1.本发明涉及换热器技术领域,具体为一种防热裂的一体化钎焊板式换热器及其生产制造方法。
背景技术:
2.板式换热器是由一系列具有一定波纹形状的金属片叠装而成的一种高效换热器。各种板片之间形成薄矩形通道,通过板片进行热量交换。板式换热器是液—液、液—汽进行热交换的理想设备。它具有换热效率高、热损失小、结构紧凑轻巧、占地面积小、应用广泛、使用寿命长等特点。在相同压力损失情况下,其传热系数比管式换热器高3-5倍,占地面积为管式换热器的三分之一,热回收率可高达90%以上,板式换热器的型式主要有框架式(可拆卸式)和钎焊式两大类,钎焊板式换热器是由一系列具有一定波纹形状的金属片叠装经过钎焊加工而成的一种新型高效换热器。各种板片之间形成薄矩形通道,通过板片进行热量交换。它与常规的管壳式换热器相比,在相同的流动阻力和泵功率消耗情况下,其传热系数要高出很多,在适用的范围内有取代管壳式换热器的趋势。
3.但是钎焊式板式换热器一般入水口与管道是直接对接的,管道中流量以及流速均不稳定,流量较大的时候,水流直接充入换热器中的换热片中,由于钎焊式板式换热器是换热片片一片片叠加起来的,水流的冲击会导致入水口处的板片变形,容易产生漏液的现象,导致换热器无法使用,此外进入换热器进行热量交换的水流在换热过程中,其内部的杂质容易在换热片内部结垢,导致换热片的换热效率降低。
技术实现要素:
4.针对现有技术的不足,本发明提供了一种防热裂的一体化钎焊板式换热器及其生产制造方法,解决了传统换热器通入液体换热介质时,流速不断变化的换热介质直接冲击换热片,容易导致换热器损坏以及换热介质中携带的杂质容易在换热器中结构,造成换热器换热效率降低的问题。
5.为实现以上目的,本发明通过以下技术方案予以实现:一种防热裂的一体化钎焊板式换热器,包括第一外侧板、第二外侧板与换热片,所述第一外侧板的一侧设置有第二外侧板,所述第一外侧板与第二外侧板之间设置有若干换热片,所述第一外侧板的一侧壁设置有第一缓冲机构与第二缓冲机构,所述第一缓冲机构与第二缓冲机构的一端分别设置有第一过滤机构与第二过滤机构,所述第一过滤机构与第二过滤机构的一端均设置有进水管。
6.所述第一缓冲机构包括缓冲管,所述缓冲管的一端固定连接有第一法兰盘,且缓冲管的另一端固定连接有第二法兰盘,所述缓冲管的内部设置有缓冲组件,且缓冲管的内壁以环形阵列方式开设有若干安装卡槽。
7.所述缓冲组件包括第一传动轴,所述第一传动轴的一端固定连接有内扰流板,且第一传动轴的另一端固定连接有第一驱动风扇,所述第一传动轴与内扰流板之间设置有外
扰流板,所述外扰流板与第一传动轴之间通过轴承连接,所述第一传动轴与外扰流板的外壁均开设有若干通孔。
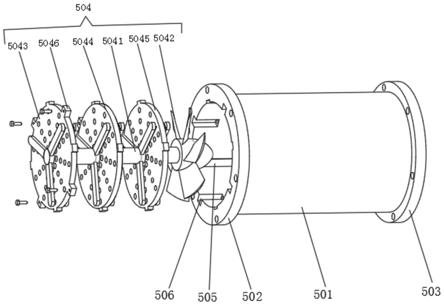
8.所述第一过滤机构包括过滤管,所述过滤管的一端固定连接有第三法兰盘,且过滤管的另一端固定连接有第四法兰盘,且过滤管的内部设置有过滤组件,所述过滤管的内壁以环形阵列方式开设有若干限位槽与固定槽,所述限位槽与固定槽相互交替分布。
9.所述过滤组件包括第二传动轴,所述第二传动轴的一端固定连接有第二驱动风扇,且第二传动轴的另一端转动连接有第一滤板组件,所述第二驱动风扇与第一滤板组件之间分别转动设置有第二滤板组件与第三滤板组件。
10.进一步的,所述第一缓冲机构与第二缓冲机构以及第一过滤机构与第二过滤机构分别为结构完全相同的两个构件。
11.进一步的,所述外扰流板的外壁以环形阵列方式固定连接有安装块,所述安装块的一侧壁开设有螺纹孔,且安装块的结构与安装卡槽相适配。
12.进一步的,所述第一滤板组件的一侧壁以环形阵列方式固定连接有若干固定块,所述第一滤板组件与第二滤板组件以及第三滤板组件除固定块结构外,其他结构均完全相同。
13.进一步的,所述第二滤板组件包括滤板,所述滤板的两侧壁分别设置有若干清洁刷与刮板,所述清洁刷与刮板均固定连接在第二传动轴的外壁上,所述滤板的一侧壁以环形阵列方式分布有若干限位块。
14.进一步的,所述固定块的结构与固定槽相适配,所述限位块的结构与限位槽相适配,所述固定块与固定槽以及限位块与限位槽之间均通过螺栓连接。
