在定位环4上的顶紧螺栓3,就相当于均匀的安装在了内环上,可以使得多个顶紧螺栓3对内环6的顶紧力更加均匀。在定位环4上相邻的螺纹通孔之间的距离都相等,且每个螺纹通孔均垂直定位环4,以通过控制顶紧力的施力方向,保证间隔相等的顶紧螺栓3顶压到顶紧块2上的力也是均匀分布的,保证顶紧力均匀。
26.在一个实施例中,定位环4由多块大小相同的直板构成,多块直板首尾相接,具体连接方式可以采用氩弧焊焊接,定位环4的横截面为正多边形。如此,可以保证多个直板形成一个固定的整体,在通过顶紧螺栓3向外施加顶紧力时,每一个直板均可以作为定位基准。
27.在另一个实施例中,该夹具还包括底板1,底板1为平板;定位环4由多块大小相同的直板构成,且平板的顶面与每个直板的底面固定连接。通过底板1可以在真空钎焊炉中进行加热保温时,保证内环6和外环5的底面对齐(因为均在底板1的底面上放置)。而且,底板1与每个直板均钎焊,进而通过底板1作为每个直板的定位基准。更为优选的,底板1为环形平板,环形平板的顶面用于放置外环5和内环6的底侧面,进而,可以减轻底板1的整体重量,也可以节省耗材,降低成本。
28.另外,为了增加定位环4的连接牢固,多块直板首尾相接,定位环4的横截面为正多边形,这样将多块直板连接为一个整体,再与底板1进行连接,具体连接方式可以采用氩弧焊焊接,双重固定,增加连接强度。
29.在一个实施例中,多个顶紧块2的弧形面相互拼接形成顶紧环面,顶紧环面与内环6的内周面紧密贴合。通过这样设置,可以使得顶紧块2共同作用于内环6的内周面,同时均匀地向内环6施加顶紧力,保证内环6和外环5在真空钎焊的过程中紧密贴合,进而保证各部位的钎焊性能。
30.另外,在一个实施例中,作为具体的实现形式,每个直板上的螺纹通孔均成矩阵排布。
31.在一个实施例中,每个顶紧螺栓3的前端面均为平面,且每个顶紧块2的后端面均为平面。如此,可以保证顶紧螺栓3的前端平面和顶紧块2的后端平面接触面积增大,增加顶紧力的同时,进一步提升顶紧块2的受力均匀性。
32.本实用新型的使用过程如图3、图4所示,先将内环6和外环5放到底板1上,由于内环6大于定位环4,所以,内环6会位于定位环4外部。挪动内环6,使得内环6和定位环4之间的间隙均匀。将多个顶紧块2的弧形面朝向内环6,平面朝向定位环4。然后,在定位环4的每个螺纹通孔上安装顶紧螺栓3,并通过顶紧螺栓3的前端顶压每个顶紧块2,直至每个顶紧块2均和内环6的内周面紧密贴合,完成内环6和外环5的夹紧。当真空钎焊焊接完毕后,拆卸顶紧螺栓3,分离定位环4和真空钎焊后的工件,得到真空钎焊后的环形件。
技术特征:
1.一种环形件真空钎焊夹具,其特征在于,包括定位环(4),所述定位环(4)直径小于待钎焊的内环(6),所述定位环(4)上间隔均匀开设有多个径向的螺纹通孔;还包括多个顶紧块(2),所述顶紧块(2)位于所述定位环(4)与所述内环(6)之间,所述顶紧块(2)的前端面为弧形面,所述弧形面的弧度与所述内环(6)的内周面弧度一致;还包括多个顶紧螺栓(3),所述顶紧螺栓(3)用于穿过所述螺纹通孔、且前端顶紧在所述顶紧块(2)上,以使所述顶紧块(2)的弧形面与所述内环(6)的内周面紧密贴合。2.如权利要求1所述的一种环形件真空钎焊夹具,其特征在于,所述定位环(4)由多块大小相同的直板构成,多块所述直板首尾氩弧焊焊接,所述定位环(4)的横截面为正多边形。3.如权利要求1所述的一种环形件真空钎焊夹具,其特征在于,还包括底板(1),所述底板(1)为平板;所述定位环(4)由多块大小相同的直板构成,且所述平板的顶面与每个所述直板的底面固定连接。4.如权利要求3所述的一种环形件真空钎焊夹具,其特征在于,多块所述直板首尾氩弧焊焊接,所述定位环(4)的横截面为正多边形。5.如权利要求2-4任一所述的一种环形件真空钎焊夹具,其特征在于,多个所述顶紧块(2)的弧形面相互拼接形成顶紧环面,所述顶紧环面与所述内环(6)的内周面紧密贴合。6.如权利要求2-4任一所述的一种环形件真空钎焊夹具,其特征在于,每个所述直板上的螺纹通孔均成矩阵排布。7.如权利要求6所述的一种环形件真空钎焊夹具,其特征在于,每个所述顶紧螺栓(3)的前端面均为平面,且每个所述顶紧块(2)的后端面均为平面。8.如权利要求3所述的一种环形件真空钎焊夹具,其特征在于,所述底板(1)为环形平板,所述环形平板的顶面用于放置外环(5)和内环(6)的底侧面。
技术总结
本实用新型公开了一种环形件真空钎焊夹具,包括定位环,定位环直径小于待钎焊的内环,定位环上间隔均匀开设有多个径向的螺纹通孔;还包括多个顶紧块,顶紧块位于定位环与内环之间,顶紧块的前端面为弧形面,弧形面的弧度与内环的内周面弧度一致;还包括多个顶紧螺栓;本实用新型通过在定位环上开设多个均匀分布的螺纹通孔,可以通过多个顶紧螺栓均匀的顶紧每个顶紧块,使顶紧块受力均匀,并且,通过顶紧块前端与内环的弧形面顶紧内环的内周面,进一步使得内环受到均匀的顶紧力,使得内环与外环紧密贴合,满足真空钎焊的夹紧工艺,可以有效提高真空钎焊环形件的成品率。提高真空钎焊环形件的成品率。提高真空钎焊环形件的成品率。
技术研发人员:周伟超 康路路 王程成 兰新杰
受保护的技术使用者:西安远航真空钎焊技术有限公司
技术研发日:2021.07.15
技术公布日:2022/1/28