1.本实用新型涉及一种整圆装置,尤其涉及一种焊接法兰盘时大管件整圆装置。
背景技术:
2.原有大规格的弯头管、或普通管材,其端部加工完成后经常存在变形量很大的问题,例如,以端面为例,端面存在多条不同方向上的直径,由于形变量很大,不同方向上的直径的差值
∅
d很大。这就存在以下问题:
3.1.因
∅
d值差异很大,当管材和管件需要焊接法兰盘的时候,法兰内孔与管件或管材外径的间隙值必须放得很大,才能保证管件或管材的端部能放入法兰盘的内孔内,这样才能管材/管件与法兰盘进行焊接。
4.2.因焊接时间隙大,因此焊接垂直度很差,需要堆焊的面积很大,焊接时间很长。
5.3.整个产品焊接后工艺性比较差,外观比较差。
6.为了克服上述问题,加工时常会用到整圆装置,先整圆,再焊接,目前的整圆装置多为千斤顶类的辅助整圆装置,结构复杂,工人调整困难,且不适合多种尺寸的管材使用。
技术实现要素:
7.本实用新型的目的就在于提供一种解决上述问题,操作简单、节省焊接时间,适合多种尺寸管材的,焊接法兰盘时大管件整圆装置。
8.为了实现上述目的,本实用新型采用的技术方案是这样的:一种焊接法兰盘时大管件整圆装置,包括一滚珠丝杠螺母副,所述滚珠丝杠副包括丝杠和的螺母,丝杠一端连接一支撑座,所述支撑座外壁和螺母外壁均为圆柱形,且与丝杠同轴设置;
9.支撑座外壁沿丝杠径向均匀分布有数个第一铰接座,螺母外壁设有数个第二铰接座,第一铰接座和第二铰接座一一对应,相互对应的两个为一组,位于与丝杠平行的轴线上;
10.同一组第一铰接座和第二铰接座间设有一连接组件,所述连接组件包括第一杆体和第二杆体,所述第一杆体一端与第一铰接座铰接,另一端靠近端部处与第二杆体的一端铰接,第二杆体的另一端与第二铰接座铰接。
11.作为优选:所述第一杆体远离第一铰接座的一端的端面为平面,且平面上设有橡胶层。
12.作为优选:所述第一铰接座为4-8个。
13.作为优选:所述丝杠远离支撑座的一端设有用于旋转丝杠的把手。
14.本实用新型的工作原理为:
15.支撑座内部为轴承,连接丝杠后,支撑座外部不随丝杠旋转而旋转。现有技术中,支撑座一般为两个,位于丝杠两端,且外形为长方形。本实用新型中,根据需要仅选用一个,且外形为圆柱形。用于安装连接组件。
16.旋转丝杠时,支撑座不动,但螺母会沿丝杠长度方向运动,若正向旋转时,支撑座
和螺母为相互靠近,则反向旋转时,支撑座和螺母相互远离。
17.当支撑座和螺母靠近时,第一铰接座和第二铰接座的距离缩短,第一杆体和第二杆体被折叠,二者铰接的位置远离丝杠中心,若将本实用新型置于大管件内部,则当支撑座和螺母靠近时,连接组件靠近大管件并抵住其内壁。由于连接组件为多个且结构完全相同,所以从多个方向抵住大管件,使大管件在不同方向上的直径相同,就实现了整圆操作。
18.与现有技术相比,本实用新型的优点在于:
19.1、结构简单,通过旋转丝杠即可使连接组件与大管件的内壁完全接触,从而使大管件或管材发生形变,接近成一个标准圆,这样法兰盘内径与大管件或管材的外径的间隙值可以放得很小。当间隙值很小后,其焊接垂直度会变好,焊接时间会变短,焊接的外观会更好。
20.2、单人即可实现整圆和焊接操作、且退出本实用新型也很方便。焊接前,只需要旋转丝杠进行整圆,然后套上法兰盘进行焊接。焊接完成后,反向旋转丝杠,连接组件不与大管件接触,能直接从管件中取出,进行下一个产品焊接时的整圆操作。
21.3、第一杆体远离第一铰接座的一端的端面为平面,且平面上设有橡胶层,与管件内壁接触时,能增加接触面积,避免抵紧时的局部变形。第一铰接座为4-8个,根据管材的尺寸来设置。丝杠远离支撑座的一端设有用于旋转丝杠的把手,方便操作人员操作。本实用新型能方便快速的对管材、管件实现整圆操作,缩短整个产品焊接前的准备时间、以及焊接时的时间,提高了工作效率。
附图说明
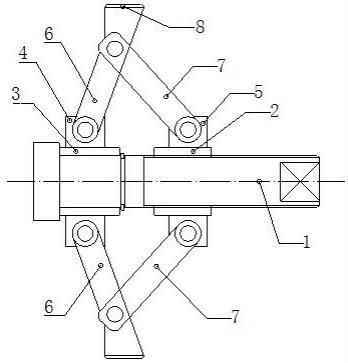
22.图1为本实用新型主视图;
