1.本实用新型是关于一种飞机钣金丁字型材零件角度成形的加工工具,特别是用于除固定角度的直线零件之外的零件角度加工。具体为一种丁字型材角度快速成形扳手。
背景技术:
2.目前,国内航空飞行器制造大部分零件材料都是采用铝合金材料,约占飞机零件总数量的50%,工艺装备数量约占65%,零件种类繁多、结构复杂及加工精度高,其优点是强度高、塑性好、重量轻、易成型各异形状的组件。航空内部组合件,都是型材骨架组合成型,在型材成型中有多种制造方法,大多需借助工艺装备来实现,但是有部分类型的型材零件无法借助工艺装备直接成形,手工成形和校修是其加工过程中必不可少的环节。
3.现有多种类型的丁字型材零件立筋面(a面)需加工,使其立筋面与底板面(b面)形成夹角,此类成形角度的零件有以下几种类型:
4.直线零件角度渐变形、弯曲零件角度固定形、弯曲零件角度渐变形;
5.在成形角度的型材零件中,直线型材零件立筋面成形角度时可借助校角模在液压机上直接压制,但以上几种类型的零件无法借助工艺装备来直接成形或者工装模具制造周期长,成本大,且此类零件数量较少角度均不同,工装利用率较低,所以以上类型零件大多为手工成形。
6.手工成形角度是指用榔头敲修成形后修整,存在较多缺陷与不足:
7.1.手工成形工作量较大,易造成零件表面榔头痕迹多,零件表面质量降低,严重时锤击部位也会使金属结构发生改变,进而影响零件的力学性能。
8.2.成形渐变角度时,纵向敲修位置(点)不准确,会使零件角度过渡不圆滑。
技术实现要素:
9.本实用新型的目的是为了解决上述集中丁字型材零件手工成形角度时存在的不足,而提供一种成本低利用率高,有效保证零件表面质量,且在较为省力的情况下能够成形角度的一种多规格扳手。
10.技术方案
11.为了解决上述技术问题,本实用新型通过以下技术方案实现:
12.一种丁字型材角度快速成形扳手,其外形为板状结构,扳手包括板状结构主体和可拆卸的“l”形卡板,所述板状结构主体和可拆卸的“l”形卡板通过螺钉连接组成带有槽口的工装。
13.所述螺钉数量为2.
14.所述槽口的宽度根据零件尺寸规格而设定。
15.所述槽口的高度根据零件尺寸规格而设定。
16.所述槽口工作端设有倒圆角,防止零件割伤。
17.所述板状结构主体上设有减重槽。
18.技术效果
19.有效地解决了飞机钣金丁字型材类零件的角度成形,特别是弯曲零件或渐变角度等特殊的角度成形,降低了该类零件的加工难度,并使其加工过程变得简单、有效,且具有良好的推广性;单个零件加工时间大大减少,提高了加工效率;并在加工时利用扭矩原理,能使材料在较为省力的情况下实现成形角度的目的,避免了大范围榔头的敲修,提高了零件表面质量,有效减少了手工成形时出现鼓面、裂纹等不合格情况,提升了合格率,降低了操作工人的劳动强度和成形难度;相对于按工装模具成形角度,节省了校角模等工装模具的制造成本,使得零件生产周期及加工效率大大提高。
附图说明
20.图1零件角度渐变示意图;
21.图2本实用新型扳手示意图;
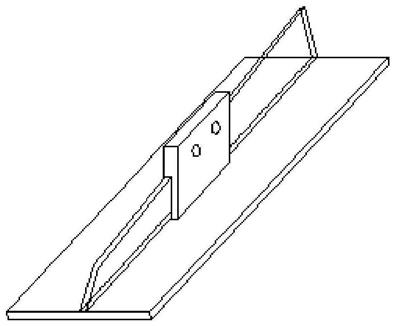
22.图3零件加工示意图;
23.图4工作台加工示意图。
具体实施方式
24.下面结合附图1-4与具体实施方式对本实用新型作进一步详细描述:
25.卡板与需加工的丁字型材立筋面为配合关系,其尺寸相对于对应零件材料立筋面厚度和高度各留有1mm余量,这样既能防止原材料尺寸出现正公差,也能防止间隙过大,在受力过程中零件相对于扳手滑脱。卡板留有2个螺钉孔。卡板正面打标记,标刻上对应的丁字型材的材料牌号,以及该材料立筋面的厚度和高度,以便于丁字型材材料牌号不同,但立筋尺寸相同的零件可以借用卡板。
