1.本实用新型涉及叉车门架领域,具体是一种用于叉车门架支座组焊工装。
背景技术:
2.目前叉车门架支座由人工组焊或者用简易的模具搭接焊接,传统定位工装装配方式是通过定位轴与加长杆连接增加长度,定位圆盘右侧与定位轴通过台阶限位,外侧附近需要对定位轴进行攻外螺纹加卡座限位,攻螺纹产生的径向力导致1米以上的长轴平行度难以保证,或者点焊的方式进行固定,点焊方式不利于产品结构在优化升级时模具的拆卸与更换。
技术实现要素:
3.本实用新型的目的在于提供一种用于叉车门架支座组焊工装,改善工装组件可加工性,保证定位尺寸精度及焊接质量的同时,保证模具组件的可更换性,提高焊接工作效率。
4.为实现上述目的,本实用新型提供如下技术方案:
5.一种用于叉车门架支座组焊工装,包括定位轴与两个定位圆盘,所述定位轴上分别开设有两个外圆沟槽,外圆沟槽上设有导引键槽;所述定位圆盘的圆心处设有配合圆环,并沿径向开设有导引圆孔,所述配合圆环与导引圆孔之间通过导引槽连通;所述定位轴穿过导引圆孔,通过外圆沟槽与所述配合圆环同轴心间隙配合,所述导引键槽朝向导引槽方向,并在导引键槽的槽面上紧固有限位在导引槽内的限位板。
6.作为本实用新型的改进方案,所述配合圆环基于定位圆盘的两侧轴面沿轴向分别向外凸起,两侧凸起的总长度与所述外圆沟槽的轴向长度相等。
7.作为本实用新型的改进方案,两个定位圆盘相靠近的轴面边部均沿轴向相向延伸有第一圆环,所述第一圆环与放置所述定位圆盘的门架支座嵌合。
8.作为本实用新型的改进方案,两个定位圆盘相远离的轴面边部均轴向背向延伸有第二圆环,所述第二圆环的直径大于与定位圆盘的直径,并与放置所述定位圆盘的门架支座限位配合。
9.作为本实用新型的改进方案,所述定位轴上,两个外圆沟槽相近的一侧的边缘周向设有台阶限位。
10.本实用新型具有如下有益效果:
11.1.构造简单可靠,作业效率高、定位精度高,开档尺寸得到精确保证。
12.2.成型工艺性好,长轴能一次整体式成型,保证较高直线度,装配工序简单。
13.3.操作便利,不需要扳手等特殊工具,装、脱模轻松,模具互换性强,便于维护保养。
附图说明
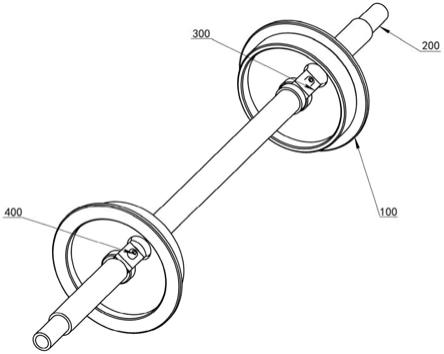
14.图1为本实用新型整体的结构示意图;
15.图2为本实用新型定位轴的结构图;
16.图3为本实用新型定位轴在外圆沟槽处的径向剖视图;
17.图4为本实用新型定位圆盘的结构图;
18.图5为图4的俯视图;
19.图6为本实用新型的装配过程图;
20.图7为本实用新型应用时的安装图。
21.图中:100-定位圆盘;101-配合圆环;102-导引圆孔;103-导引槽;104-凸起;105-第一圆环;106-第二圆环;200-定位轴;201-外圆沟槽;202-导引键槽;203-螺栓孔;204-台阶限位;300-限位板;400-螺栓;500-门架支座;600-支架支座。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.参见图1,一种用于叉车门架支座组焊工装,包括定位轴200与两个定位圆盘100。如图2所示,定位轴200上分别开设有两个外圆沟槽201,外圆沟槽201为圆弧面,在外圆沟槽201上设有导引键槽202。如图4所示,定位圆盘100的圆心处设有配合圆环101,并沿径向开设有导引圆孔102,配合圆环101与导引圆孔102之间通过导引槽103连通,导引槽103贯穿配合圆环101。
24.如图3、5所示,配合圆环101的内径与外圆沟槽201的半径等同,均为r0。导引圆孔102的半径为r0+4,配合圆环101基于定位圆盘100的两侧轴面沿轴向分别向外凸起104,两侧凸起104的总长度(公差-0.02,-0.05)与外圆沟槽201的轴向长度(公差+0.02,+0.05)相等。导引槽103的间隙d0,导引键槽202的间隙为d0-2。