23.图2为图1左视图;
24.图3为本实用新型的使用示意图;
25.图4为法兰盘与大尺寸的管材焊接后的结构示意图。
26.图中:1、丝杠;2、螺母;3、支撑座;4、第一铰接座;5、第二铰接座;6、第一杆体;7、第二杆体;8、橡胶层;9、法兰盘;10、管材。
具体实施方式
27.下面将结合附图对本实用新型作进一步说明。
28.实施例1:参见图1到图4,一种焊接法兰盘时大管件整圆装置,包括一滚珠丝杠1螺母2副,所述滚珠丝杠1副包括丝杠1和的螺母2,丝杠1一端连接一支撑座3,所述支撑座3外壁和螺母2外壁均为圆柱形,且与丝杠1同轴设置;
29.支撑座3外壁沿丝杠1径向均匀分布有数个第一铰接座4,螺母2外壁设有数个第二铰接座5,第一铰接座4和第二铰接座5一一对应,相互对应的两个为一组,位于与丝杠1平行的轴线上;
30.同一组第一铰接座4和第二铰接座5间设有一连接组件,所述连接组件包括第一杆体6和第二杆体7,所述第一杆体6一端与第一铰接座4铰接,另一端靠近端部处与第二杆体7的一端铰接,第二杆体7的另一端与第二铰接座5铰接。
31.所述第一杆体6远离第一铰接座4的一端的端面为平面,且平面上设有橡胶层8。所
述第一铰接座4为4-8个。本实施例中为6个。所述丝杠1远离支撑座3的一端设有用于旋转丝杠1的把手。
32.使用时,先旋转丝杠1,让第一铰接座4和第二铰接座5的距离变大,连接组件中第一杆体6和第二杆体7相连的一端更靠近丝杠,能放入管材10或管件中,放置时,本实用新型与管件同轴设置。
33.然后旋转丝杠1,让连接组件与管材10内壁接触,接触的部位主要在管材10需要焊接的端口处。由于连接组件为多个且结构完全相同,所以从多个方向抵住大尺寸的管材10或管件时,使大尺寸的管材10或管件在不同方向上的直径相同,就实现了整圆操作。
34.然后将整圆后的管材10插入法兰盘9内孔,与法兰盘9进行焊接操作。结束后,反向旋转丝杠1,松开并取下本实用新型即可。
35.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种焊接法兰盘时大管件整圆装置,包括一滚珠丝杠螺母副,所述滚珠丝杠副包括丝杠和的螺母,丝杠一端连接一支撑座,其特征在于:所述支撑座外壁和螺母外壁均为圆柱形,且与丝杠同轴设置;支撑座外壁沿丝杠径向均匀分布有数个第一铰接座,螺母外壁设有数个第二铰接座,第一铰接座和第二铰接座一一对应,相互对应的两个为一组,位于与丝杠平行的轴线上;同一组第一铰接座和第二铰接座间设有一连接组件,所述连接组件包括第一杆体和第二杆体,所述第一杆体一端与第一铰接座铰接,另一端靠近端部处与第二杆体的一端铰接,第二杆体的另一端与第二铰接座铰接。2.根据权利要求1所述的焊接法兰盘时大管件整圆装置,其特征在于:所述第一杆体远离第一铰接座的一端的端面为平面,且平面上设有橡胶层。3.根据权利要求1所述的焊接法兰盘时大管件整圆装置,其特征在于:所述第一铰接座为4-8个。4.根据权利要求1所述的焊接法兰盘时大管件整圆装置,其特征在于:所述丝杠远离支撑座的一端设有用于旋转丝杠的把手。
技术总结
本实用新型公开了一种焊接法兰盘时大管件整圆装置,包括丝杠、螺母,丝杠一端连接一支撑座,支撑座外壁沿丝杠径向均匀分布有数个第一铰接座,螺母外壁设有数个第二铰接座,第一铰接座和第二铰接座一一对应,相互对应的两个为一组,同一组第一铰接座和第二铰接座间设有一连接组件,所述连接组件包括第一杆体和第二杆体,所述第一杆体一端与第一铰接座铰接,另一端靠近端部处与第二杆体的一端铰接,第二杆体的另一端与第二铰接座铰接。本实用新型通过旋转丝杠即可使连接组件与大管件的内壁完全接触,进行整圆操作,从而使法兰盘内径与大管件或管材的外径的间隙值变小,其焊接垂直度变好,焊接的外观更好,焊接时间变短,提高了工作效率。效率。效率。
技术研发人员:汪仕斌 李伟
受保护的技术使用者:金品冠科技集团有限公司
技术研发日:2021.08.20
技术公布日:2022/2/8