15.进一步的,所述第一过滤机构与第一缓冲机构之间通过缓冲组件与第四法兰盘相连接。
16.进一步的,所述第二驱动风扇与第一驱动风扇均为不锈钢制成的构件。
17.本发明还公开了一种防热裂的一体化钎焊板式换热器及其生产制造方法,具体方法包括以下步骤:
18.步骤一、裁切换热片:取用大块金属板材料放入裁切机中裁切成所需规格的以及形状的换热片毛坯备用。
19.步骤二、成型换热片:将步骤一中裁切完成的换热片放入到专用模压机中,在换换热片毛坯上压出换热凹槽,放置一旁备用。
20.步骤三、组装工序:取用与成型换热片形状、规格均相适配的第一外侧板与第二外侧板,然后将步骤二中的换热片按照组装要求相互叠加,完成预组装工作,然后将借助钎焊设备将第一外侧板、第二外侧板以及若干换热片焊接在一起。
21.步骤四、检测入库:将步骤三中焊接成型的换热器送入检测室中进行检测,对换热效果、是否泄漏项目进行检测。
22.有益效果
23.本发明提供了一种防热裂的一体化钎焊板式换热器及其生产制造方法。
24.与现有技术相比具备以下有益效果:
25.1、一种防热裂的一体化钎焊板式换热器及其生产制造方法,包括第一外侧板、第二外侧板与换热片,第一外侧板的一侧设置有第二外侧板,第一外侧板与第二外侧板之间
设置有若干换热片,第一外侧板的一侧壁设置有第一缓冲机构与第二缓冲机构,第一缓冲机构与第二缓冲机构的一端分别设置有第一过滤机构与第二过滤机构,换热介质通过第一缓冲机构的时候,第一驱动风扇受到换热介质的推动发生转动,从而能够带动内扰流板转动,而外扰流板与换热管卡接,通过改变内扰流板与外扰流板上通孔的正对面积大小改编通过液体的流量,换热介质流速快时,第一驱动风扇转速较快,从而内、外扰流板上的通孔正对时间短,换热介质受到阻碍作用大,从而流速降低,避免了高流速换热介质直接冲击换热片,从而延长了换热片的使用寿命。
26.2、一种防热裂的一体化钎焊板式换热器及其生产制造方法,缓冲组件包括第一传动轴,第一传动轴的一端固定连接有内扰流板,且第一传动轴的另一端固定连接有第一驱动风扇,第一传动轴与内扰流板之间设置有外扰流板,外扰流板与第一传动轴之间通过轴承连接,第一传动轴与外扰流板的外壁均开设有若干通孔,缓冲组件中内扰流板的转动通过换热介质带动第一驱动风扇转动而驱动内扰流板转动,无需外部设置动力源,节省了能源。
27.3、一种防热裂的一体化钎焊板式换热器及其生产制造方法,第一过滤机构与第二过滤机构,过滤机构能够在换热介质通入时将其内部的杂质过滤,而换热介质同时能够带动第二驱动风扇转动,从而刮板与清洁刷对滤板表面进行清扫与刮除,进而能够保持滤板表面的清洁,换热介质能够流通顺畅。
附图说明
28.图1为本发明立体结构示意图;
29.图2为本发明爆炸立体结构示意图;
30.图3为本发明第一缓冲机构结构示意图;
31.图4为本发明第一缓冲机构爆炸立体结构示意图;
32.图5为本发明结缓冲组件立体构示意图;
33.图6为本发明第一过滤机构立体结构示意图;
34.图7为本发明第一过滤机构爆炸立体结构示意图;
35.图8为本发明第二滤板组件立体结构示意图。
36.图中:1、第一外侧板;2、第二外侧板;3、换热片;4、第一缓冲机构;401、缓冲管;402、第一法兰盘;403、第二法兰盘;404、缓冲组件;4041、第一传动轴;4042、内扰流板;4043、第一驱动风扇;4044、外扰流板;4045、安装块;4046、通孔;405、安装卡槽;5、第一过滤机构;501、过滤管;502、第三法兰盘;503、第四法兰盘;504、过滤组件;5041、第二传动轴;5042、第二驱动风扇;5043、第一滤板组件;5044、第二滤板组件;50441、滤板;50442、清洁刷;50443、刮板;50444、限位块;5045、第三滤板组件;5046、固定块;505、限位槽;506、固定槽;6、进水管;7、第二缓冲机构;8、第二过滤机构。
具体实施方式
37.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他
