1.本实用新型涉及塑胶件加工的技术领域,尤其是指一种塑胶件自动攻牙装置。
背景技术:
2.现有技术中,加工带有螺纹孔的塑胶件需要在塑胶模具上加工旋牙结构,由于旋牙结构复杂,模具加工难度大,模具制造成本高,且模具产量少,致使塑胶件注塑成本大大提高,同时由于旋牙结构磨损快,维护成本高,影响模具寿命。为解决上述问题,通常采用的方法是工人手持电钻对塑胶件进行二次加工,操作过程中工人需对准塑胶件上需要加工螺纹孔的位置,该操作对工人的操作技术要求较高,如定位不准,容易导致螺纹孔加工出现偏差,进而导致次品率上升,增加塑胶件生产成本,降低效率。
技术实现要素:
3.本实用新型的目的在于克服现有技术的不足,提供一种塑胶件自动攻牙装置,能够有效解决加工带有螺纹孔塑胶件成本高、效率低的问题。
4.为实现上述目的,本实用新型所提供的技术方案为:一种塑胶件自动攻牙装置,包括固定底板、下夹紧块、上夹紧块、定位导向块、电钻、换向开关、变压器和供电电源,所述固定底板上固定安装有两个下夹紧块,每个下夹紧块上对应连接有一个上夹紧块,每个下夹紧块和上夹紧块相对的面上设有与电钻外周面相配合的凹槽,两个凹槽形成供电钻安装的安装位,所述电钻固定于两个安装位内,其头部配套安装有丝攻,所述固定底板上并位于丝攻的两侧固定有两个定位导向块,用于放置塑胶件并对塑胶件的移动进行导向,所述电钻通过换向开关与变压器电连接,通过换向开关控制丝攻的旋转方向,所述变压器与供电电源电连接,用于调节电流大小以控制电钻转速。
5.进一步,所述凹槽为半圆形结构。
6.本实用新型与现有技术相比,具有如下优点与有益效果:
7.采用本实用新型的自动攻牙装置,无需在塑胶模具上加工旋牙结构,降低塑胶件生产成本,操作时,工人只需要将待加工螺纹孔的塑胶件放置在两个定位导向块之间,手动操作塑胶件沿定位导向块移动至与丝攻接触加工出螺纹孔,降低了对工人操作水平的要求,提高塑胶件生产效率,提高塑胶件加工质量。
附图说明
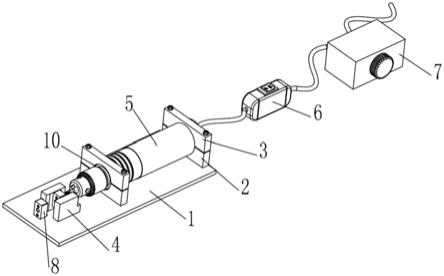
8.图1为本实用新型的自动攻牙装置的立体结构示意图。
9.图2为本实用新型的自动攻牙装置的俯视图。
具体实施方式
10.下面结合具体实施例对本实用新型作进一步说明,但本实用新型的使用方式不限于此。
11.如图1至图2所示,本实施例所述的塑胶件自动攻牙装置,包括固定底板1、下夹紧块2、上夹紧块3、定位导向块4、电钻5、换向开关6、变压器7和供电电源,所述固定底板1上固定安装有两个下夹紧块2,每个下夹紧块2上对应连接有一个上夹紧块3,每个下夹紧块2和上夹紧块3相对的面上设有与电钻5外周面相配合的凹槽10,本实施例的凹槽10为半圆形结构,两个凹槽10形成供电钻5安装的安装位,所述电钻5固定于两个安装位内,其头部配套安装有丝攻9,丝攻9的规格根据待加工螺纹孔的直径确定,所述固定底板1上并位于丝攻9的两侧固定有两个定位导向块4,用于放置塑胶件8并对塑胶件8的移动进行导向,且该两个定位导向块4之间的间距与塑胶件8的宽度尺寸相适应,所述电钻5通过换向开关6与变压器7电连接,所述变压器7与供电电源电连接,用于调节电流大小以控制电钻5转速。
12.使用时,将待加工螺纹孔的塑胶件8放置于两个定位导向块4之间,并位于丝攻9的前侧,确保丝攻9对准塑胶件8上需要加工螺纹孔的位置,通过换向开关6控制丝攻9旋转,接着将塑胶件8沿定位导向块4移动从而加工出螺纹孔。本实施例的自动攻牙装置,极大的降低了对工人操作水平的要求,同时能够有效提高塑胶件生产效率,提高螺纹孔加工精度,进而提高塑胶件加工质量。
13.以上所述之实施例子只为本实用新型之较佳实施例,并非以此限制本实用新型的实施范围,故凡依本实用新型之形状、原理所作的变化,均应涵盖在本实用新型的保护范围内。
技术特征:
1.一种塑胶件自动攻牙装置,其特征在于:包括固定底板、下夹紧块、上夹紧块、定位导向块、电钻、换向开关、变压器和供电电源,所述固定底板上固定安装有两个下夹紧块,每个下夹紧块上对应连接有一个上夹紧块,每个下夹紧块和上夹紧块相对的面上设有与电钻外周面相配合的凹槽,两个凹槽组成供电钻安装的安装位,所述电钻固定于两个安装位内,其头部配套安装有丝攻,所述固定底板上并位于丝攻的两侧固定有两个定位导向块,用于放置塑胶件并对塑胶件的移动进行导向,所述电钻通过换向开关与变压器电连接,通过换向开关控制丝攻的旋转方向,所述变压器与供电电源电连接,用于调节电流大小以控制电钻转速。2.根据权利要求1所述的一种塑胶件自动攻牙装置,其特征在于:所述凹槽为半圆形结构。
技术总结
本实用新型公开了一种塑胶件自动攻牙装置,包括固定底板、下夹紧块、上夹紧块、定位导向块、电钻、换向开关、变压器和供电电源,所述固定底板上固定安装有两个下夹紧块,每个下夹紧块上对应连接有一个上夹紧块,每个下夹紧块和上夹紧块相对的面上设有与电钻外周面相配合的凹槽,两个凹槽形成供电钻安装的安装位,所述电钻固定于两个安装位内,其头部配套安装有丝攻,所述固定底板上并位于丝攻的两侧固定有两个定位导向块,所述电钻通过换向开关与变压器电连接,所述变压器与供电电源电连接。本实用新型能够有效解决加工带有螺纹孔塑胶件成本高、效率低的问题。效率低的问题。效率低的问题。
技术研发人员:陈求杭
受保护的技术使用者:中山市和天光电科技有限公司
技术研发日:2021.09.16
技术公布日:2022/2/8