26.扳手主体和卡板依靠2个螺钉连接,螺钉可拆卸,不同规格的丁字型材对应不同的卡板。组件1与组件2装配时三边对齐,形成“∏”(槽)形夹口,零件的立筋面与夹口配合,夹口边缘凸留有圆角,这样可以防止零件划伤或产生硌痕,保证了零件的表面质量。
27.扳头外边缘倒圆角,防止划伤或硌伤零件,也便于安全操作。
28.扳手的手柄中间开有减轻槽,这样在不影响受力强度的情况下减轻扳手重量,提高工作效率,也便于扳手的悬挂放置;所述手柄边缘及减轻槽边缘均设有大小不同的圆角,以适合握感及使用力度。
29.扳手是由板状的扳手主体和“l”形卡板通过两个螺钉组装而成,卡板便于拆卸。扳手上与型材零件接触的边缘部分留有圆角,防止零件划伤或产生硌痕,保证零件的表面质量,扳手的外边缘也进行倒圆角,防止划伤或硌伤零件,也便于加工时安全操作。扳手手柄中间开有减轻孔,这样在不影响扳手受力强度的情况下减轻重量,提高工作效率,也便于扳手的悬挂放置,其中手柄外边缘及减轻孔外边缘均设有大小不同的圆角,这样更好地适合操作工人的握感及使用力度。卡板上打有标记,标刻有适用的丁字型材材料牌号,以及该材料立筋面的厚度和高度,以便于丁字型材材料牌号不同,但立筋尺寸相同的零件可以借用卡板。
30.扳手适用的丁字型材取决于卡板的尺寸、夹口宽度和夹口深度,其尺寸相对于对应零件材料立筋面厚度和高度各留有1mm余量,这样既能防止原材料尺寸出现正公差,也能
防止间隙过大,在受力过程中零件相对于扳手滑脱。
31.根据需成形的丁字型材材料立筋面尺寸选择对应的卡板,组装好扳手后将丁字型材零件用弓形夹固定在工作台面上,弓形夹固定在型材立筋成形角度方向的另一侧,使用扳手成形角度时,扳手沿着立筋纵向均匀移动并使力,使型材立筋受切向力扭曲变形,成形时还需用角度尺随时测量角度,确认角度成形程度,当角度成形超过理论值时,更换弓形夹固定位置,使用扳手反向使力,从而达到成形角度以及修正角度的目的。
技术特征:
1.一种丁字型材角度快速成形扳手,其特征在于,其外形为板状结构,扳手包括板状结构主体和可拆卸的“l”形卡板,所述板状结构主体和可拆卸的“l”形卡板通过螺钉连接组成带有槽口的工装。2.根据权利要求1所述的一种丁字型材角度快速成形扳手,其特征在于,所述螺钉数量为2。3.根据权利要求1所述的一种丁字型材角度快速成形扳手,其特征在于,所述槽口的宽度根据零件尺寸规格而设定。4.根据权利要求1所述的一种丁字型材角度快速成形扳手,其特征在于,所述槽口的高度根据零件尺寸规格而设定。5.根据权利要求1所述的一种丁字型材角度快速成形扳手,其特征在于,所述槽口工作端设有倒圆角,防止零件割伤。6.根据权利要求1所述的一种丁字型材角度快速成形扳手,其特征在于,所述板状结构主体上设有减重槽。
技术总结
本实用新型属于飞机钣金领域,公开了一种丁字型材角度快速成形扳手,其外形为端头开口板状结构,其中一端头为扳头,中后部为手柄,特征在于开口是由扳手板状主体和多个可拆卸“L”形卡板形成,通过更换卡板,改变槽形夹口的尺寸,扳手可适用于规格不同的丁字型材,扳手卡紧型材立筋,切向使力,使型材材料受局部扭转力,从而达到成形角度和修正角度的目的。从而有效的降低了加工强度,提升了工作效率,避免了原始的手工成形方式所造成的零件表面质量较差等的问题。较差等的问题。较差等的问题。
技术研发人员:朱协彬 丁亚峰
受保护的技术使用者:陕西飞机工业有限责任公司
技术研发日:2021.05.14
技术公布日:2022/2/11