25.如图6所示,安装时,定位轴200首先穿过导引圆孔102,旋转定位轴200使导引键槽202与导引槽103的槽面平行,使定位轴200的外圆沟槽201通过导引槽103移动到配合圆环101中,外圆沟槽201与配合圆环101同轴心间隙配合,并且为了对定位轴200进行轴向的固定,配合圆环101的两侧凸起限位在外圆沟槽201中。接着,为了便于固定定位轴200,旋转定位轴200使导引键槽202朝向导引槽103方向,与导引槽103的槽面垂直,并在导引键槽202的槽面上设置有方形的限位板300,限位板300与导引键槽202的槽面上均开设有螺栓孔203,两者采用螺栓400进行紧固,可限制定位轴200相对定位圆盘100进行旋转。
26.按照上述说明依次安装定位轴200与两个定位圆盘100,定位轴200上,即可构成工装。两个外圆沟槽201相近的一侧的边缘周向设有台阶限位204,可以防止两个定位圆盘100相对移动。如图7所示,工装安装在门架支座500上,两个定位圆盘100相靠近的轴面边部均沿轴向相向延伸有第一圆环105,第一圆环105与放置定位圆盘100的门架支座500嵌合。两个定位圆盘100相远离的轴面边部均轴向背向延伸有第二圆环106,第二圆环106的直径大于与定位圆盘100的直径,因此可以通过第二圆环106与定位圆盘100的台阶面在门架支座
500限位。装载之后,定位轴200通过两端边缘圆柱面与支架支座定位600。
27.本实用新型具有如下有益效果:
28.1.构造简单可靠,作业效率高、定位精度高,开档尺寸得到精确保证;
29.2.成型工艺性好,长轴能一次整体式成型,保证较高直线度,装配工序简单。
30.3.操作便利,不需要扳手等特殊工具,装、脱模轻松,模具互换性强,便于维护保养。
31.虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
32.故以上所述仅为本申请的较佳实施例,并非用来限定本申请的实施范围;即凡依本申请的权利要求范围所做的各种等同变换,均为本申请权利要求的保护范围。
技术特征:
1.一种用于叉车门架支座组焊工装,其特征在于,包括定位轴(200)与两个定位圆盘(100),所述定位轴(200)上分别开设有两个外圆沟槽(201),外圆沟槽(201)上设有导引键槽(202);所述定位圆盘(100)的圆心处设有配合圆环(101),并沿径向开设有导引圆孔(102),所述配合圆环(101)与导引圆孔(102)之间通过导引槽(103)连通;所述定位轴(200)穿过导引圆孔(102),通过外圆沟槽(201)与所述配合圆环(101)同轴心间隙配合,所述导引键槽(202)朝向导引槽(103)方向,并在导引键槽(202)的槽面上紧固有限位在导引槽(103)内的限位板(300)。2.根据权利要求1所述的一种用于叉车门架支座组焊工装,其特征在于,所述配合圆环(101)基于定位圆盘(100)的两侧轴面沿轴向分别向外凸起(104),两侧凸起(104)的总长度与所述外圆沟槽(201)的轴向长度相等。3.根据权利要求1或2所述的一种用于叉车门架支座组焊工装,其特征在于,两个定位圆盘(100)相靠近的轴面边部均沿轴向相向延伸有第一圆环(105),所述第一圆环(105)与放置所述定位圆盘(100)的门架支座(500)嵌合。4.根据权利要求3所述的一种用于叉车门架支座组焊工装,其特征在于,两个定位圆盘(100)相远离的轴面边部均轴向背向延伸有第二圆环(106),所述第二圆环(106)的直径大于与定位圆盘(100)的直径,并与放置所述定位圆盘(100)的门架支座(500)限位配合。5.根据权利要求1所述的一种用于叉车门架支座组焊工装,其特征在于,所述定位轴(200)上,两个外圆沟槽(201)相近的一侧的边缘周向设有台阶限位(204)。
技术总结
本实用新型公开了叉车门架领域的一种用于叉车门架支座组焊工装,包括定位轴与两个定位圆盘,所述定位轴上分别开设有两个外圆沟槽,外圆沟槽上设有导引键槽;所述定位圆盘的圆心处设有配合圆环,并沿径向开设有导引圆孔,所述配合圆环与导引圆孔之间通过导引槽连通;所述定位轴穿过导引圆孔,通过外圆沟槽与所述配合圆环同轴心间隙配合,所述导引键槽朝向导引槽方向,并在导引键槽的槽面上紧固有限位在导引槽内的限位板。本实用新型改善了工装组件可加工性,保证定位尺寸精度及焊接质量的同时,还保证了模具组件的可更换性,提高了焊接工作效率。接工作效率。接工作效率。
技术研发人员:赵晓东 唐冲 刁伟 方军
受保护的技术使用者:安徽合力股份有限公司
技术研发日:2021.08.06
技术公布日:2022/2/8