实施例,都属于本发明保护的范围。
38.请参阅图1-8,本发明提供一种技术方案:一种防热裂的一体化钎焊板式换热器,包括第一外侧板1、第二外侧板2与换热片3,第一外侧板1的一侧设置有第二外侧板2,第一外侧板1与第二外侧板2之间设置有若干换热片3,第一外侧板1的一侧壁设置有第一缓冲机构4与第二缓冲机构7,第一缓冲机构4与第二缓冲机构7的一端分别设置有第一过滤机构5与第二过滤机构8,第一过滤机构5与第二过滤机构8的一端均设置有进水管6,第一缓冲机构4包括缓冲管401,缓冲管401的一端固定连接有第一法兰盘402,且缓冲管401的另一端固定连接有第二法兰盘403,缓冲管401的内部设置有缓冲组件404,且缓冲管401的内壁以环形阵列方式开设有若干安装卡槽405,缓冲组件404包括第一传动轴4041,第一传动轴4041的一端固定连接有内扰流板4042,且第一传动轴4041的另一端固定连接有第一驱动风扇4043,第一传动轴4041与内扰流板4042之间设置有外扰流板4044,外扰流板4044与第一传动轴4041之间通过轴承连接,第一传动轴4041与外扰流板4044的外壁均开设有若干通孔4046,第一过滤机构5包括过滤管501,过滤管501的一端固定连接有第三法兰盘502,且过滤管501的另一端固定连接有第四法兰盘503,且过滤管501的内部设置有过滤组件504,过滤管501的内壁以环形阵列方式开设有若干限位槽505与固定槽506,限位槽505与固定槽506相互交替分布,过滤组件504包括第二传动轴5041,第二传动轴5041的一端固定连接有第二驱动风扇5042,且第二传动轴5041的另一端转动连接有第一滤板组件5043,第二驱动风扇5042与第一滤板组件5043之间分别转动设置有第二滤板组件5044与第三滤板组件5045,第一缓冲机构4与第二缓冲机构7以及第一过滤机构5与第二过滤机构8分别为结构完全相同的两个构件,外扰流板4044的外壁以环形阵列方式固定连接有安装块4045,安装块4045的一侧壁开设有螺纹孔,且安装块4045的结构与安装卡槽405相适配,第一滤板组件5043的一侧壁以环形阵列方式固定连接有若干固定块5046,第一滤板组件5043与第二滤板组件5044以及第三滤板组件5045除固定块5046结构外,其他结构均完全相同,第二滤板组件5044包括滤板50441,滤板50441的两侧壁分别设置有若干清洁刷50442与刮板50443,清洁刷50442与刮板50443均固定连接在第二传动轴5041的外壁上,滤板50441的一侧壁以环形阵列方式分布有若干限位块50444,固定块5046的结构与固定槽506相适配,限位块50444的结构与限位槽505相适配,固定块5046与固定槽506以及限位块50444与限位槽505之间均通过螺栓连接,第一过滤机构5与第一缓冲机构4之间通过缓冲组件404与第四法兰盘503相连接,第二驱动风扇5042与第一驱动风扇4043均为不锈钢制成的构件。
39.本发明还公开了一种防热裂的一体化钎焊板式换热器的生产制造方法,具体方法包括以下步骤:
40.步骤一、裁切换热片:取用大块金属板材料放入裁切机中裁切成所需规格的以及形状的换热片3毛坯备用。
41.步骤二、成型换热片:将步骤一中裁切完成的换热片3放入到专用模压机中,在换换热片3毛坯上压出换热凹槽,放置一旁备用。
42.步骤三、组装工序:取用与成型换热片形状、规格均相适配的第一外侧板1与第二外侧板2,然后将步骤二中的换热片3按照组装要求相互叠加,完成预组装工作,然后将借助钎焊设备将第一外侧板1、第二外侧板2以及若干换热片3焊接在一起。
43.步骤四、检测入库:将步骤三中焊接成型的换热器送入检测室中进行检测,对换热
效果、是否泄漏项目进行检测。
44.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
45.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。